Технологический расчет магистрального нефтепровода. Метрология 3 практическая (переделанная). Практическая работа 3 Расчёт допусков и посадок резьбового соединения
 Скачать 61.72 Kb. Скачать 61.72 Kb.
|

|
Федеральное государственное автономное образовательное учреждение высшего образования «СИБИРСКИЙ ФЕДЕРАЛЬНЫЙ УНИВЕРСИТЕТ» Институт нефти и газа Кафедра технологических машин и оборудования нефтегазового комплекса ПРАКТИЧЕСКАЯ РАБОТА № 3 «Расчёт допусков и посадок резьбового соединения» Вариант 5. Преподаватель Н. А. Шепета подпись, дата Студент НБ18-06Б, 081831583 А. К. Дворянкин подпись, дата Красноярск 2020 1 Исходные данные В соответствии с выданным преподавателем вариантом определили параметры метрической резьбы, записанные в таблице 1. Таблица – 1 Исходные данные
D – номинальный наружный диаметр внутренней резьбы (номинальный диаметр резьбы), мм; d – номинальный наружный диаметр наружной резьбы (номинальный диаметр резьбы), мм; D2 – номинальный средний диаметр внутренней резьбы, мм; d2 – номинальный средний диаметр наружной резьбы, мм; D1 – номинальный внутренний диаметр внутренней резьбы, мм; d1 – номинальный внутренний диаметр наружной резьбы, мм; d3 – номинальный внутренний диаметр наружной резьбы по дну впадины, мм; P – шаг резьбы, мм; H – высота исходного треугольника, мм; ES – верхнее отклонение диаметров внутренней резьбы, мкм; EI – нижнее отклонение диаметров внутренней резьбы, мкм; es – верхнее отклонение диаметров наружной резьбы, мкм; ei – нижнее отклонение диаметров наружной резьбы, мкм; Правила обозначений полей допусков диаметра резьбы: 1 Обозначение поля допуска отдельного диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение. Например: 4h; 6g; 6H. 2 Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска диаметра выступов. 3 Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется. 4 В условном обозначении резьбы обозначение поля допуска должно следовать за обозначением резьбы. Примечание - Отсутствие обозначения поля допуска резьбы означает, что назначен класс точности "средний" и соответственно следующие поля допусков. Однако предпочтительным является указание обозначения поля допуска резьбы во всех случаях. 2 Ход работы Дана резьбовая посадка с зазором: 36×0,75 – 5H/6e Определяем номинальные значения диаметров внутренней резьбы (гайки) и наружной резьбы (болта) по ГОСТ 24705-2004 (ИСО 724:1993): d = D = 36,000 мм; d2 = D2 = 35,513 мм; d1= D1= 35,188 мм; d3= 35,079 мм; P = 0,75 мм. Предельные отклонения диаметров резьбовых деталей с внутренней резьбой (гайки) и наружной резьбой (болта) выбираем по ГОСТ 16093-2004, и результаты представляем в таблице 2. Таблица 2 – Предельные отклонения диаметров резьбовых поверхностей
Определяем предельные размеры внутренней резьбы (гайки) и наружной резьбы (болта), и результаты представляем в таблице 3. Таблица 3 – Предельные размеры резьбовых поверхностей (по диаметрам)
Рассчитываем предельные значения зазоров в резьбовой посадке: - по D (d): Smin = Dmin – dmax = 36,000 – 65,944 = 0,056 мм; Smax – не нормируется; - по D2 (d2): S2min = D2min – d2max = 35,513 – 35,457 = 0,056 мм; S2max = D2max – d2min = 35,513 – 35,345 = 0,286 мм; - по D1 (d1): S1min = D1min – d1max = 35,188 – 35,132 = 0,056 мм; S1max – не нормируется. Строим схему расположения полей допусков резьбового соединения M36×0,75 – 5H/6e. Масштаб 100:1 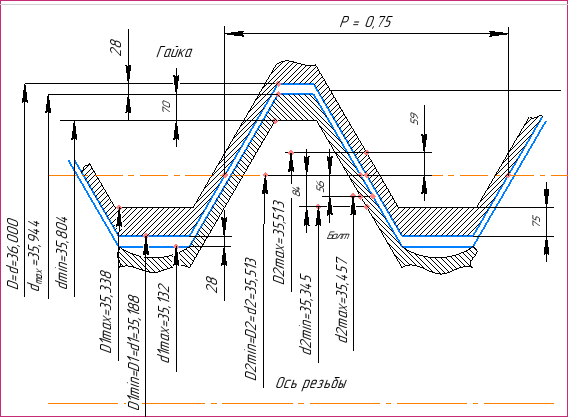 Рисунок 1 – Схема расположения полей допусков резьбового соединения M36×0,75 – 5H/6e | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
