Вопросник № 4-Литье. Практикум по материаловедению и технологии конструкционных материалов. Издво Башгау, 2013. 156 с. Для указанной детали разработать технологический процесс получения отливки в песчаноглинистой форме. Необходимо
 Скачать 2.09 Mb. Скачать 2.09 Mb.
|

|
Вопросник № 4 для выполнения четвертого задания контрольной работы Список источников информации для ответов на вопросы Практикум по материаловедению и технологии конструкционных материалов.- Изд-во БашГАУ, 2013.- 156 с. Для указанной детали разработать технологический процесс получения отливки в песчано-глинистой форме. Необходимо: - привести чертеж детали; - выбрать способ формовки; - по чертежу детали разработать (изобразить) эскиз отливки с указанием размеров и припусков на механическую обработку; - по эскизу отливки разработать (изобразить) эскиз модели и стержневого ящика с указанием размеров; - изобразить песчано-глинистую форму в разрезе и указать на ней все элементы литниковой системы.
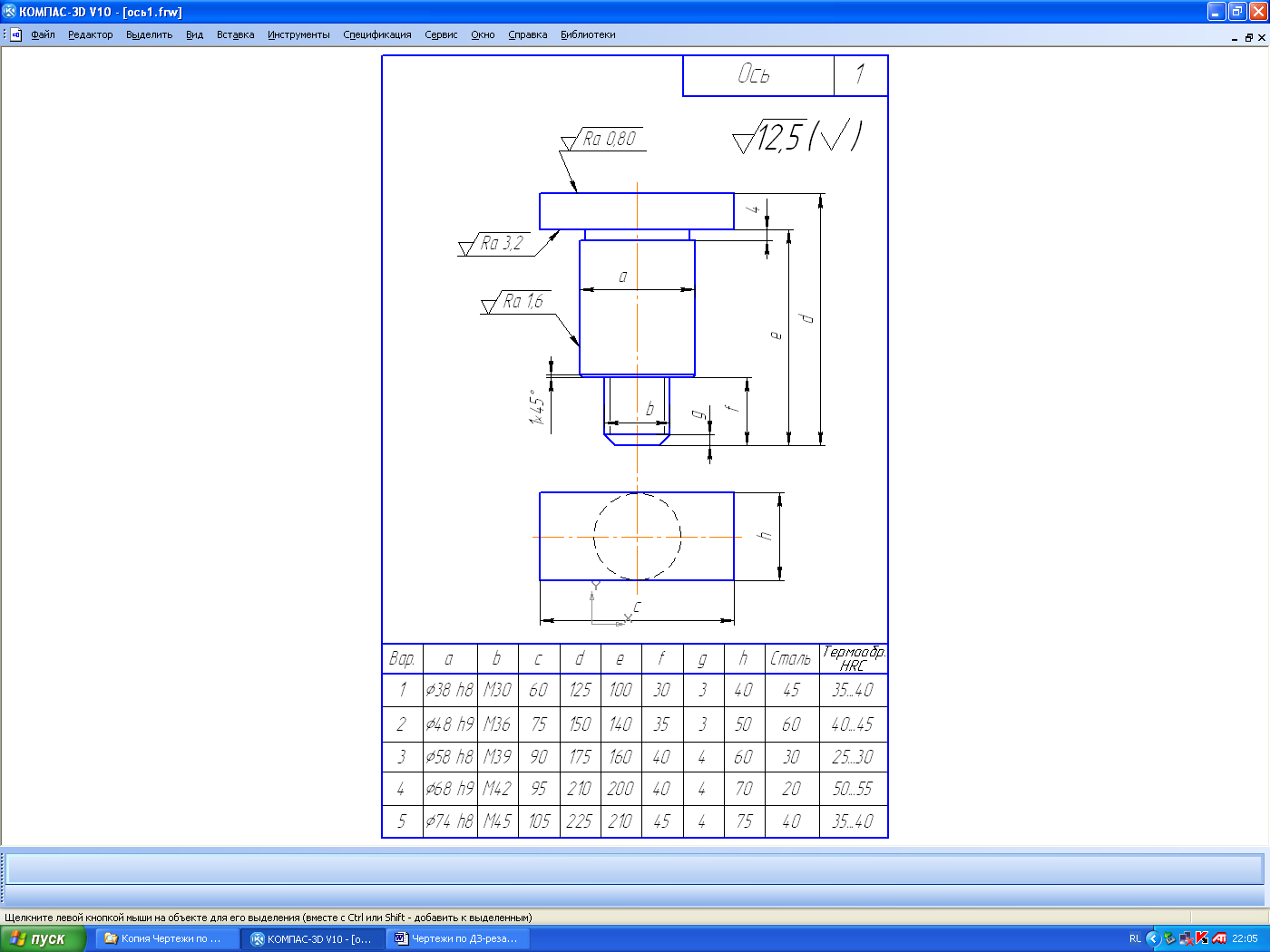   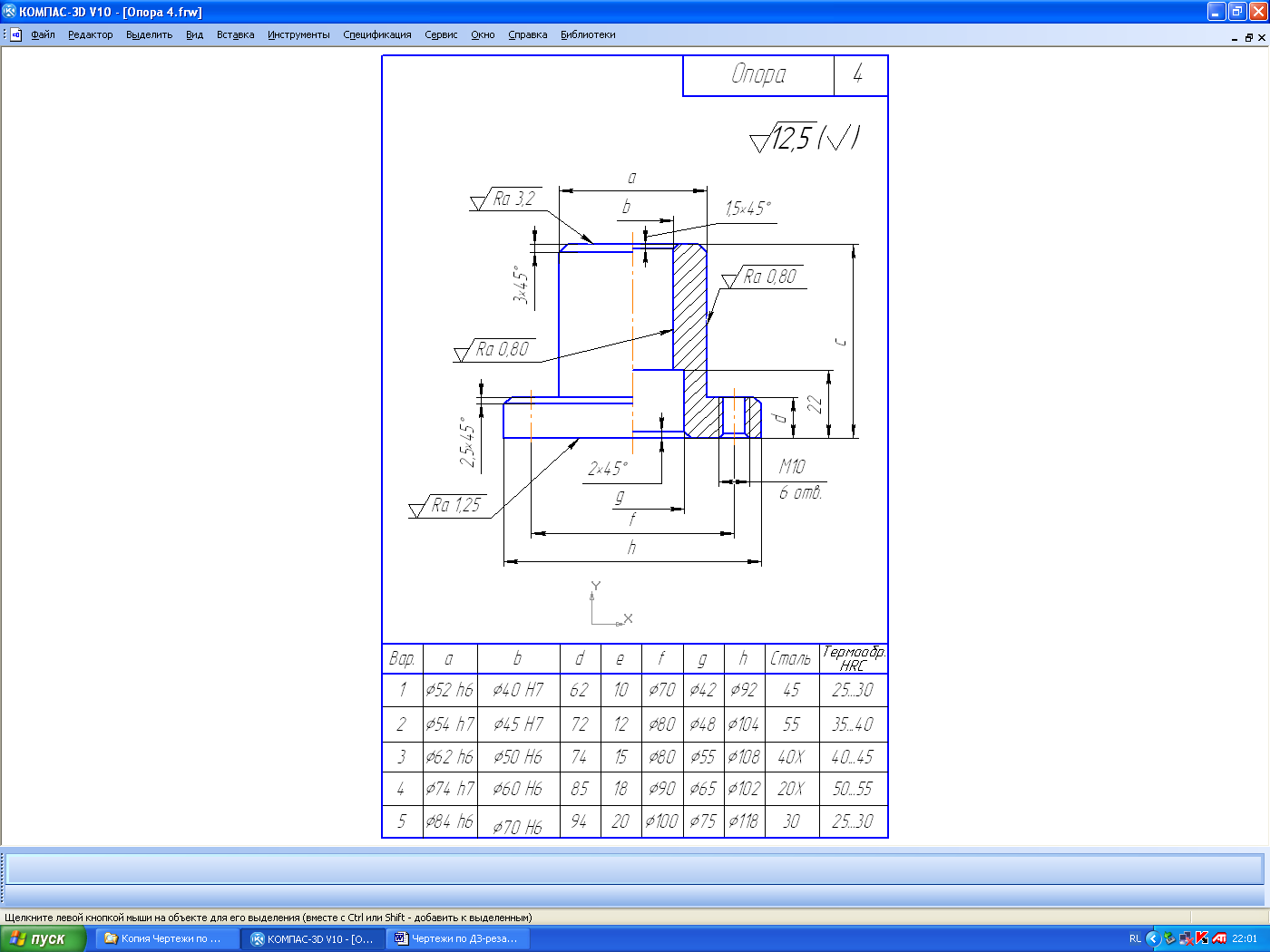 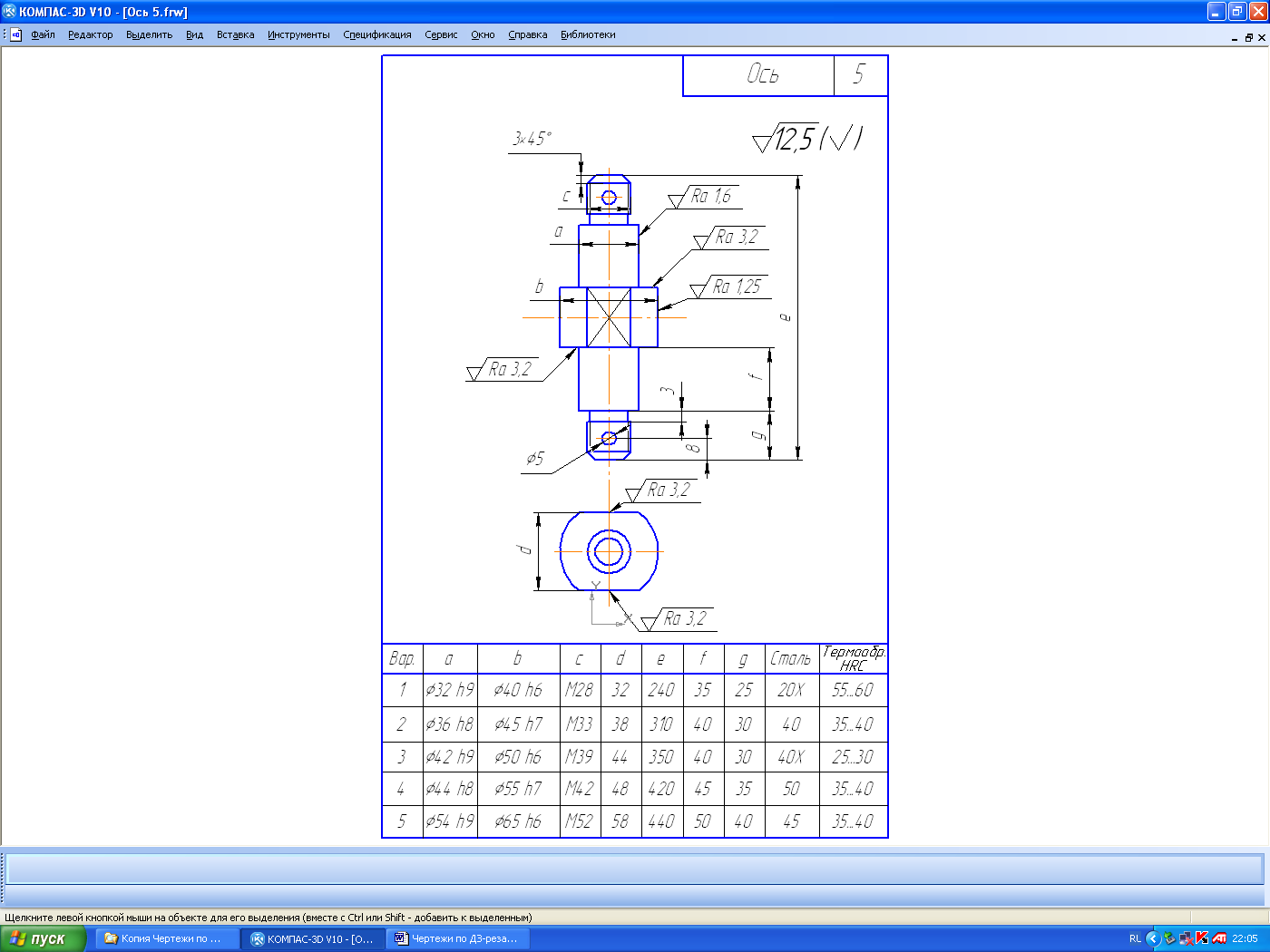 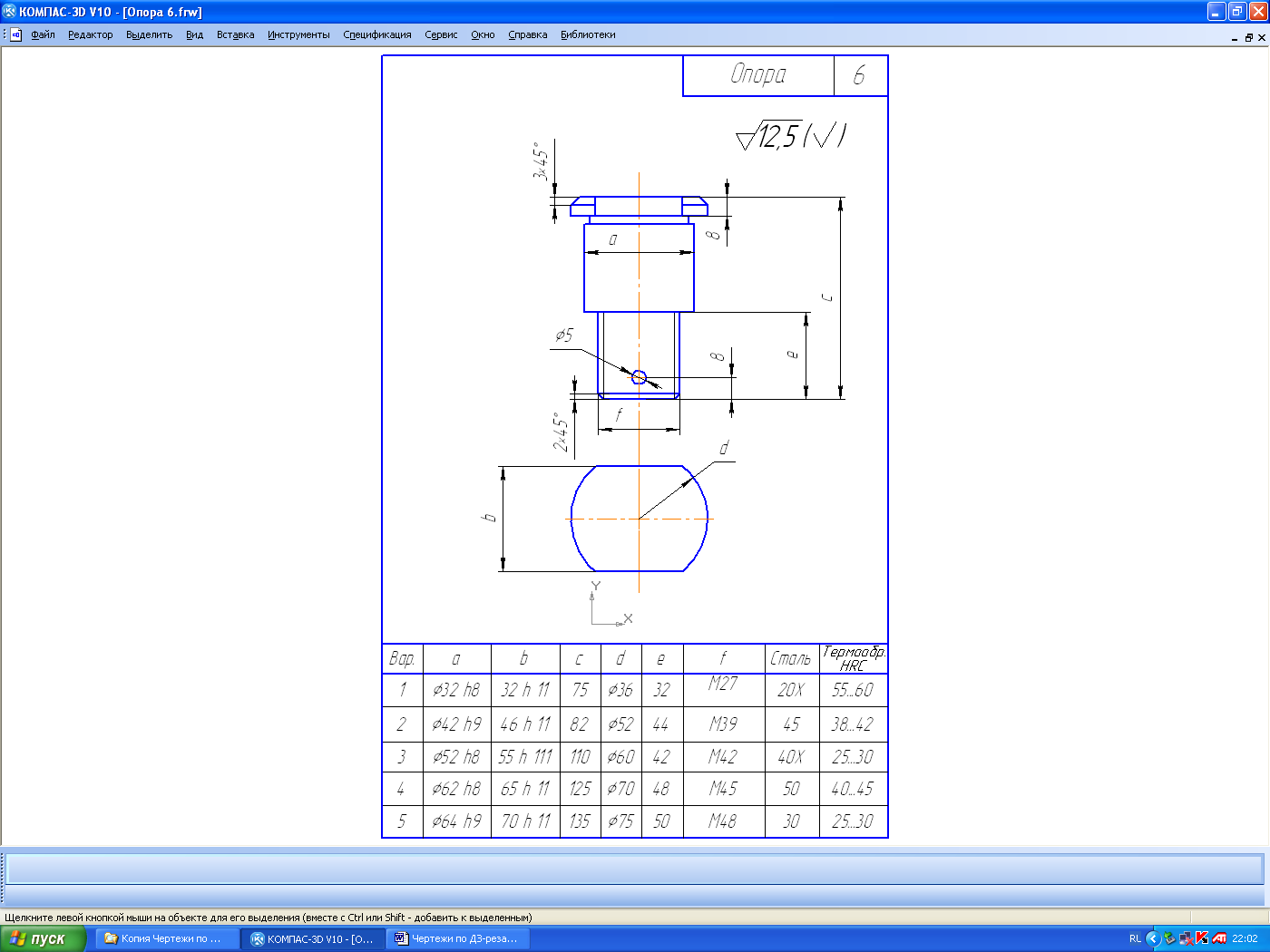 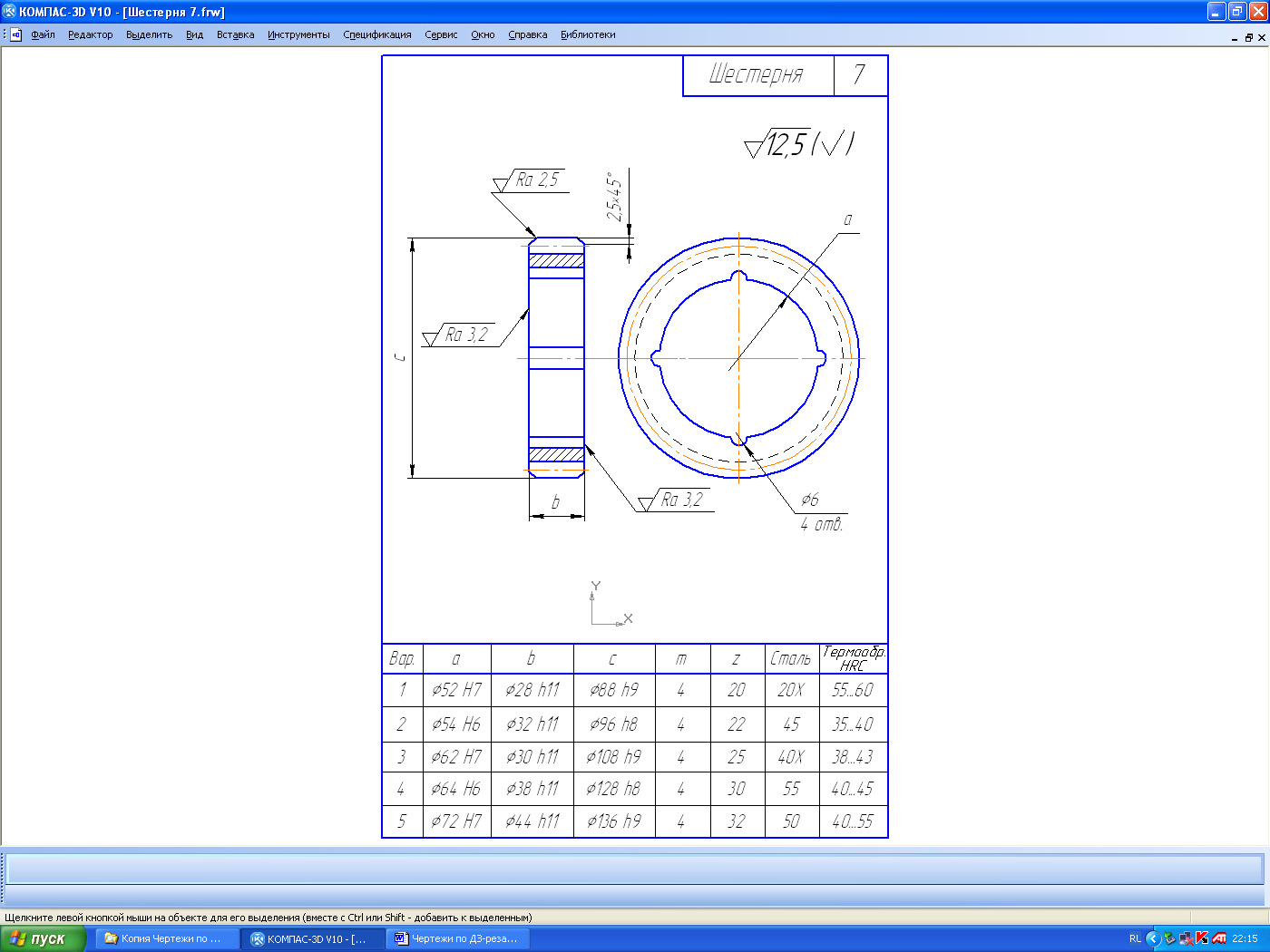 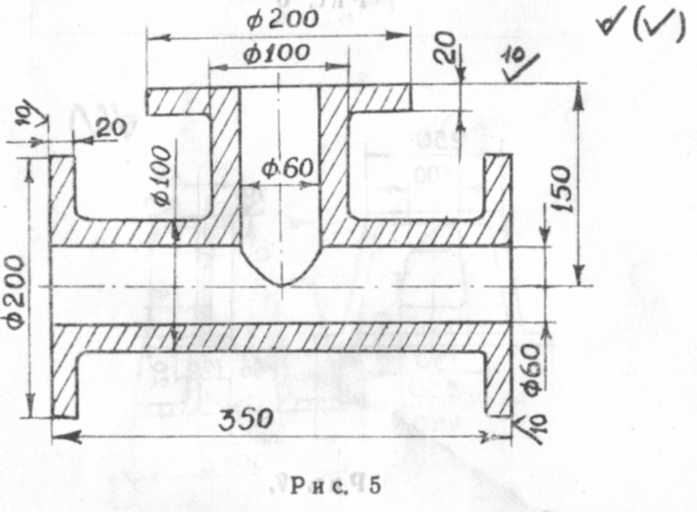 Муфта-Чугун - 9 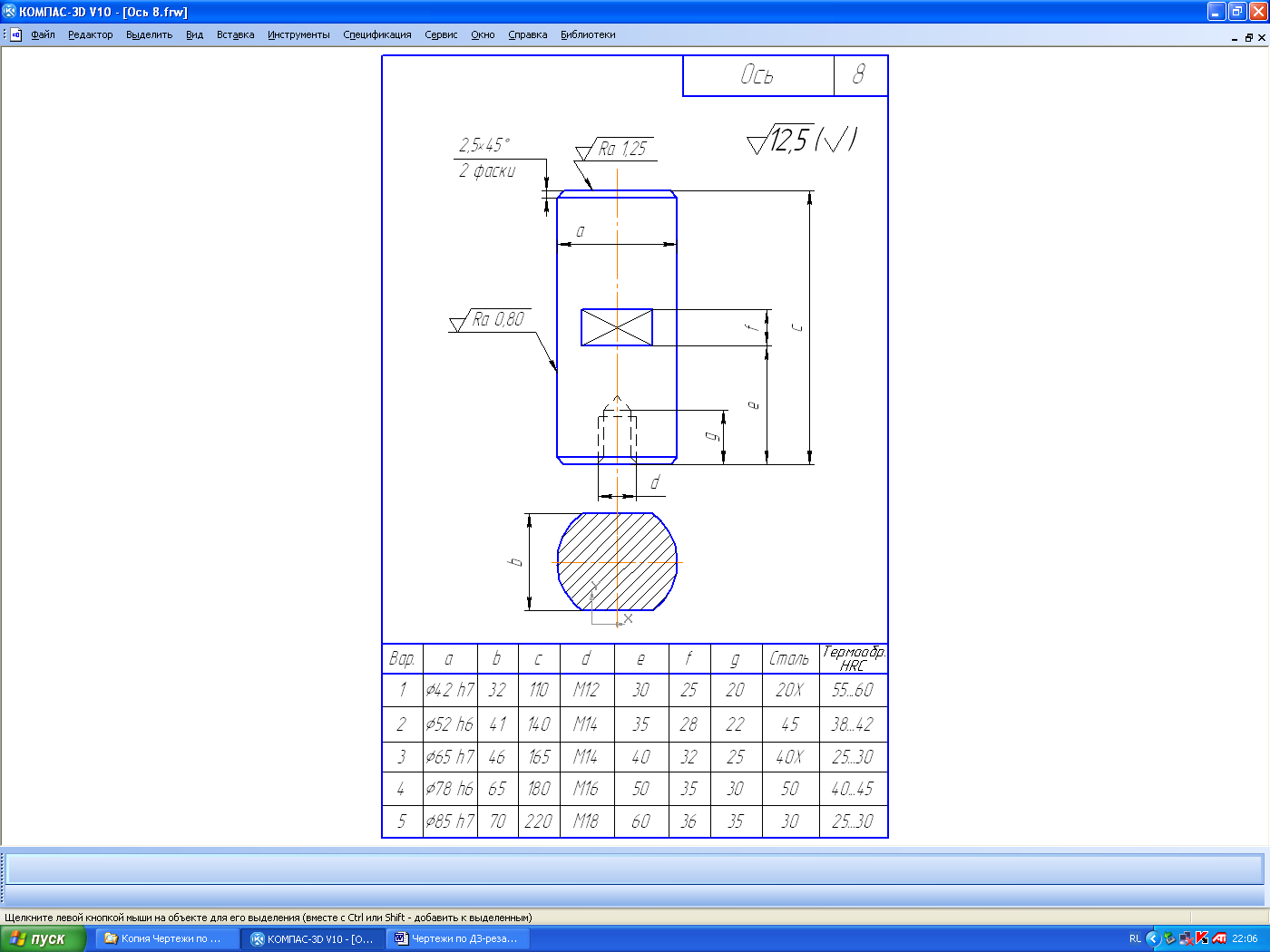  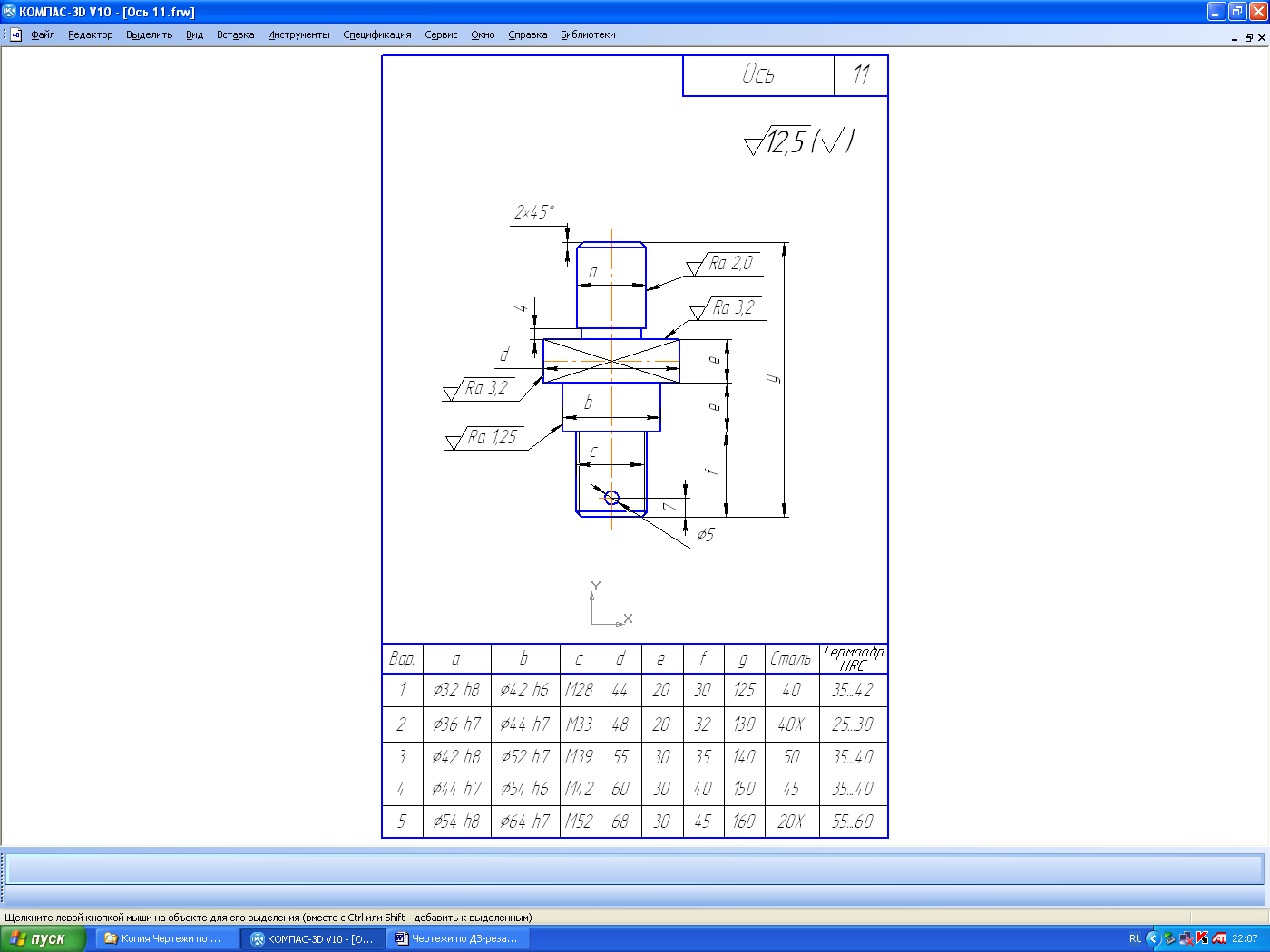 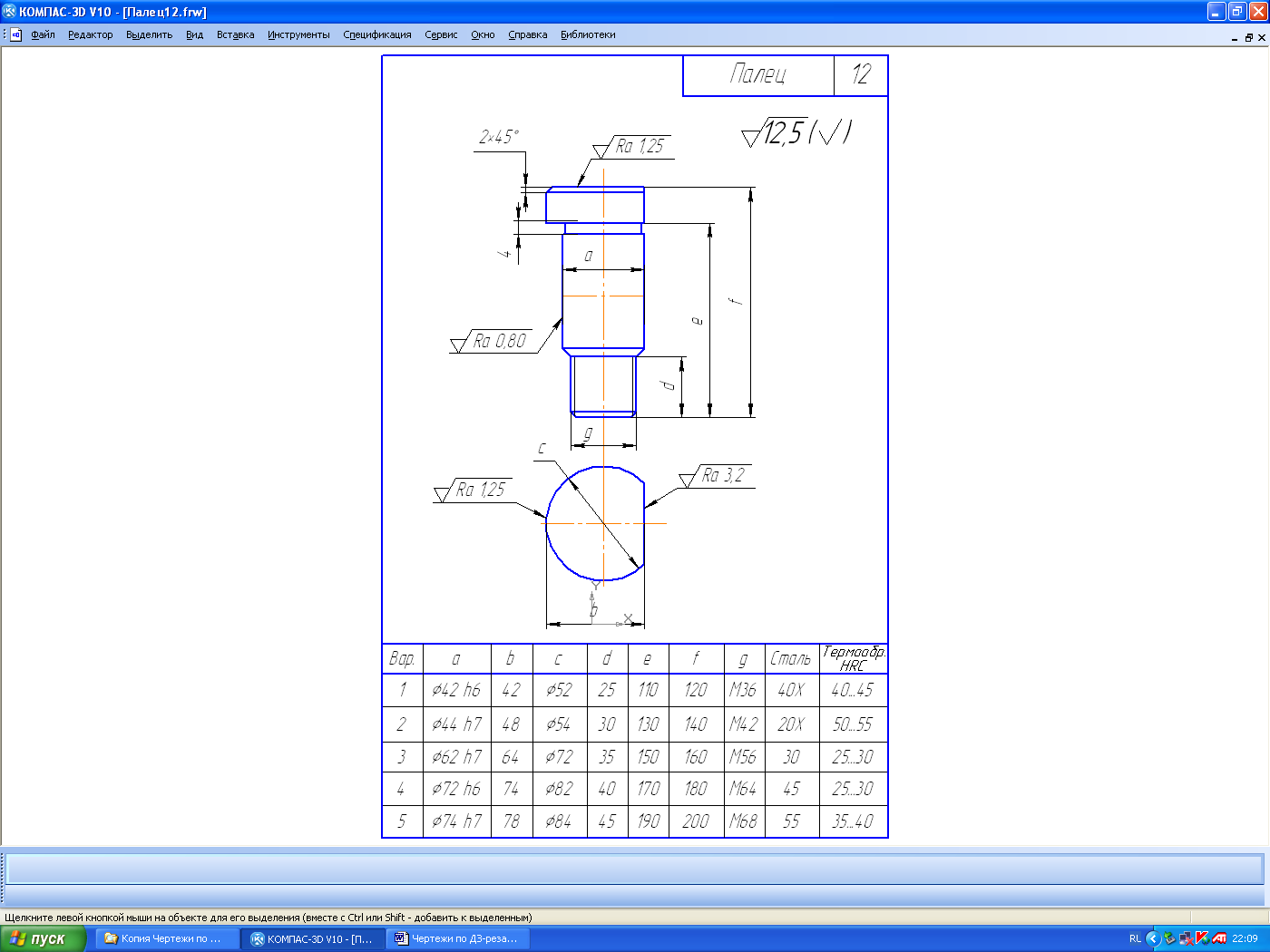 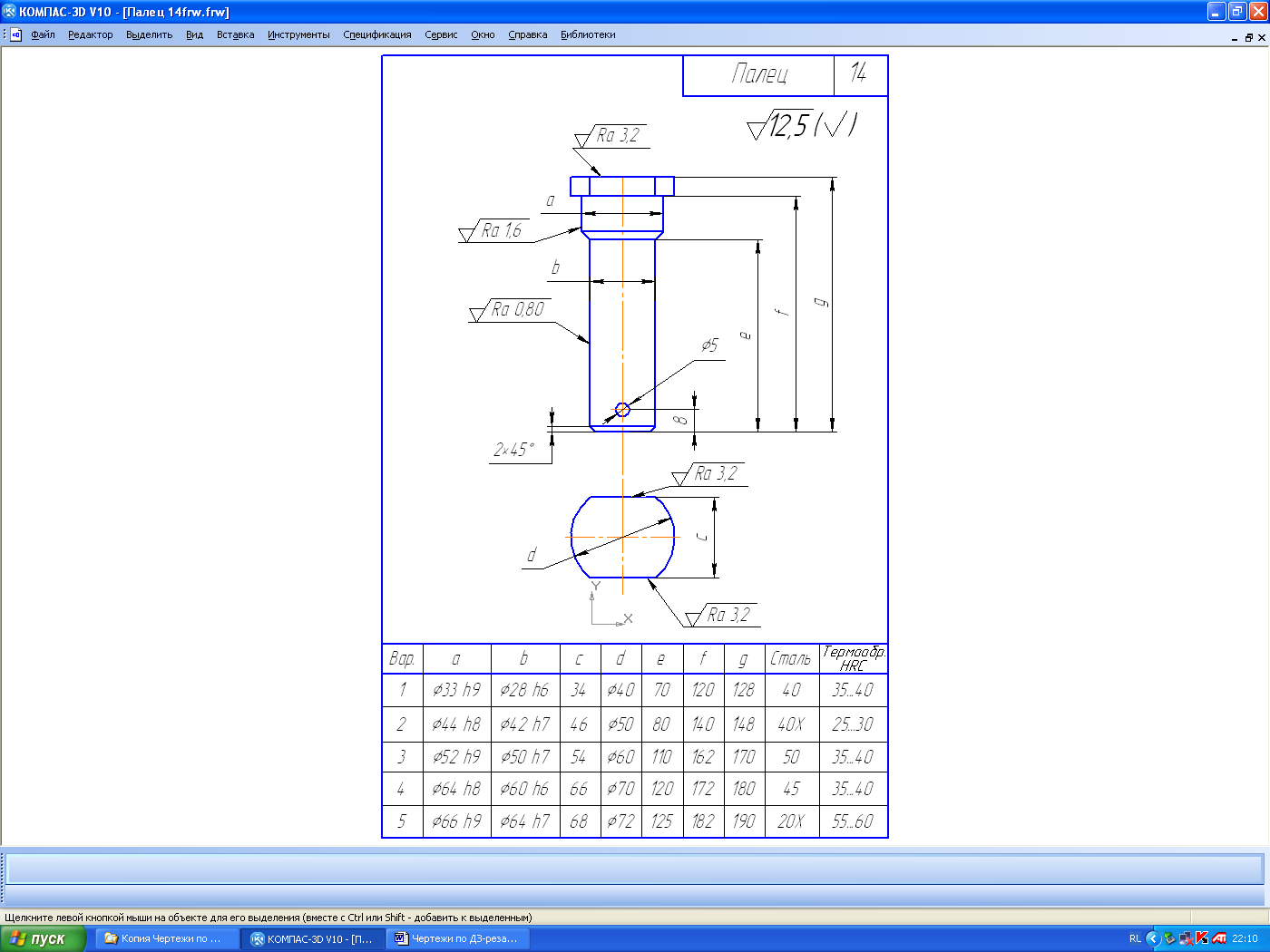 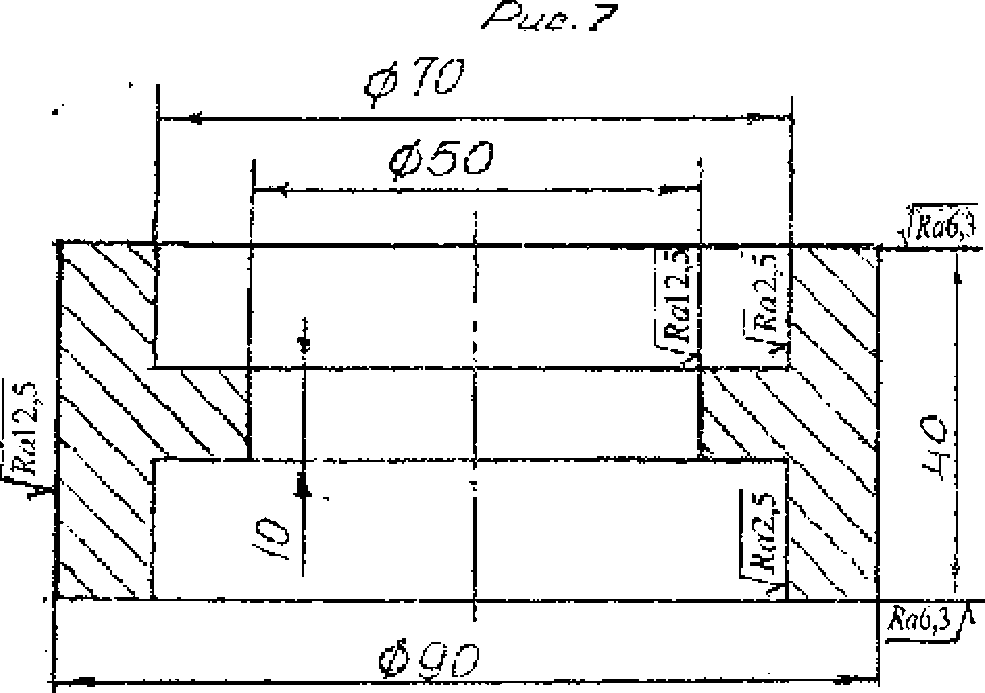 Кольцо-Чугун - 13 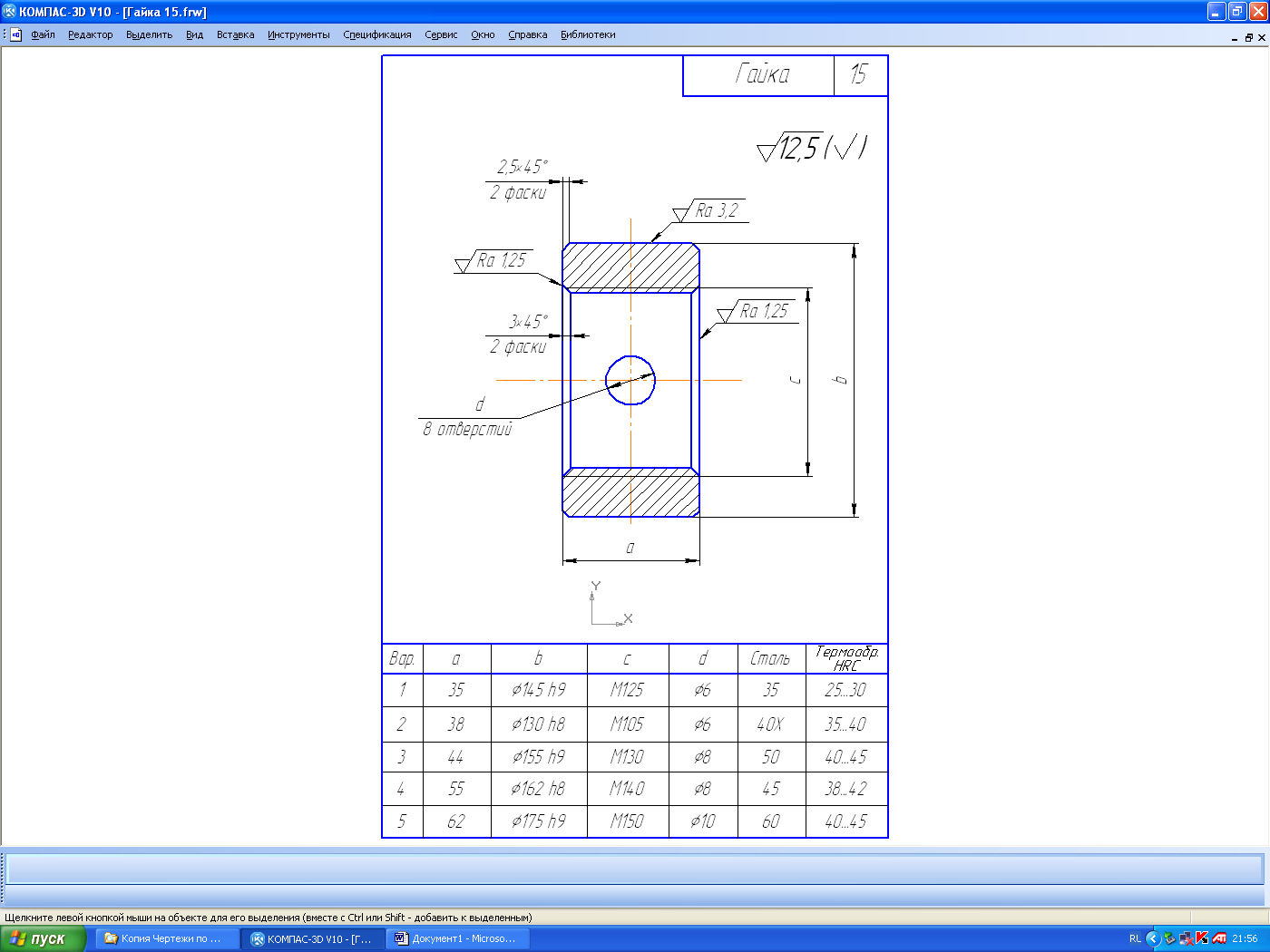  Втулка - Медный сплав - 16 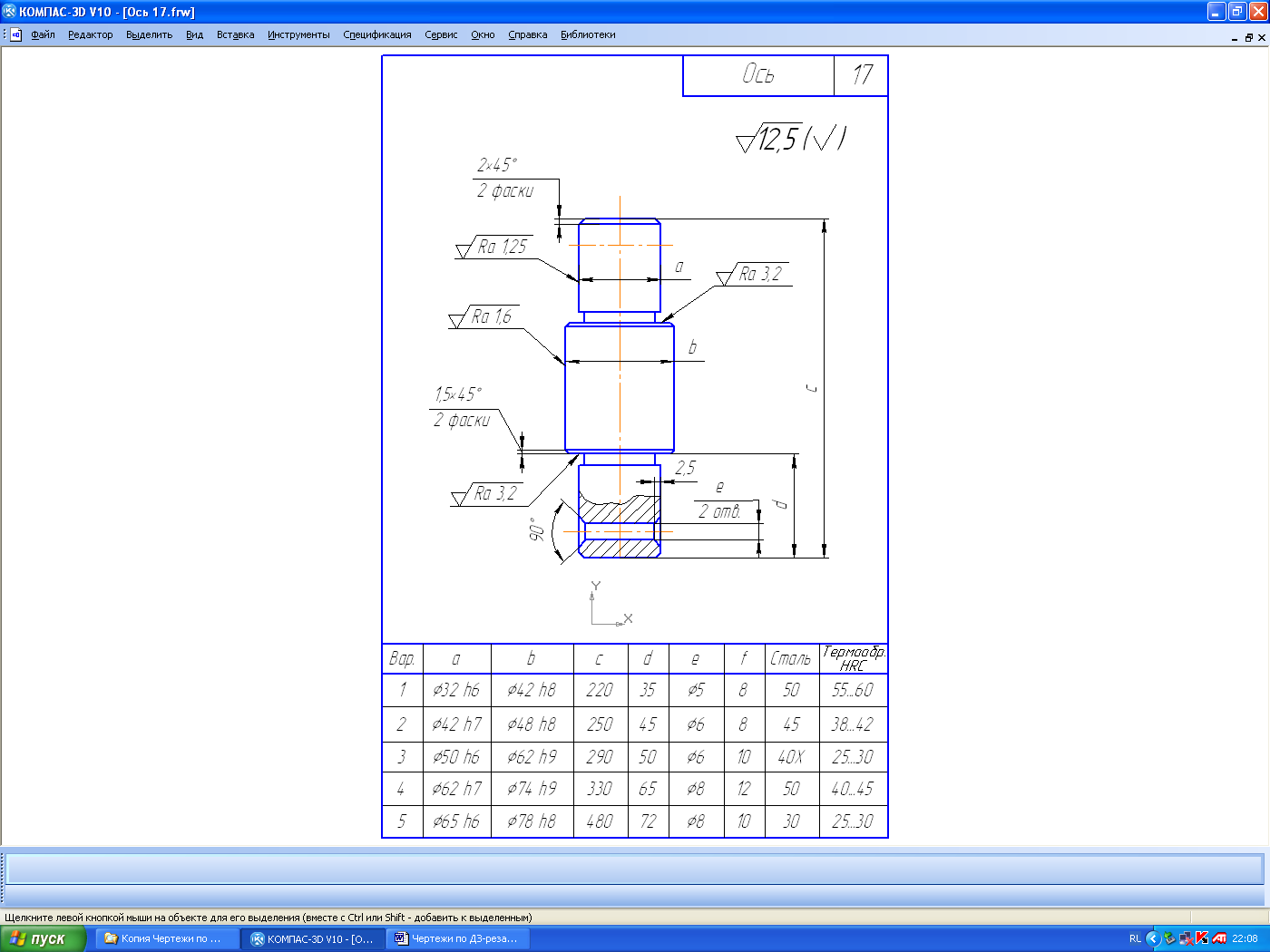 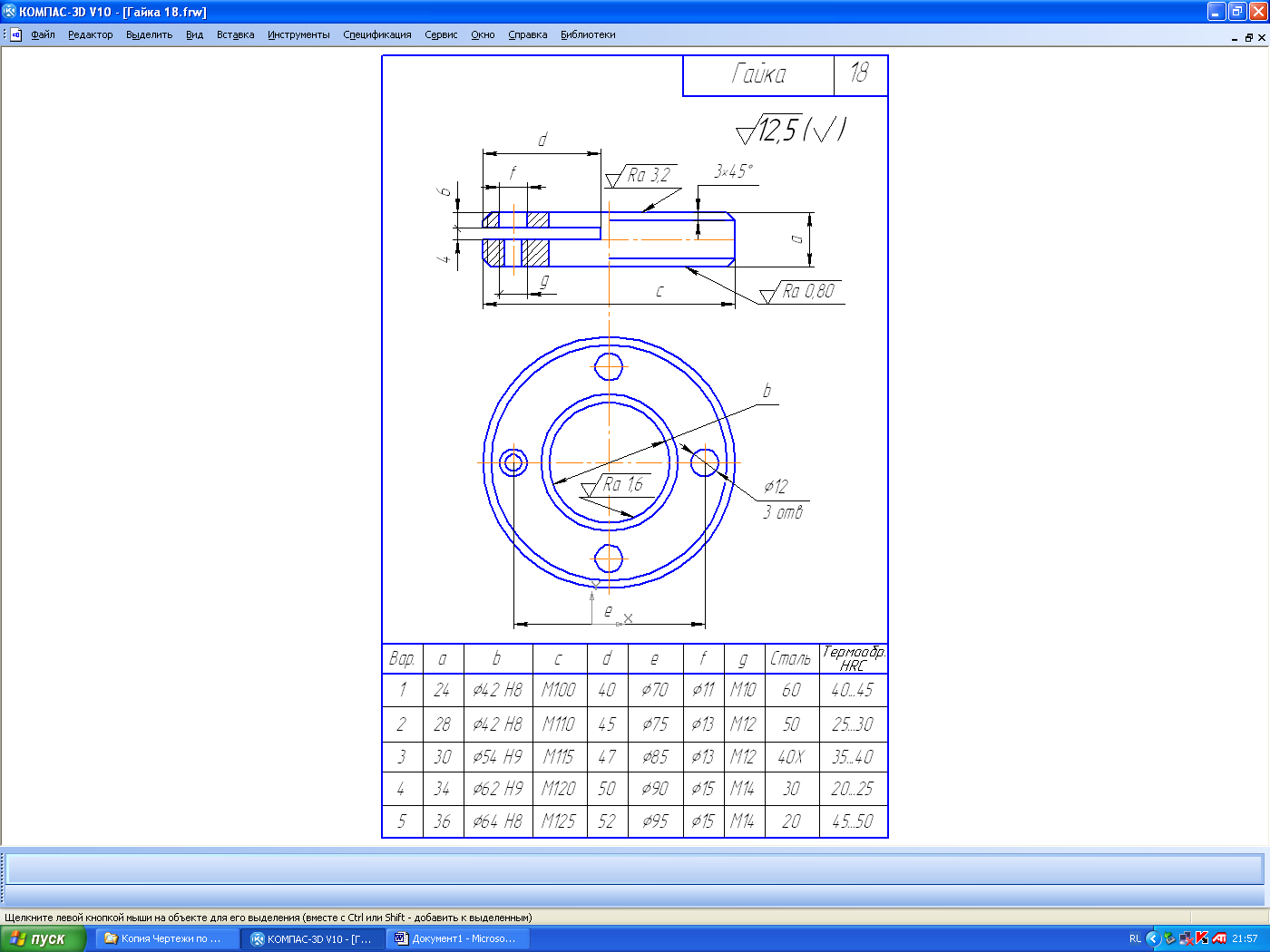 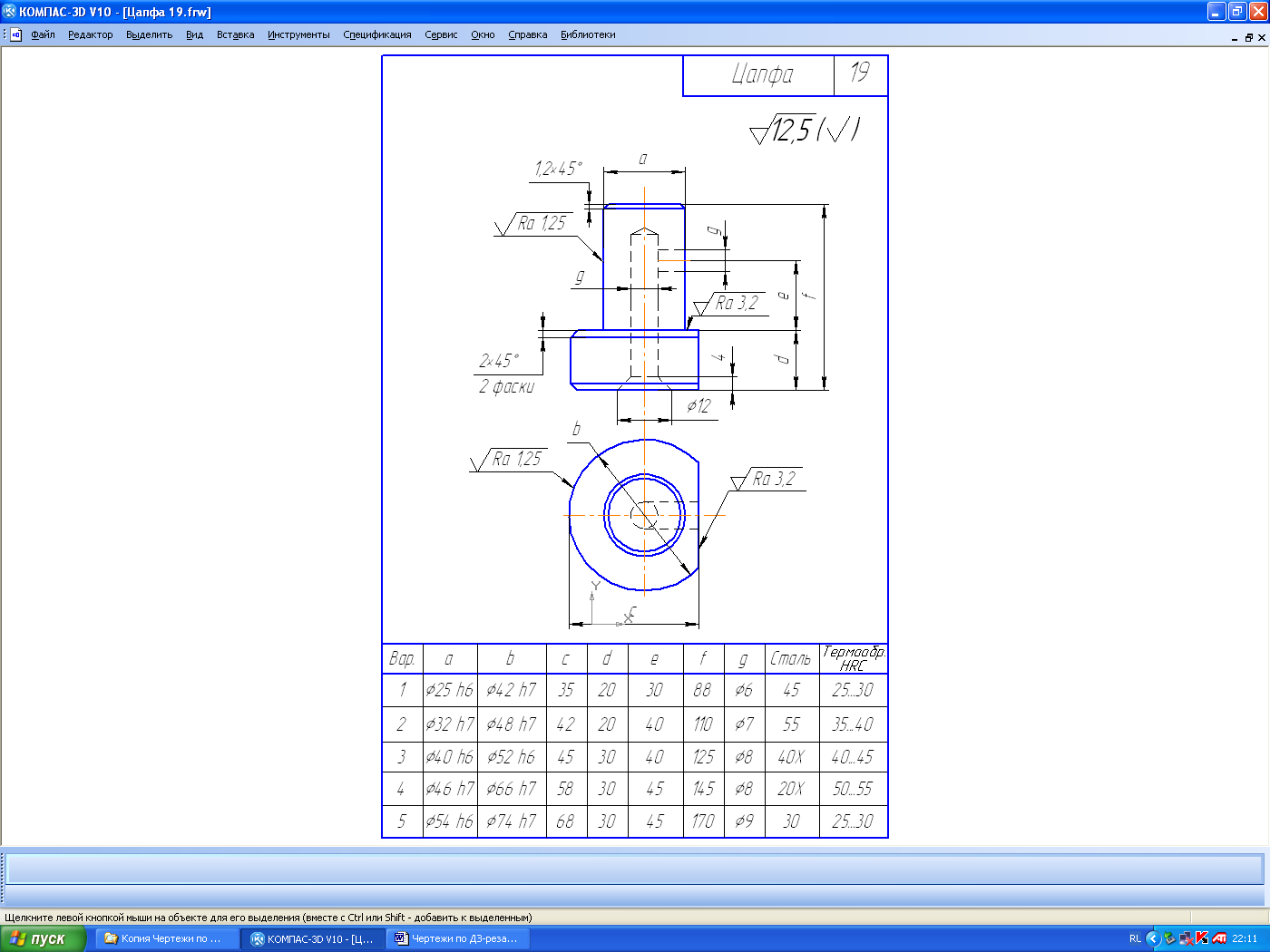 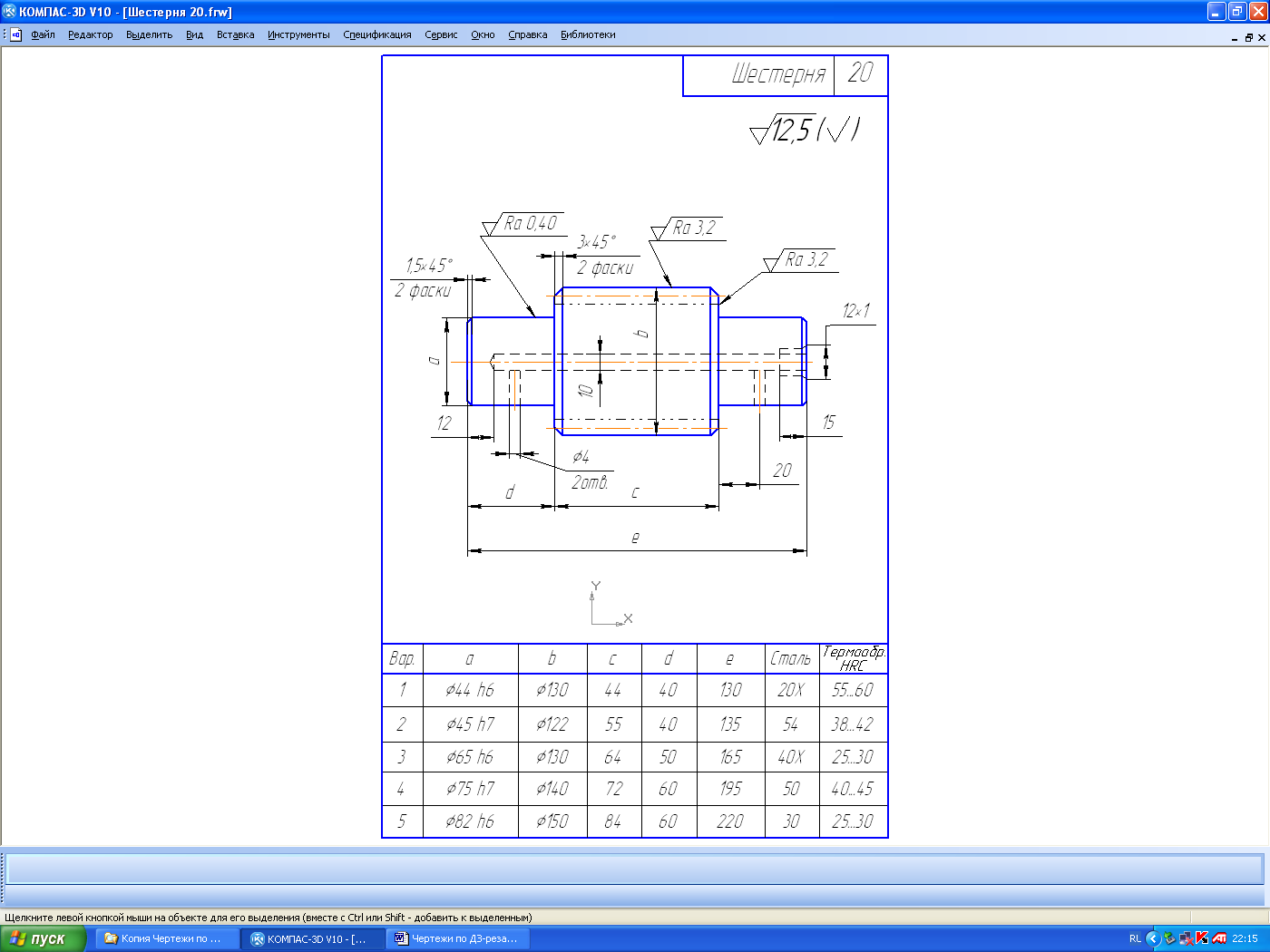 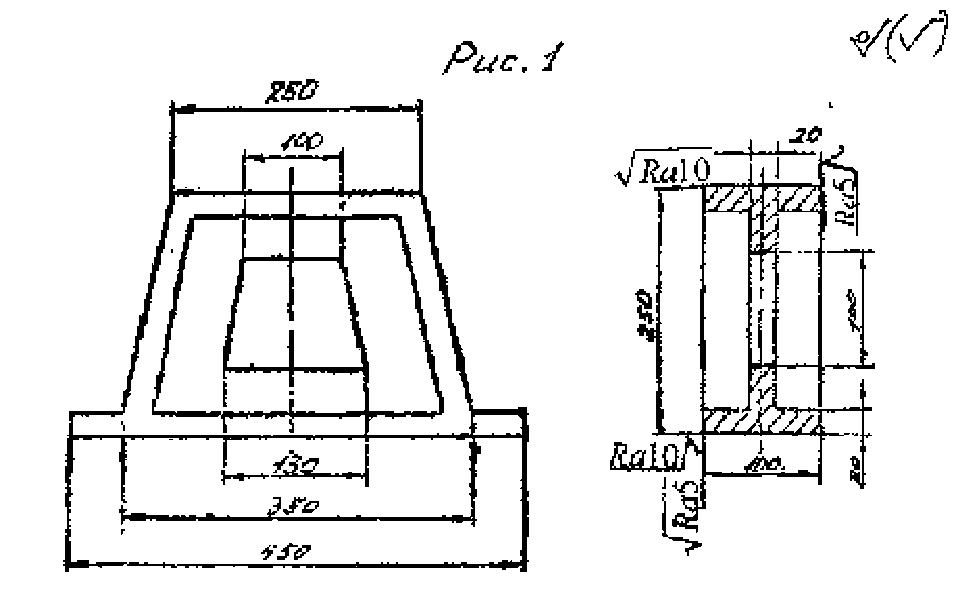 Корпус- Чугун - 21 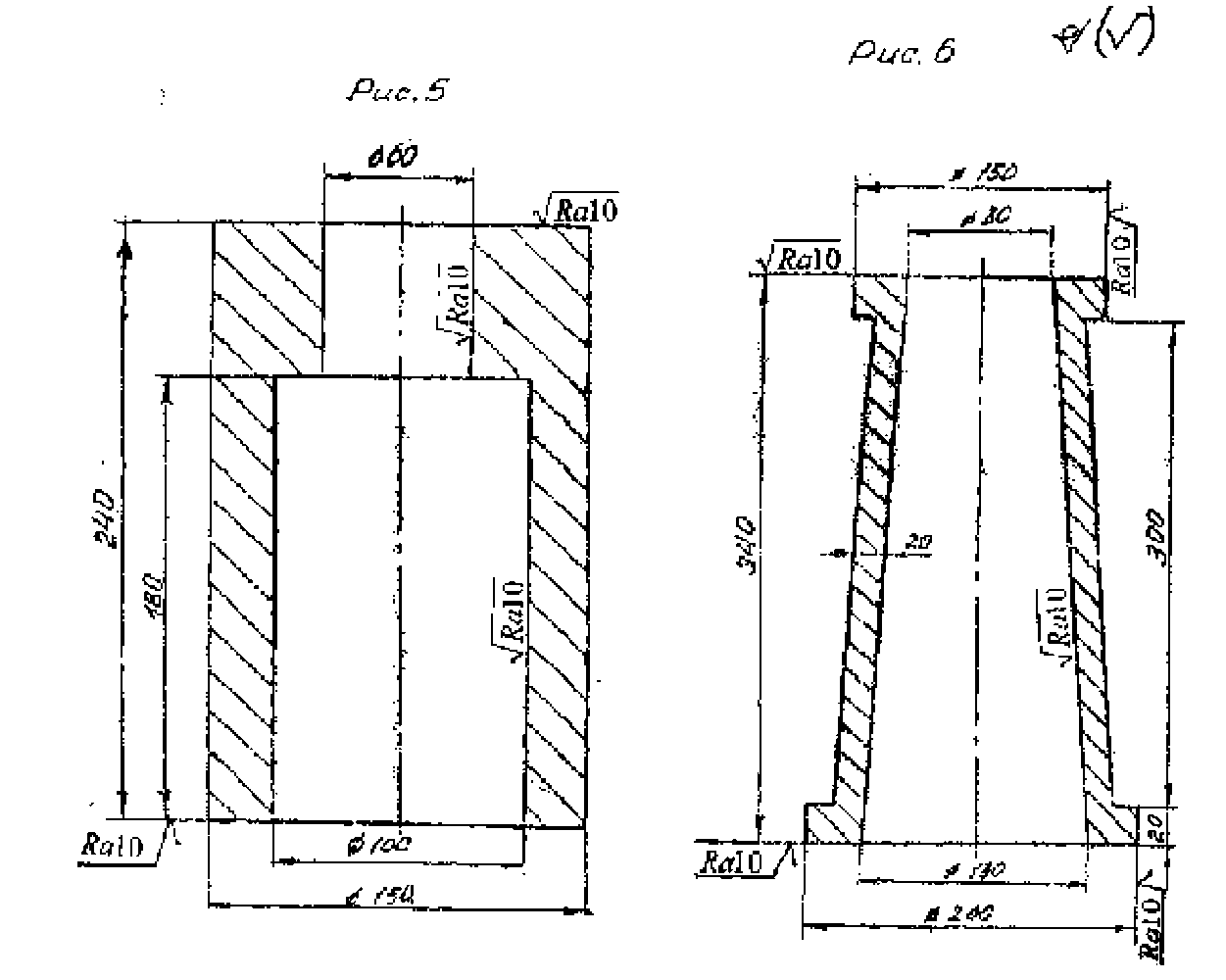  Втулка- Медный сплав - 22 Опора-Чугун - 24  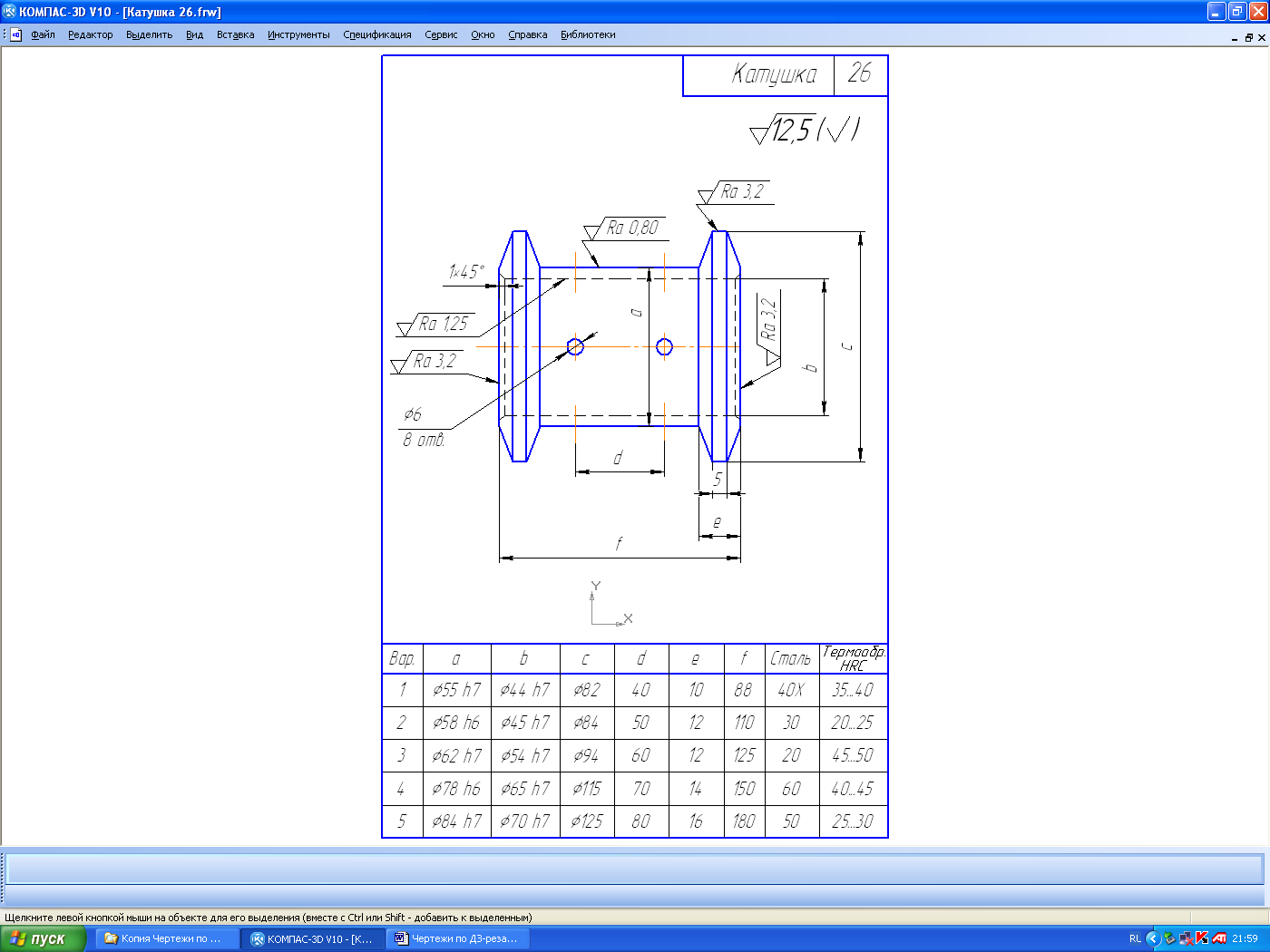  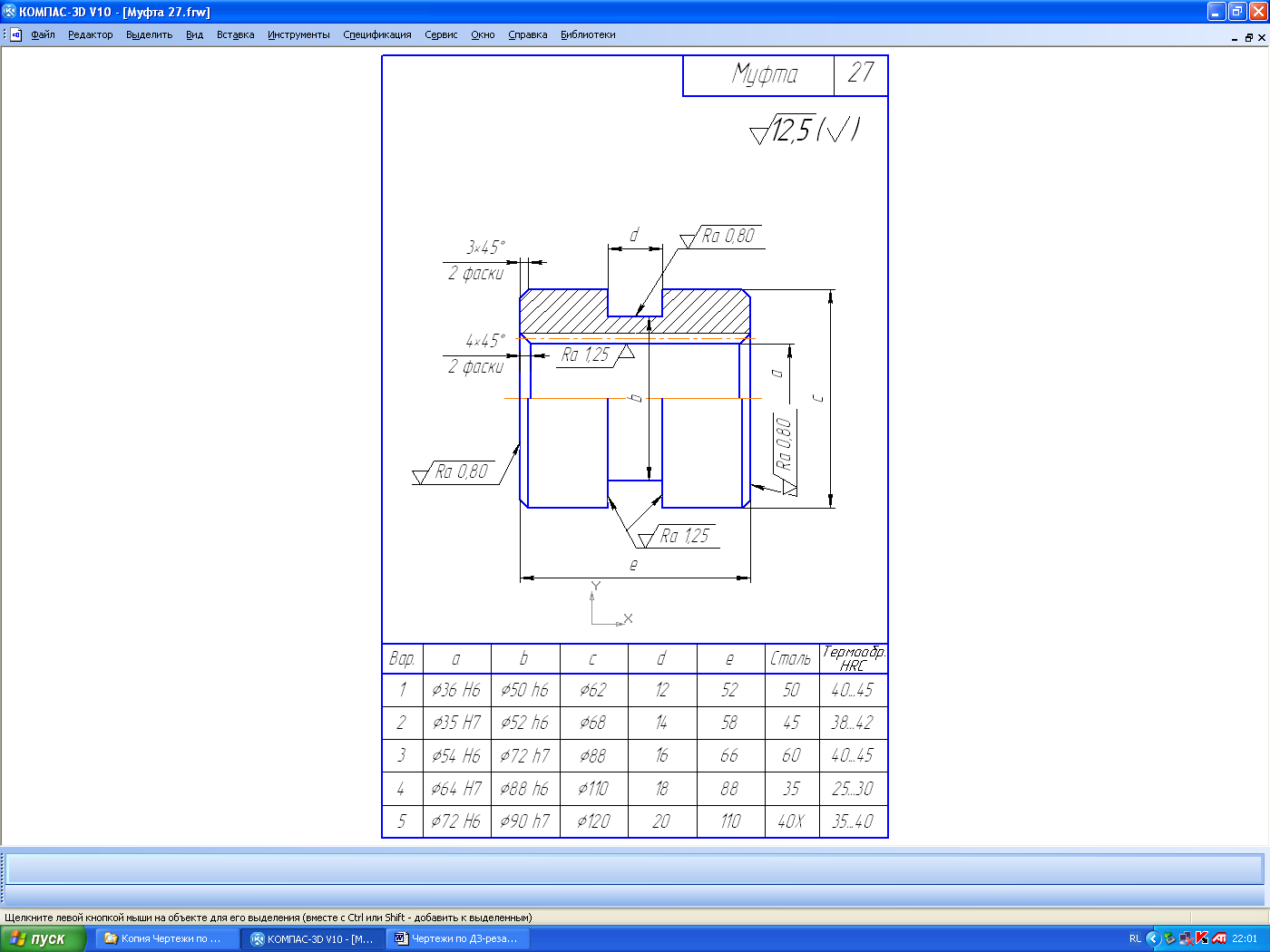 Шкив - Алюминиевый сплав- 28  Корпус-Чугун - 29 Втулка- Медный сплав - 30  Корпус - Вариант 29 Втулка - Вариант 30 Модель — прообраз будущей детали, отличающейся от нее на величину припуска на механическую обработку, технологических напусков, усадку и наличием стержневых знаков в месте получаемых отверстии, полостей. Припуски на механическую обработку — слой металла, удаляемый с отливки последующей механической обработкой. Таблица 1 - Припуски на механическую обработку (мм) для отливок из серого чугуна и стали
Примечание. Под номинальным размером для установления припусков на механическую обработку следует понимать наибольшее расстояние между противоположными обрабатываемыми поверхностями или расстояние от базисной поверхности или оси (отливки) до обрабатываемой поверхности. Таблица 2 - Наибольшие припуски на обработку резанием отливок из цветных сплавов, мм
Припуски на усадку. Величина припуска на усадку выбирается в зависимости от усадки материала отливки (табл. 3) Таблица 3 – Литейная усадка
Формовочные (литейные) уклоны. Их придают вертикальным поверхностям моделей, не имеющим конструктивных уклонов, в направлении извлечения их из формы (для удобства). Величины уклонов регламентируются ГОСТ 3212—80. В учебных целях принять формовочные уклоны 1…3°. Знаковые части моделей и стержневых ящиков. Размеры знаковых частей, уклоны и зазоры регламентируются ГОСТ 3607-80. В учебных целях принять заливку металла в сырые формы, длину знаков 15…40 мм. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||