10экструзионные линнии производства труб и замкнутых профилей. Принцип калибрования трубы в вакуумном калибрующем устройстве показан на рис. 3
 Скачать 362.79 Kb. Скачать 362.79 Kb.
|

 Для придания трубному изделию профиля заданных размеров и исключения его деформации в охлаждающем устройстве его калибруют, т.е. предварительно охлаждают с приданием расплаву определенной конфигурации и размеров. Калибрование труб проводят по наружной или внутренней поверхности Калибрования труб по наружному диаметру, что связано с особенностями их сборки и соединения с арматурой. Принцип калибрования трубной заготовки по наружному диаметру заключается в ее протягивании через калибратор который представляет собой охлаждаемую втулку, к внутренней поверхности которой заготовка прижимается либо сжатым воздухом, либо атмосферным давлением (вакуумное калибрующее устройство). Схема калибрования сжатым воздухом показа на рис. 2. 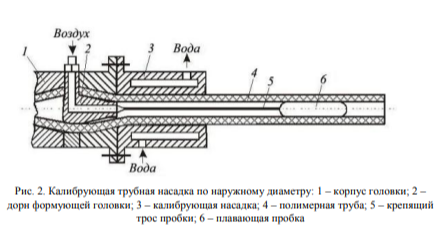 В протягиваемую через калибрующую втулку трубу по каналу в дорне формующей головки подается сжатый воздух. Он прижимает горячую эластичную трубу к внутренней поверхности втулки. Давление в трубе сохраняется благодаря плавающей пробке. Она удерживается или тросом, присоединенным к дорну, или электромагнитом. В корпус калибрующей втулки подается охлаждающая вода. Принцип калибрования трубы в вакуумном калибрующем устройстве показан на рис. 3  Расплав полимера в виде трубной заготовки поступает из кольцевой фильеры в вакуумный калибратор. Там он проходит, через вакуум-секцию где за счет создаваемого разряжения атмосферным давлением прижимается к внутренним стенкам вакуумного калибратора. Внутренние стенки охлаждаются проточной водой. Калибрование трубы по внутреннему диаметру производится с помощью охлаждаемого внутри конического удлинителя-дорна. Трубная заготовка протягивается по охлаждаемой наружной поверхности (рис. 4) 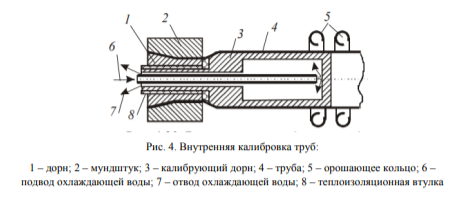 Технология производства гофрированных от изготовления гладких труб отличается тем, что за формующей головкой вместо калибратора установлен гофратор с двумя рядами движущихся по замкнутому контуру полуформ и готовая гофротруба поступает на намоточное устройство (рис 5).  Воздухом горячая эластичная труба во входной части гофратора прижимается к полуформам, и формируется профиль гофра. По ходу движения по гофратору труба охлаждается. Профиль гофра может быть полукруглым, прямоугольным, треугольным, трапецевидным. Последний наиболее применим: он обеспечивает наиболее удобное извлечение гофротрубы при размыкании полуформ. |