Принципиально представлена сборка носовой части фюзеляжа самолета, приведены общие сведения и чертежи для разработки сборочного процесса и стапеля сборки. Необходимо
 Скачать 3.83 Mb. Скачать 3.83 Mb.
|

|
Принципиально представлена сборка носовой части фюзеляжа самолета, приведены общие сведения и чертежи для разработки сборочного процесса и стапеля сборки. Необходимо: - составить схему сборки, выбрать способ базирования для сборки, разработать схему увязки размеров оснастки и деталей, - разработать технологический процесс сборки, - построить цикловой график сборки, - отработать конструкцию стапеля сборки. 1. Конструктивно-технологические особенности отсека и методы базирования деталей, узлов и панелей Носовой отсек состоит из следующих основных деталей узлов и панелей: - силовых шпангоутов 1, 2, 3, 4, 5. Шпангоут 5 герметичен; - стыковых узлов навески крыла 6 и 7 и узла 8 для установки передней стойки шасси, силовых стрингеров 9 и 11 и пола кабины летчика 12\ - панелей 13 (правой и левой), 14, 15. Узлы навески крыла и стойки шасси выполнены из материала ЗОХГСНА, а остальные детали из Д16-Т. Соединения выполнены болтами и заклепками ЗУ и ЗП. Внутришовную герметизацию панелей, пола и шпангоута 5 производят герметиком У-ЗОмэс-5. а поверхностную всего отсека — герметикой УТ-32. Требуемая точность по обводу ±1,0 мм на сторону. В качестве баз приняты: поверхность каркаса ПК и рабочие поверхности рубильников 18 (РБ) при установке силовых шпангоутов 1, 2, 3, 4; ОСБ при установке стыковых узлов навески крыла 6 и 7, узла передней стойки шасси 8 и стыкового шпангоута 5; поверхность каркаса ПК при установке панелей 13, 14, 15; поверхность каркаса ПК и плиты 23 (ПС-ПВ) при установке воздухозаборника 17. 2. Условия поставки деталей на сборку Силовые шпангоуты подаются на сборку собранными. В силовых узлах 6, 7, 8 и стыковом шпангоуте 5 просверлены отверстия ОСБ на 2 мм меньше диаметра стыкового болта для последующей разделки этих отверстий. В шпангоуте 5 проведена герметизация. В стыковом шпангоуте 5 имеется припуск +2 мм по торцу для фрезерования в разделочном стенде. В силовых стрингерах 9 и // просверлены НО для соединения их с обшивкой. Панели поступают на сборку собранными с угольниками и поперечным набором и прирезанными кромками. В них выполнена внутришовная и по верхностная герметизация, которую выполняют кистью. На панелях 14 установлены накладки 16, в которых просверлены НО. Воздухозаборник и пол кабины летчика на сборку подаются собранными. 3. Схема последовательности операций сборки и выполнения соединений Сборку отсека проводят в следующем порядке. Устанавливают силовые шпангоуты 1, 2, 3 и 4, положение которых фиксируют рубильниками 18 по обводу, а по торцам упорами 25 на рубильниках. Стыковой шпангоут 5 фиксируют по плите стык;: 20 (ПС-Н). На шпангоуты устанавливаю! узлы навески крыла 6 и 7 и стойки шасси 8. При этом положение узлов фиксируют подвижными фиксаторами 21, 22 (ФП) и крепят к ним штыревыми фиксаторами ФШ. По НО в узлах 6, 7, 8 сверлят отверстия в шпангоутах 2, 3, 4. ' Открывают рубильники 18 (РБ) правой и левой стороны и по вырезам в силовых шпангоутах устанавливают стрингеры 9, 11. Закрывают рубильники и прижимают к ним стрингер 9 прижимами. Сверлят по НО угольника 10 отверстия в стрингере 9, 11 и соединяют их заклепками. Далее устанавливают пол кабины летчика 12, снимают рубильники 18 (РБ), на их место устанавливают рубильники 19 (РБ), рабочий контур которых выполнен по наружному обводу обшивки. Устанавливают панели 13 (правую и левую), 14, 15, опирая их на каркас и прижимают рубильниками 19 (РБ) к каркасу. Соединяют панели с каркасом заклепками ЗУ. Устанавливают воздухозаборник 17 по поверхности каркаса шпангоута / и фиксируют плитой стыка 23 (ПС-ПВ). По окончании процесса сборки отсека в обшивке по шпангоутам 2 и 4 сверлят два отверстия УБО по кондукторам 37, укрепленным на рубильниках. Собранный отсек снимают. 4. Сборочное приспособление и его оснащение Приспособление состоит из каркаса, стыковых плит, комплектов рубильников, фиксаторов стыка фюзеляжа со стойкой передней ноги шасси и с крылом, транспортной тележки и рельсового пути для выема собранного отсека из приспособления. Каркас состоит из колонн 33, основания 34, верхних и нижних балок (поперечных и продольных) 29, 30. Каркас установлен на полу цеха. Стыковая неподвижная плита 20 смонтирована на балках. На поворотной плите 23 смонтирован фиксатор воздухозаборника. На верхних и нижних балках крепятся рубильники 18 и 19, которые поднимаются с помощью пневмогидроц'илиндров 24. Закрепляют рубильники гидрозажимами 31. Управление гидро-зажимами и цилиндрами 24 производят с пульта 32 кранами 39. Выдвижные фиксаторы 21 и 22 узлов навески крыла и передней стойки шасси фиксируются штыревыми фиксаторами 27, 28. Собранный отсек выкатывают на ложементах 35 по рельсовому пути 3 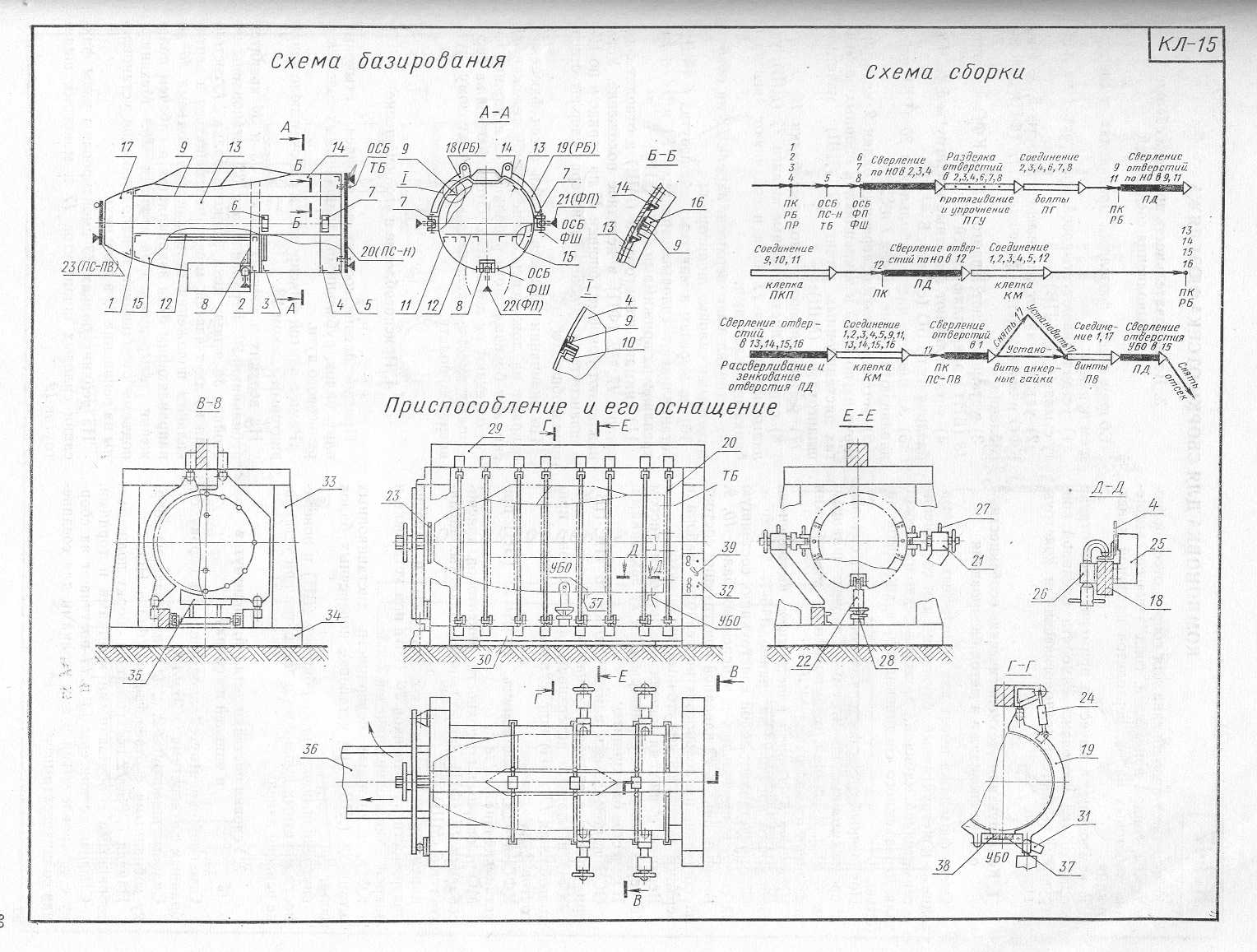 |