Федеральное государственное бюджетное образовательное учреждение
высшего профессионального образования
«Уральский государственный университет путей сообщения»
ПЕРМСКИЙ ИНСТИТУТ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
- филиал федерального государственного бюджетного образовательного учреждения
высшего профессионального образования
«Уральский государственный университет путей сообщения» в г. Перми
(ПИЖТ УрГУПС)
КУРСОВОЙ ПРОЕКТ
Тема проекта: «Технология ремонта вилитовых разрядников».
Разработал студент ТПС-415 Лещенко К.А.
(группа) (Ф.И.О. студента)
Проверил Анциферова И.П.
(Ф.И.О. преподавателя)
Пермь 2019 г.
Содержание
Введение. 3
1. Исходные данные для обработки технологического процесса. 4
1.1 Назначение и конструкция сборочной единицы локомотива. 4
1.2 Условия эксплуатации, неисправности деталей сборочной единицы локомотива, причины появления неисправностей, влияние неисправностей деталей сборочной единицы локомотива на безопасность движения. 5
1.3 Неисправности сборочной единицы локомотива, не допускаемые в эксплуатацию. 7
1.4 Выбор способа восстановления поврежденных деталей. 7
2. Виды и сроки проведения технического обслуживания и ремонта сборочной единицы локомотива. 10
3.Способы выявления неисправностей и методы неразрушающего контроля деталей сборочной единицы локомотива. 11
4. Разработка технологического процесса ремонта сборочной единицы локомотива. 15
4.1 Выбор и обоснование метода ремонта. 15
4.2 Технологический процесс ремонта сборочной единицы локомотива (от момента поступления в ремонт до выпуска из ремонта). 15
5. Выбор механизированного приспособления, применяемого при ремонте сборочной единицы локомотива. 21
6. Техника безопасности при ремонте сборочной единицы локомотива. 22
7. Перечень использованной литературы. 24
2.Красковская С. Н. и др. Текущий ремонт и техническое обслуживание электровозов постоянного тока / С. Н. Красковская, Э. Э. Ридель, Р. Г. Черепашенец. М.: Транспорт, 1989. — 408 с 24
3.Находкин В. М., Яковлев Д. В., Черепашенец Р. Г. Ремонт электроподвижного состава: Учебник для техникумов железнодорожного транспорта /Под ред. В. М. Находкина. М.: Транспорт, 1989. 295 с. 24
Введение.
Железнодорожный транспорт является востребованным видом транспорта в России. Он располагает различными инженерными сооружениями и техническими средствами, основными из которых являются железнодорожный путь, подвижной состав – локомотивы и вагоны, локомотивное хозяйство, устройства автоматики, телемеханики, а также железнодорожные станции и узлы.
 Бесперебойная и безаварийная работа многоотраслевого хозяйства железнодорожного транспорта требует согласованного функционирования всех его звеньев. Для того, чтобы с наибольшей эффективностью направлять свои усилия на совершенствование перевозочного процесса, каждому специалисту необходимо не только быть профессионалом в своей области, но и обладать знаниями по вопросам, связанным с другими, смежными отраслями железнодорожного транспорта. Бесперебойная и безаварийная работа многоотраслевого хозяйства железнодорожного транспорта требует согласованного функционирования всех его звеньев. Для того, чтобы с наибольшей эффективностью направлять свои усилия на совершенствование перевозочного процесса, каждому специалисту необходимо не только быть профессионалом в своей области, но и обладать знаниями по вопросам, связанным с другими, смежными отраслями железнодорожного транспорта.
В условиях рыночной экономики в работе железнодорожного транспорта произошли значительные изменения, связанные с необходимостью совершенствования работы и модернизации всех подразделений железных дорог. Обеспечение возрастающих объемов перевозок за счет обновления производственно-технической базы, усиление мотивации работников железнодорожного транспорта в повышении эффективности работы всех его звеньев, улучшение качества перевозок и безопасности движения – основная цель структурной реформы железнодорожного транспорта, проводимой Правительством страны совместно с ОАО «РЖД».
1. Исходные данные для обработки технологического процесса. 1.1 Назначение и конструкция сборочной единицы локомотива.
Вилитовые разрядники предназначены для защиты электрических цепей электропоезда от атмосферных и коммутационных напряжений, которые могут достигать опасных величин при большой скорости нарастания. Принцип их действия основан на резком уменьшении электрического сопротивления при повышении приложенного напряжения. В результате волна опасного перенапряжения быстро отводится в "землю", тем самым ограничивается напряжение, прикладываемой к защищаемому оборудованию.
На электропоезде в основном работает первый разрядник, подсоединенный к токоприемнику. Если волна перенапряжения велика, и один разрядник с ней не справился, то подключается второй, соединенный с фильтром. Он снимает перенапряжение с конденсатора. Оба разрядника для безопасности установлены в металлическом ограждении.
 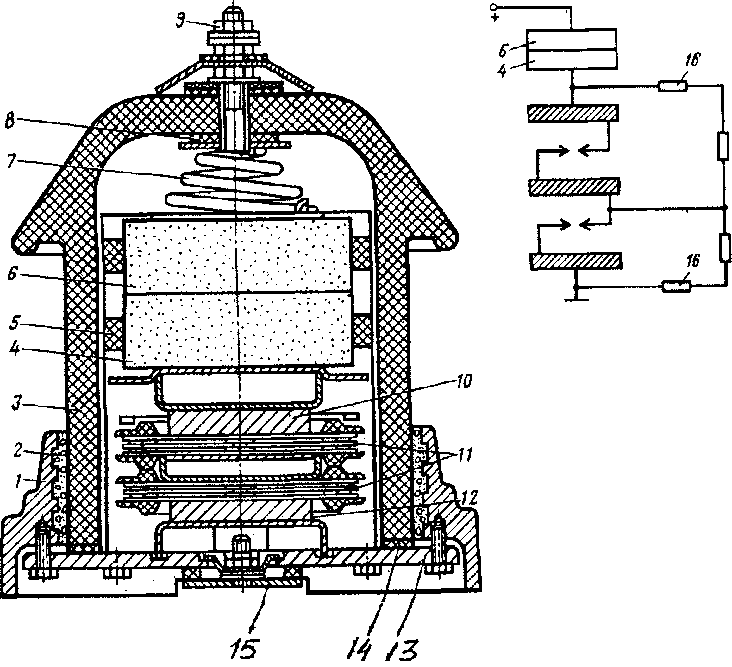
Рисунок 1 – Разрядник РМВУ-3,3 и его электрическая схема:
1 — основание; 2 — заливочная масса; 3 — фарфоровый кожух;
4, 6 — вилитовые диски; 5 — фетровая прокладка; 7 — пружина;
8, 14 — кольцевые прокладки; 9 — контактный болт; 10, 12 — постоянные
магниты; 11 — искровые униполярные промежутки; 13 — днище;
15 — предохранительный клапан; 16 — высокоомные резисторы
На крыше моторного вагона установлены два разрядника РМВУ-3,3: один непосредственно соединен с рамой токоприемника, другой расположен за индуктивно-емкостным фильтром. Разрядник состоит из двух вилитовых дисков 4,6 (рисунок 1), двух искровых униполярных промежутков 11, которые с дугогасительной камерой размещены в зазорах между постоянными магнитами 10, 12, заключенных в фарфоровом кожухе 3.
 Каждый искровой промежуток шунтирован двумя последовательно соединенными высокоомными резисторами 16. Снизу кожуха имеется днище 13 и основание 1 с заливочной массой 2. Вилитовые диски 4, 6 диаметром 130 мм по бокам покрыты твердой изоляционной обмазкой, скрепляющей их и предохраняющей диски от разрядов по поверхности. От смещения диски удерживает фетровая прокладка 5. Постоянные магниты служат для того, чтобы обеспечить равномерность магнитного поля при горении дуги в искровых промежутках. Поскольку вилит при попадании в него влаги теряет свои электрические свойства, кожух 3 уплотнен резиновыми кольцевыми прокладками 8, 14. Каждый искровой промежуток шунтирован двумя последовательно соединенными высокоомными резисторами 16. Снизу кожуха имеется днище 13 и основание 1 с заливочной массой 2. Вилитовые диски 4, 6 диаметром 130 мм по бокам покрыты твердой изоляционной обмазкой, скрепляющей их и предохраняющей диски от разрядов по поверхности. От смещения диски удерживает фетровая прокладка 5. Постоянные магниты служат для того, чтобы обеспечить равномерность магнитного поля при горении дуги в искровых промежутках. Поскольку вилит при попадании в него влаги теряет свои электрические свойства, кожух 3 уплотнен резиновыми кольцевыми прокладками 8, 14.
1.2 Условия эксплуатации, неисправности деталей сборочной единицы локомотива, причины появления неисправностей, влияние неисправностей деталей сборочной единицы локомотива на безопасность движения.
Работа вилитовых разрядников основана на особом свойстве материала вилита. С увеличением напряжения, приложенного к вилиту (7,5 — 9 кВ), внутри него появляется большое число проводящих каналов, в связи с чем общее сопротивление его уменьшается, и волна перенапряжений быстро отводится в землю, тем самым ограничивается напряжение, прикладываемое к защищаемому оборудованию. В случае перекрытия вилитовых дисков возникают ток короткого замыкания и весьма высокое давление внутри разрядника. Чтобы предотвратить в этот момент возможность взрыва фарфорового кожуха, в дне предусмотрено отверстие, закрытое резиновой прокладкой. Образовавшиеся газы прорывают ее и через отверстие выходят в атмосферу. При нормальном срабатывании давление газов внутри разрядника невысокое.
Для контроля срабатывания вилитового разрядника применяют регистраторы РВР.
Регистратор представляет собой небольшой аппарат, автоматически заменяющий плавкие вставки, перегорающие при срабатывании разрядника.
Действие регистратора заключается в следующем: если разрядник, в цепь которого включен регистратор, от возникшего перенапряжения срабатывает, то через него и резистор Л регистратора протекает импульсный ток. Когда ток достигает установленного значения, падение напряжения на резисторе регистратора становится равным разрядному напряжению искрового промежутка 1, он пробивается, ток импульса устремляется через плавкую вставку и пережигает ее. После этого пробивается искровой промежуток 2 и импульсный ток проходит через искровые промежутки.
На место сгоревшей плавкой вставки устанавливается новая под действием заводной пружины.
Регистратор допускает девятикратную замену плавких вставок.
 У разрядников наблюдаются следующие неисправности: У разрядников наблюдаются следующие неисправности:
- оплавление болтов, крепящих кабельные наконечники, из-за ослабления их затяжки;
- трещины в фарфоровом кожухе и в его армировке;
- сколы фарфора и излом фланца;
- нарушение в резьбовых соединениях, крепящих дно к основанию;
- сдвиг в сторону от фиксирующего положения предохранительного клапана;
- прогорание внутренних элементов из-за неправильной полярности установленных магнитов;
- излом кронштейна счётчика срабатывания;
- перекрытия вилитовых дисков, когда из-за к. з. повышается давление внутри корпуса. Чтобы не допустить взрыва разрядника, в его днище предусмотрено предохранительное устройство — клапан. При давлении 5 кгс/см2 он срабатывает, и газы выходят в атмосферу;
- нарушение эластичности, надрыв резинового уплотнения;
- нарушение слоя обмазки блока вилитовых дисков;
- оплавление электродов;
- повреждение магнитов;
- повреждение колпака;
- неисправность пружины;
- прогары, расслоение, следы перегрева кольцевых прокладок;
- дефект шунтирующего сопротивления;
 Неисправности вилитового разрядника – могут вызвать пробой изоляции и, как следствие, короткое замыкание, приводящего к разрушительным последствиям (пожар). Неисправности вилитового разрядника – могут вызвать пробой изоляции и, как следствие, короткое замыкание, приводящего к разрушительным последствиям (пожар).
1.3 Неисправности сборочной единицы локомотива, не допускаемые в эксплуатацию.
Запрещается допускать в эксплуатацию вилитовый разрядник имеющий хотя бы одну из следующих неисправностей:
- трещины в фарфоровом кожухе и в его армировке, сколы фарфора и излом фланца;
- разрядники, не удовлетворяющие установленным нормам пробивного напряжения (не 9кВ и не более 11,5кВ);
- неисправность предохранительного клапана;
- электроды с сильнейшим подгарами и оплавлениями;
- неисправность шунтирующих резисторов;
- неисправность вилитовых дисков и магнитов.
1.4 Выбор способа восстановления поврежденных деталей.
При наличии сколов, следов горения дуги и трещин фарфора, армированная покрышка подлежит замене.
При наличии мелких трещин в цементном шве и нарушения эмалевого покрытия фланца, шов и фланец покрывают эмалью ГФ-92-ХС с предварительной зачисткой поверхности покрытия шлифовальной шкуркой.
 Резиновое уплотнение, потерявшее эластичность и имеющее надрывы и трещины, подлежит замене. Новое уплотнение изготовить из озоно-морозостойкой резины толщиной 6 мм и наружным диаметром 50 мм. Резиновое уплотнение, потерявшее эластичность и имеющее надрывы и трещины, подлежит замене. Новое уплотнение изготовить из озоно-морозостойкой резины толщиной 6 мм и наружным диаметром 50 мм.
Погнутый колпак выправить. Подвеску и гайки с сорванной, забитой или изношенной резьбой заменить.
Пружину, у которой имеются трещины и отколы лепестков заменить.
Кольца с трещинами, электрокартонные фиксаторы с надрывами расслоениями, миканитовые прокладки с прогарами, расслоениями, следами перегрева (изменение цвета) и старения (потеря монолитности и прочности), подлежит замене.
Шунтирующее сопротивление с трещинами, поврежденными выводами и другими механическими дефектами следует заменить.
Керамические перегородки при их замене необходимо приклеивать к основной миканитовой прокладке обмазкой по специальной рецептуре, в которую входит: мел - 20%; тальк - 30% и стекло жидкое плотностью 1,46-1,48 - 50%.
Электроды с подгарами и оплавлениями подлежат замене. Слегка оплавленные электроды следует зачистить мелкой шкуркой, затем отполировать рабочие поверхности, после чего очистить четыреххлористым углеродом.
Если на электродах нет оплавлений, миканитовая прокладка, фиксатор, кольцо и шунтирующее сопротивление не имеют дефектов, проверить и отрегулировать зазор между электродами так, чтобы щуп 1,5 мм свободно проходил между ними.
 Вилитовые диски со следами пробоя на металлическом покрытии, с полным пробоем, а также диски разрядника со смещенным клапаном подлежат замене. В случае обнаружения на электродах искрового промежутка, хотя бы незначительных оплавлений, последовательные сопротивления этого разрядника подлежат замене. Не подлежат замене диски с подгоранием металлического покрытия. Прокладки с надрывами и разлохмаченными краями заменить на новые. Вилитовые диски со следами пробоя на металлическом покрытии, с полным пробоем, а также диски разрядника со смещенным клапаном подлежат замене. В случае обнаружения на электродах искрового промежутка, хотя бы незначительных оплавлений, последовательные сопротивления этого разрядника подлежат замене. Не подлежат замене диски с подгоранием металлического покрытия. Прокладки с надрывами и разлохмаченными краями заменить на новые.
Осмотреть шунтированный магнит на целостность: магниты при наличии трещин, отколов и оплавлений подлежат замене.
Медную ленту 0,18 х 15 х 290 мм заменить при трещинах и изломах.
Погнутые крышки и фиксатор выправить, очистить их от ржавчины и произвести покрытие ЦЭ ГОСТ 9791-68.
Регистратор с поврежденным корпусом и отломами подлежит замене.
В случае повреждения в результате пробоя первого искрового промежутка детали его забраковать, а оставшиеся детали второго искрового промежутка могут быть использованы для ремонта других аппаратов.
 2. Виды и сроки проведения технического обслуживания и ремонта сборочной единицы локомотива. 2. Виды и сроки проведения технического обслуживания и ремонта сборочной единицы локомотива.
Вилитовый разрядник подвижного состава должно постоянно находиться в исправном состоянии. Чтобы своевременно обнаружить и устранить возникшие неисправности, кроме проверки устройства в поездах предусмотрены наружный осмотр (без снятия с подвижного состава узлов и деталей) и полный осмотр (со снятием с подвижного состава съемных узлов и деталей).
Наружный осмотр разрядника производится во время текущего ремонта ТР-1 тепловозов, электровозов и электропоездов для определения работоспособности устройства в целом, проверки взаимодействия его узлов и деталей без конкретной оценки состояния каждой детали.
Полный осмотр разрядника производится при капитальном ремонте локомотивов, текущих ремонтах ТР-2, ТР-3 тепловозов, электровозов.
Исправное действие разрядник локомотива без ремонта или замены какой-либо детали гарантируется при выпуске единицы подвижного состава из капитального и деповского ремонта на срок не менее чем до следующего планового ремонта. Если повреждение разрядника произойдет ранее указанного срока по вине пункта ремонта разрядника, то в этом случае локомотивного хозяйства составляют акт-рекламацию в установленном порядке.
Уход в эксплуатации. В эксплуатации следует проверять, чтобы на фарфоровой трубке не было трещин, не была нарушена армировка колпачков. Патрон должен плотно сидеть в контактах, его устанавливают указателем вниз. Регулярно следует очищать пыль и грязь с фарфоровой трубки патрона и изоляторов. Каждый патрон может быть неоднократно перезаряжен.
3.Способы выявления неисправностей и методы неразрушающего контроля деталей сборочной единицы локомотива.
Переработайте этот пункт. В нем просто нужно описать, как можно выявить неисправности вилитового разрядника
При срабатывании разрядника ток через резистор R увеличивается и падение напряжения на резисторе возрастает. Когда оно достигнет разрядного напряжения искрового промежутка, он пробивается и ток проходит через плавкий предохранитель Пр, который перегорает. После этого пробивается второй промежуток и ток импульса проходит через оба промежутка регистратора.
 Регистратор срабатывания укрепляют на верхнем зажиме разрядника. Он имеет десять плавких вставок (одну контрольную и девять рабочих), которые находятся на барабане. Каждой вставке на барабане соответствуют буква К — «контроль» и цифры от 0 до 8, которые видны через окошки крышки. При перегорании вставки барабан под действием заводной пружины поворачивается против часовой стрелки до включения следующей вставки. Положение К служит для контроля работы разрядника регистратора на стенде перед установкой на электровоз. Остальные — показывают число срабатываний вилитового разрядника. Регистратор срабатывания укрепляют на верхнем зажиме разрядника. Он имеет десять плавких вставок (одну контрольную и девять рабочих), которые находятся на барабане. Каждой вставке на барабане соответствуют буква К — «контроль» и цифры от 0 до 8, которые видны через окошки крышки. При перегорании вставки барабан под действием заводной пружины поворачивается против часовой стрелки до включения следующей вставки. Положение К служит для контроля работы разрядника регистратора на стенде перед установкой на электровоз. Остальные — показывают число срабатываний вилитового разрядника.
После осмотра ремонта и замены деталей днища. Произвести регулировку предохранительного клапана. Предохранительный клапан должен проверяться отдельно от разрядника и срабатывать от 2 до 5 кг/см. Регулировка производится гайками путем сжимания и разжимания пружины. Испытание клапана на срабатывание выполнить в соответствии со схемой и указаниями.
После осмотра и ремонта искровых промежутков. Проверить пробивное напряжение собранного искрового промежутка без кольца, фиксатора и миканитовой прокладки. Действующее значение пробивного напряжения при переменном токе 50 Гц, должно находиться в пределах 3,7-3,8 кВ для электровозов и электропоездов и 4,5-4,6 кВ.
При замене шунтирующих сопротивлений их следует подбирать попарно на оба искровых промежутка разрядника, путём проверки токов утечки каждой пары сопротивлений при постоянном напряжении 2 кВ и температуре 20° С так, чтобы токи утечки этих пар сопротивлений отмечалось не более чем на ± 10%. Шунтирующие сопротивления рекомендуется устанавливать средней величины то есть - 100 мкА. При этом напряжение на шунтирующем сопротивлении должно быть 2 ± 0,05 кВ.
При необходимости регулировки искрового промежутка, ослабить винты, крепящие правый электрод затем, увеличив или уменьшив зазор искрового промежутка операцию по проверке пробивного напряжения повторить.
 Примечание: годным искровым промежуткам разрядника (разобранного, по нарушению положения клапана) следует до испытания произвести тщательный осмотр поверхностей миканитовых прокладок и просушить их на воздухе в течение 10-12 часов. Примечание: годным искровым промежуткам разрядника (разобранного, по нарушению положения клапана) следует до испытания произвести тщательный осмотр поверхностей миканитовых прокладок и просушить их на воздухе в течение 10-12 часов.
Шунтирующие сопротивления, перед их установкой на искровой промежуток, должны быть подобраны попарно на оба искровых промежутка разрядника путем проверки токов утечки каждой пары сопротивлений.
Осмотреть вилитовые диски после их сушки и написать на металлизированной поверхности, углем или графитовым карандашом дату осмотра - число, месяц, год.
Примечание: вынутые из разрядника вилитовые диски рабочих сопротивлений могут быть использованы в эксплуатации только попарно. Комплектовать вилитовые диски разных разрядников СТРОГО запрещается.
Вилитовые диски рабочих сопротивлений должны поставляться в герметически закрытой таре, комплектно по два для каждого разрядника, но это не исключает их сушку перед постановкой в разрядник. Виллитовые диски из поврежденных разрядников перед установкой их в другой разрядник должны проверяться импульсным током на отсутствие в них пробоя.
Годные диски рабочих сопротивлений, вынутые из дефектного по результатам испытания разрядника, а также новые диски, полученные как запасные части, подлежат сушке при температуре 70-80°С в течение 10-12 часов.
 Контроль шунтировочных магнитов типа ФБИ-1. У исправных магнитов индукция магнитного поля в середине между двумя магнитами типа ЖБИ-1 при расстоянии между ними 40 мм (высота двух искровых промежутков) должна быть не менее 400 мТл. Если индукция магнитного поля между двумя магнитами будет менее минимальной допустимой, магниты типа ФБИ-1 подлежат замене. Контроль шунтировочных магнитов типа ФБИ-1. У исправных магнитов индукция магнитного поля в середине между двумя магнитами типа ЖБИ-1 при расстоянии между ними 40 мм (высота двух искровых промежутков) должна быть не менее 400 мТл. Если индукция магнитного поля между двумя магнитами будет менее минимальной допустимой, магниты типа ФБИ-1 подлежат замене.
Магниты, устанавливаемые в разрядник, должны соответствовать ТУ 16 586 106-69 по сертификату.
Примечание: полярность магнитов желательно определить с помощью эталонного магнита, так как при приближении к магниту компаса с зафиксированной стрелкой - стрелка перемагничивается. При этом сразу же должны маркировать северный «N» и южный «S» полюс.
При установке магнитов необходимо проверить их полярность по притяжению между собой.
Сборка разрядника должна производиться при температуре 20 ± 5°С и влажности не выше 60 %.
Примечание: зарядка барабанчика плавкими вставками должна производиться в лаборатории депо, квалифицированным работником по ремонту разрядников и регистраторов срабатывания.
Изменение давления через 20 минут после начала испытания не должно превышать 1 мм тр. ст. от установленного в начале испытания.
Если изменение вакуума через 20 минут превышает 1 мм рт.ст., разрядник следует снять с подставки, разобрать его и осмотреть уплотняющее кольцо в нижнем узле разрядника и уплотнения в верхнем узле разрядника.
Ток проводимости разрядника при выпуске из ремонта должен быть в пределах 70-130 мкА.
Написать на насадке разрядника эмалью ГФ-92-УК или ГФ-92-ХС дату выпуска разрядника и ремонта.
4. Разработка технологического процесса ремонта сборочной единицы локомотива. 4.1 Выбор и обоснование метода ремонта.
 Современная система ремонта предусматривает совершенные методы ремонта, основными из которых являются: стационарный, поточный, поточно-конвейерный, индивидуальный, агрегатный и обезличенный. Современная система ремонта предусматривает совершенные методы ремонта, основными из которых являются: стационарный, поточный, поточно-конвейерный, индивидуальный, агрегатный и обезличенный.
При деповском и капитальном ремонте применяют поточный метод, при котором разрядник последовательно перемещается с позиции на позицию с помощью технологического транспорта.
Стационарный метод, несмотря на его простоту, имеет существенный недостаток. Вынужденные переходы рабочих с одного места на другое по всему фронту работ вызывают значительные потери рабочего времени.
Признаками поточного метода ремонта являются: расчленение процесса ремонта на отдельные операции; закрепление этих операций за определенными рабочими местами; оснащение рабочих мест специализированным оборудованием, инструментом и приспособлениями для высококачественного и производительного выполнения операций; перемещение предметов труда с одного рабочего места на другое; однородность ремонтируемых изделий.
Каким методом Вы предлагаете ремонтировать разрядники? Укажите в конце пункта.
4.2 Технологический процесс ремонта сборочной единицы локомотива (от момента поступления в ремонт до выпуска из ремонта).
Вилитовый разрядник со счетчиком срабатываний, снятый для ремонта, трансформируют в какой? укажите название цех в вертикальном положении фланцем вниз в специальной таре, исключающий повреждение фарфорового кожуха. Ремонт производят в светлом чистом изолированном помещении. Разрядники, направляемые после ремонта в запас, хранят в сухом помещении при температуре не ниже 12 градусов.
Очищают от пыли и налета ржавчины наружную часть разрядника. Установливают разрядник на специальную подставку днищем кверху и проводят его разборку, для чего необходимо:
1.Отвернуть болты М8, снять днище в сборе с пружиной и предохранительным клапаном.
2.Снять уплотнительное резиновое кольцо, вынуть крышку, шунтированный магнит, фиксатор, рабочее сопротивление и пружину со специальной шайбой. Вынуть из армированной покрышки прокладку. При выемке магнитов обращаться с ними осторожно, не ронять и не подвергать ударам.
- Осмотр и ремонт армированной покрышки.
1. Отвернуть гайку, снять шайбы и колпак;
2.Вынуть при необходимости из кожуха подвеску с резиновым уплотнением.
3.Собрать детали армированной покрышки, после их осмотра и замены неисправных.
 Производят осмотр и ремонт днища разрядника: Производят осмотр и ремонт днища разрядника:
1.Отвернуть гайки и снять пружину;
2.Отнять днище с уплотнения;
3.Снять шайбу с донышка клапана;
4.Протереть от загрязнения и копоти, разобранные детали, высверлить или распаять в донышке клапана запаянное отверстие 2 мм.
5.Осмотреть качество приварки шпильки на тарелке клапана и проверить резьбу на шпильке. Осмотреть днище, уплотнительное кольцо и определить исправность пружины.
6.Собрать днище разрядника в последовательности, обратной разборке, после осмотра ремонта и замены деталей.
Производят регулировку предохранительного клапана.
Осматривают и ремонтируют искровые промежутки (переработайте весть текст подобным образом, чтоб у Вас получился технологический процесс, а не пункты техкарты):
1.Разобрать искровой промежуток разрядника в следующей последовательности:
2.Отвернуть винт М4 и снять кольцо, контактный вывод, фиксатор, основную прокладку, миканитовую прокладку и шайбу.
3.Осмотреть снятые детали искрового промежутка и произвести их протирку от копоти и пыли.
4.Осмотреть кольцо основное, вывод контактный, фиксатор из электрокартона, прокладку сопротивления, электроды и крепежные детали.
5.Проверить и, при необходимости, восстановить крепление искрового промежутка.
6.Осмотреть электроды и приклейку подсвечивающего электрода и определить их исправность.
7.Собрать, в случае полной разборки и замены деталей, искровой промежуток, в следующей последовательности:
протереть чистыми салфетками основное кольцо и одеть на него, в месте отверстия, расположенного ближе к оси кольца, контактный вывод;
положить кольцо, фиксатор и миканитовую прокладку с прикрепленными керамическими перегородками;
 уложить поверх миканитовой прокладки, на отверстия, под винты, латунные шайбы и установить на специальных винтах электроды так, чтобы у одного электрода подсвечивающий электрод был вверху, а у другого электрода внизу. уложить поверх миканитовой прокладки, на отверстия, под винты, латунные шайбы и установить на специальных винтах электроды так, чтобы у одного электрода подсвечивающий электрод был вверху, а у другого электрода внизу.
Примечание:
1. Перед установкой тщательно протереть чистыми, мягкими салфетками
рабочие поверхности электрода и не касаться их в процессе сборки.
2. Электроды с неровностями, выявленные при установке, следует выравнивать на плите легкими постукиваниями молотка и снова протирать.
3. Каждый электрод устанавливается на двух специальных винтах М4.
Длинный специальный винт крепит контактный вывод. При установке
левого электрода искрового промежутка его подсвечивающий электрод должен быть установлен снизу электрода.
4. Закрепить левый электрод полностью, а правый электрод закрепить предварительно на двух винтах гайками М4, подложив под них шайбы 4,5 мм. Указанная операция производится для того, чтобы установить предварительный зазор между электродами, который должен быть 1,5-1,6 мм.
Указанный зазор устанавливать при помощи латунного щупа, предварительно обезжиренного.
5. Установить на специальные винты шайбу и гайку М4, надежно закрепить их на винтах.
- Испытуемый искровой промежуток в процессе испытания помещается между двумя электродами, например, стальными дисками 90-100 мм.
1.Установить миканитовую прокладку, фиксатор, а затем поверх фиксатора контактный вывод на специальный и кольцо, скрепив его основным кольцом и двумя винтами М4 х 22.
 2.Проверить пробивное напряжение полностью собранного искрового промежутка после его осмотра и ремонта, а также после частичной или полной его разборки. 2.Проверить пробивное напряжение полностью собранного искрового промежутка после его осмотра и ремонта, а также после частичной или полной его разборки.
3.Установить на искровой промежуток, после получения нужной величины пробивного напряжения, шунтирующие сопротивления. Установку шунтирующих сопротивлений производить так, чтобы свободные концы сопротивлений соединялись между собой, и закрепить их гайкой, подложив под неё шайбу.
4.Комплектовать собранные и испытанные искровые промежутки по два, по пробивному напряжению и току проводимости и вложить их в полиэтиленовый пакет.
- Осмотр и ремонт вилитовых дисков
1.Осмотреть вилитовые диски и определить годность фетровых прокладок. Произвести сушку вилитовых дисков
2.Осмотреть вилитовые диски после их сушки и написать на металлизированной поверхности, углем или графитовым карандашом дату осмотра - число, месяц, год.
- Осмотр и проверка шунтировочных магнитов типа ФБИ-1
1.Осмотреть шунтированный магнит на целостность.
2.Проверить расположение полярности магнита при помощи компаса. Стрелка компаса, поднесенная к торцу магнита, должна встать перпендикулярно его поверхности (соответственно, при поднесении ее к боковой поверхности параллельно этой поверхности) и практически не менять своего положения при вращении магнита. Стрелка компаса, указывающая на север не должна притягиваться к южному полюсу.
3.После чего зафиксировать полюса магнита.
 - Осмотр и ремонт стальных деталей разрядника. - Осмотр и ремонт стальных деталей разрядника.
1.Осмотреть пружину и сменить ее при наличии изломов, трещин и потере упругости.
2.Осмотреть стальные детали: крышки, фиксатор и крепежные детали разрядника.
- Осмотр и ремонт регистратора срабатывания типа РВР
1.Отвернуть крепежные винты и снять крышку регистратора.
2.Немного отвести влево группу контактных пружин и осторожно снять с оси барабанчика.
3.Осмотреть крышку, убедиться в прочности завальцовки оргстекла и целостности резинового уплотнения в крышке.
3.Произвести при необходимости полную разборку корпуса, где помещены два искровых промежутка регистратора. Внутреннюю часть корпуса тщательно протереть.
4.Произвести разрядку барабанчика плавкими вставками для чего необходимо:
удалить с барабанчика остатки плавких вставок;
установить на барабанчике 10 плавких вставок из нихромовой проволоки 0 0,1 мм;
установить барабанчик на оси и завести пружину, вращая диск от руки, на пять оборотов магнита нажатием пружины по часовой стрелке установить напротив глазка положения «К».
5.Закрыть регистратор срабатывания рамкой с обеспечением полной пыленепроницаемости.
- Сборка разрядника:
 1.Установить армированную покрышку на подставку фланцем вверх. 2.Установить на диске верхнего узла уплотнение, пружину с шайбой. 1.Установить армированную покрышку на подставку фланцем вверх. 2.Установить на диске верхнего узла уплотнение, пружину с шайбой.
3.Вставить по внутреннему контуру кожуха прокладку из электрокартона.
4.Уложить на пружину два виллитовых диска рабочих сопротивлений с наклеенными прокладками.
5.Затем фиксатор, крышку, магнит шунтированный, искровой промежуток шунтирующим сопротивлением вверх.
6.Затем вставить в искровой промежуток диск и покрышку.
7.После чего положить второй искровой промежуток, шунтирующим сопротивлением, вниз.
Направление выдувания дуги в камере должно определиться по правилу левой руки. После этого в искровой промежуток вставить магнит шунтированный.
7.Магниты до установки протереть чистыми техническими салфетками.
8.Искровые промежутки вынимать из полиэтиленового пакета непосредственно перед установкой в разрядник.
9.Помазать торец армированного кожуха мефталеновым лаком ГФ 95 и положить по этому торцу резиновое уплотняющее кольцо
10.Установить крышку и днище с предохранительным клапаном и укрепить днище болтами, постепенно затягивая диаметрально противоположные болты.
- Испытания и регулировка
1.Установить разрядник днищем вверх на подставке для испытания герметичности.
2.Приставить к контрольному отверстию донышка клапана нипель и штуцер со шлангом и прижать его прижимной планкой.
3.Включить воздушный насос при помощи электродвигателя и создать
вакуум в пределах 650-760 мм рт. ст. по вакуумометру при открытых клапанах, и выдержать разрядник под вакуумом в течение 20 минут.
4.Проверить токи проводимости разрядника при постоянном напряжении 4 кВ и температуре +20°С.
5.Проверить пробивное напряжение разрядника переменным током промышленной частоты 50 Гц, путем повышения напряжения на разряднике до его пробоя.
5. Выбор механизированного приспособления, применяемого при ремонте сборочной единицы локомотива.
При ремонте токоприемника – как Вы резко изменили тему курсового! используется кран-балка. Кран-балка — крановое оборудование мостового типа, используемое для осуществления разнообразных подъемно-транспортных и погрузочно-разгрузочных работ на крановых эстакадах, на складах и в промышленных цехах производственных предприятий.
Кран-балки отличаются универсальностью и относительно компактными размерами, в связи с чем их широко применяют для работ в труднодоступных для остальных видов кранов местах и в узких пролетах.
Рисунок 2. Кран-балка.
Указанное оборудование часто применяется для передвижения колесных пар, узлов и деталей железнодорожного транспорта. – уже колесные пары?
А теперь надо бы мех. приспособление для разрядника описать…
6. Техника безопасности при ремонте сборочной единицы локомотива.
Привести требования ТБ и ОТ при работах по ремонту разрядника
Требования техники безопасности при слесарных работах:
- Пользоваться исправным инструментом, предусмотренным технологической картой;
- При работе с клином или зубилом с использованием кувалды и выколоток применять держатели длиной не менее 0.7м.
- Проверить исправность пневматического инструмента. Воздушные шланги должны быть хорошо насажены на штуцера и не должны иметь повреждений. При обнаружении какой-либо неисправности, заявить об этом мастеру. При получении от мастера новой работы потребовать проведения инструктажа о безопасных методах ее выполнения.
Техника безопасности при ремонте электрических аппаратов:
 - Работы по ТО и ТР, испытанию и наладке электрического и электронного оборудования ТПС необходимо производить в соответствии с требованиями Правил эксплуатации электроустановок потребителей (ПЭЭП). Правил техники безопасности при эксплуатации электроустановок потребителей (ПТБ) и технологическими процессами. - Работы по ТО и ТР, испытанию и наладке электрического и электронного оборудования ТПС необходимо производить в соответствии с требованиями Правил эксплуатации электроустановок потребителей (ПЭЭП). Правил техники безопасности при эксплуатации электроустановок потребителей (ПТБ) и технологическими процессами.
- Перед началом ремонта электрооборудования ТПС должны быть обесточены все силовые электрические цепи, отключены выключатели тяговых электродвигателей, крышевой разъединитель поставлен в положение "Заземлено", выпущен воздух и перекрыты краны пневматической системы электроаппаратов. Кроме того, при необходимости ремонта отдельных аппаратов, должны быть вынуты предохранители данного участка, предусмотренные конструкцией.
- Внешние электрические сети питания переносных диагностических приборов напряжением более 42 В переменного или 110 В постоянного тока должны быть оборудованы защитным заземлением ("занулением" или устройством защитного отключения).
- Стенд для диагностики и ремонта электронного оборудования должен иметь защитное заземление ("зануление" или устройство защитного отключения).
- Испытания электрических машин, аппаратов и счетчиков электрической энергии на электрическую прочность изоляции после ремонта перед установкой на ТПС (кран) должны производиться на специально оборудованной станции (площадке, стенде), имеющей необходимое ограждение, сигнализацию, знаки безопасности и блокирующие устройства.
- Перед началом и во время испытаний на станции (площадке) не должны находиться посторонние лица.
- Сборка схем на испытательных стендах должна осуществляться при полном снятии напряжения. Питающие кабели для испытания электрических машин и аппаратов высоким напряжением должны быть надежно присоединены к зажимам, а корпуса машин и аппаратов заземлены.
 - При измерении сопротивления изоляции электрических цепей мегаомметром на напряжение 0,5 и 2,5 кВ выполнение каких-либо других работ на электрооборудовании и электрических цепях ТПС запрещается. - При измерении сопротивления изоляции электрических цепей мегаомметром на напряжение 0,5 и 2,5 кВ выполнение каких-либо других работ на электрооборудовании и электрических цепях ТПС запрещается.
Техника безопасности в аварийной ситуации:
- При обнаружении неисправности инструмента или оборудования работу немедленно прекратить и доложить об этом своему руководителю;
- В случае возникновения аварийной или чрезвычайной ситуации, опасности для своего здоровья или здоровья окружающих людей, покинуть опасную зону и сообщить об опасности руководителю.
Техника безопасности по окончанию работы
- Проверить исправность слесарного инструмента и уложить в отведённое место;
- Электро и пневмоинструменте отключить от сети питания и от шланга, протереть сухой тряпкой;
При работе с грузовым подъёмником:
- Опустить площадку подъёмника на первый этаж.
- Неисправный инструмент сдать в кладовую для обмена на новый;
- Произвести уборку рабочего места;
 - Снять спецодежду, повесить в шкаф, вымыть лицо и руки теплой водой с мылом или принять душ. - Снять спецодежду, повесить в шкаф, вымыть лицо и руки теплой водой с мылом или принять душ.
7. Перечень использованной литературы.
Алябьев С.А. и др. Устройство и ремонт электровозов постоянного тока. Учебник для технических школ Ж.Д. транспорта. - М.: Транспорт, 1977.
Красковская С. Н. и др. Текущий ремонт и техническое обслуживание электровозов постоянного тока / С. Н. Красковская, Э. Э. Ридель, Р. Г. Черепашенец. М.: Транспорт, 1989. — 408 с  Находкин В. М., Яковлев Д. В., Черепашенец Р. Г. Ремонт электроподвижного состава: Учебник для техникумов железнодорожного транспорта /Под ред. В. М. Находкина. М.: Транспорт, 1989. 295 с. Находкин В. М., Яковлев Д. В., Черепашенец Р. Г. Ремонт электроподвижного состава: Учебник для техникумов железнодорожного транспорта /Под ред. В. М. Находкина. М.: Транспорт, 1989. 295 с.
http://www.poezdvl.com/
|
 Скачать 0.5 Mb.
Скачать 0.5 Mb.