|
|
Технологии машиностроения. Тех. маш и рем. Г.М( работа №2). Работа 2. Изучение структуры технологического процесса
Работа №2.Изучение структуры технологического процесса.
Цель работы – практическое закрепление знаний по структуре технологического процесса, понятиям и определениям его элементов; приобретение навыков и умений в формировании структуры технологического процесса изготовления деталей машиностроения.

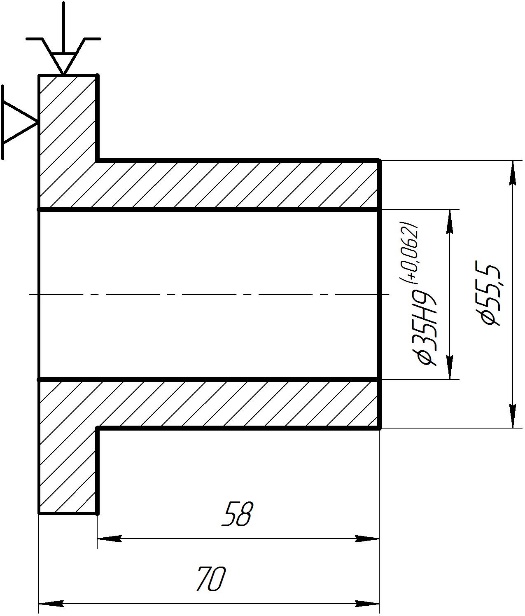
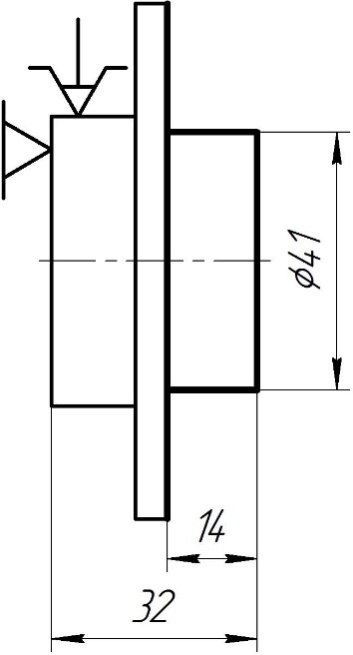
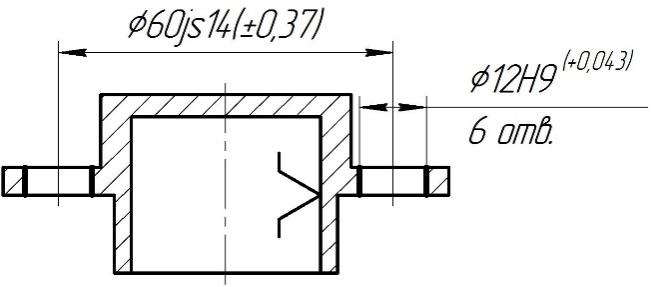
Рисунок 1 – Исходная информация для выполнения практической работы
а – первая деталь; б – вторая деталь
Таблица 1 – Результаты выполнения первой части практической работы
Номер и наименование операции
|
Операционный эскиз
|
Содержание переходов
|
Основное задание
|
05 – токарная черновая
|

|
Установить заготовку.
Подрезать торец, выдерживая размер 72 мм.
Обточить Ø90 мм за один проход на длину 14 мм.
Снять деталь.
|
10 – токарная черновая
|

|
Установить заготовку.
Подрезать торец, выдерживая размер 70 мм.
Обточить Ø57 мм за несколько проходов, выдерживая размер 58 мм.
Снять деталь.
|
15 – токарная черновая
|

|
Установить заготовку.
Сверлить отверстие предварительное Ø20 мм.
Расточить отверстие Ø33 мм.
Снять деталь.
|
Продолжение таблицы 1
20 – сверлильная
|

|
Установить заготовку.
Сверлить 6 отверстий предварительно Ø9,6 мм.
Зенкеровать 6 отверстий Ø9,9 мм.
Развернуть 6 отверстий 10Н9 мм.
Снять деталь.
|
25 – токарная чистовая
|

|
Установить заготовку.
Обточить Ø55,5 мм.
Точить канавку Ø45 мм резцом шириной 5 мм.
Снять деталь.
|
30 – токарная чистовая
|

|
Установить заготовку.
Расточить отверстие Ø35 мм.
Снять деталь.
|
Продолжение таблицы 1
35 – шлифовальная
|

|
Установить заготовку.
Шлифовать наружную поверхность Ø55 мм.
Снять деталь
|
40 – контрольная
|
-
|
Контроль геометрических параметров.
|
Дополнительное задание
|
Операция с высокой степенью концентрации
|
|
Установить заготовку.
Подрезать торец, выдерживая размер 70 мм.
Обточить Ø57 мм за несколько проходов, выдерживая размер 58 мм.
Обточить Ø55,5 мм.
Сверлить центральное отверстие Ø20 мм.
Расточить центральное отверстие Ø33 мм.
Расточить центральное отверстие Ø35 мм.
Точить канавку Ø45 мм резцом шириной 5 мм.
Снять деталь.
|
Таблица 2 – Результаты выполнения второй части практической работы
Номер и наименование операции
|
Операционный эскиз
|
Содержание переходов
|
Основное задание
|
05 – токарная черновая
|

|
Установить заготовку.
Подрезать торец, выдерживая размер 34 мм.
Обточить Ø45 мм за несколько проходов, выдерживая размер 13 мм.
Снять деталь.
|
10 – токарная черновая
|

|
Установить заготовку.
Обточить Ø80 мм за один проход, выдерживая размер 14 мм.
|
Продолжение таблицы 2
15 – токарная черновая
|
|
Установить заготовку.
Подрезать торец, выдерживая размер 32 мм.
Обточить Ø41 мм за несколько проходов, выдерживая размер 14 мм.
Снять деталь.
|
20 – токарная черновая
|

|
Установить заготовку.
Сверлить центральное отверстие Ø20 мм на глубину 28 мм.
Расточить Ø34 мм за несколько проходов, выдерживая размер 28 мм.
|
25 - сверлильная
|
|
Установить заготовку.
Сверлить 6 отверстий предварительно Ø11,6 мм.
Зенкеровать 6 отверстий Ø11,9 мм.
Развернуть 6 отверстий 12Н9 мм.
Снять деталь.
|
Продолжение таблицы 2
30 - шлифовальная
|

|
Установить заготовку.
Шлифовать наружную поверхность Ø40 мм.
Снять деталь
|
35 - контрольная
|
-
|
Контроль геометрических параметров
|
Дополнительное задание
|
Операция с высокой степенью концентрации
|

|
Установить заготовку.
Подрезать торец, выдерживая размер 34 мм.
Обточить Ø41 мм за несколько проходов, выдерживая размер 14 мм.
Обточить Ø80 мм за один проход, выдерживая размер 19 мм.
Сверлить центральное отверстие Ø20 мм на глубину 28 мм.
Расточить Ø34 мм за несколько проходов, выдерживая размер 28 мм.
|
КОНТРОЛЬНЫЕ ВОПРОСЫ:
1.Назовите структуру технологического процесса механической обработки.
Любой технологический процесс механической обработки заготовок структурно состоит маршрутной и операционной технологий.
2.Что называют основной операцией технологического процесса?
Это часть технологического процесса, выполняемая непрерывно на одном рабочем месте, над одним или несколькими одновременно обрабатываемыми или собираемыми изделиями, одним или несколькими рабочими.
3.Что называют вспомогательной операцией технологического процесса?
Вспомогательная операция - часть ТП не связанная с изменением размера, формы и качества поверхностного слоя деталей.
4.Что называют основным переходом?
Основным переходом называют законченную часть технологической операции, характеризуемую постоянством применяемого инструмента и поверхностей, образуемых обработкой и соединяемых при сборке.
5.Что называют вспомогательным переходом?
Вспомогательным переходом называют законченную часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением формы, размеров и шероховатости поверхности, но необходимы для выполнения технологического перехода.
6.Что называют установом?
Установом называют часть операции, выполняемую при одном закреплении заготовки (или нескольких одновременно обрабатываемых)
.
7.Объясните сущность выполнения операции в два установа.
В случае если обработку детали производят последовательно, без поворота детали.
8.Чем отличается простой переход от сложного перехода?
9.Какая операция технологического процесса считается основной? Какой переход технологической операции считается основным? |
|
|
 Скачать 0.76 Mb.
Скачать 0.76 Mb.