Лекция. Радиационный контроль
 Скачать 1.23 Mb. Скачать 1.23 Mb.
|

|
Лекция 4 РАДИАЦИОННЫЙ КОНТРОЛЬ Радиационный неразрушающий контроль основан на использовании проникающих свойств ионизирующих излучений и является одним из наиболее эффективных и распространенных видов контроля. В нефтегазовой отрасли применяется прежде всего для контроля сварных соединений магистральных и промысловых трубопроводов  , резервуаров для хранения нефти и нефтепродуктов , резервуаров для хранения нефти и нефтепродуктов  , сосудов под давлением и других объектов. Реализация данного вида контроля предусматривает использование как минимум трех основных элементов: источника ионизирующего излучения; объекта контроля; детектора, регистрирующего результаты взаимодействия ионизирующего излучения с объектом контроля. , сосудов под давлением и других объектов. Реализация данного вида контроля предусматривает использование как минимум трех основных элементов: источника ионизирующего излучения; объекта контроля; детектора, регистрирующего результаты взаимодействия ионизирующего излучения с объектом контроля.Радиографический контроль сварных соединений Сварные соединения чаще всего являются наиболее слабым звеном металлоконструкции, поэтому их контролируют в первую очередь. 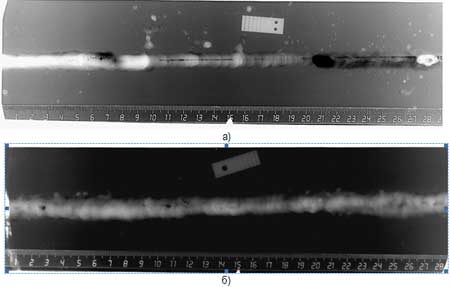 Радиационному контролю подвергают сварные соединения с отношением радиационной толщины (толщина в направлении ионизирующего излучения) наплавленного металла шва к общей радиационной толщине не менее 0,2, имеющие двусторонний доступ, что обеспечивает возможность установки кассеты с радиографической пленкой с одной стороны и источника излучения с другой. Радиационному контролю подвергают сварные соединения с отношением радиационной толщины (толщина в направлении ионизирующего излучения) наплавленного металла шва к общей радиационной толщине не менее 0,2, имеющие двусторонний доступ, что обеспечивает возможность установки кассеты с радиографической пленкой с одной стороны и источника излучения с другой.  Тип источника, его удаление от объекта контроля, время экспозиции и другие параметры устанавливаются в зависимости от толщины просвечиваемого материала и технической документации на контроль сварных соединений. Основные схемы контроля стыковых, нахлесточных, угловых и тавровых соединений приведены на рис. 6.5, а. Наибольшую сложность представляет контроль кольцевых сварных соединений цилиндрических и сферических пустотелых изделий (труб, сосудов под давлением, бочек и т.п.). 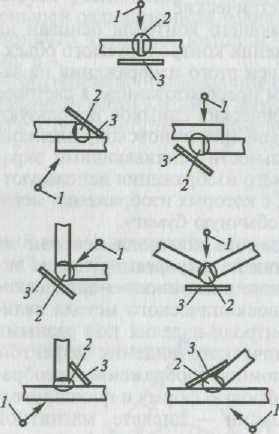 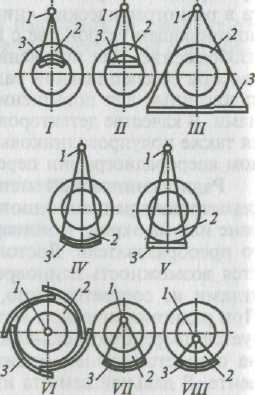 Рис. 6.5. Схемы контроля: а — стыковых, нахлесточных, угловых и тавровых сварных соединений; 6 — кольцевых сварных соединений; 3 — источник излучения; 2 — контролируемый участок; 3 — кассета с пленкой Рекомендуемые схемы контроля кольцевых сварных соединений по ГОСТ 7512—82 приведены на рис. 6.5, б: I, II — просвечивание через одну стенку с наружным расположением источника излучения; III, IV, V — просвечивание через две стенки; VI, VII, VIII — просвечивание с расположением источника излучения внутри контролируемого объекта. Для обеспечения лучшего качества радиографических снимков следует, как правило, использовать схемы просвечивания через одну стенку изделия. При этом рекомендуется применять схемы просвечивания с расположением источника излучения внутри контролируемого изделия. Радиографический контроль следует проводить после зачистки сварных соединений от неровностей, шлака, брызг металла, окалины и других наружных дефектов, выявленных при внешнем осмотре сварного соединения, изображения которых на снимке могут помешать расшифровке снимка. Каждый снимок участка контролируемого соединения должен иметь маркировку. 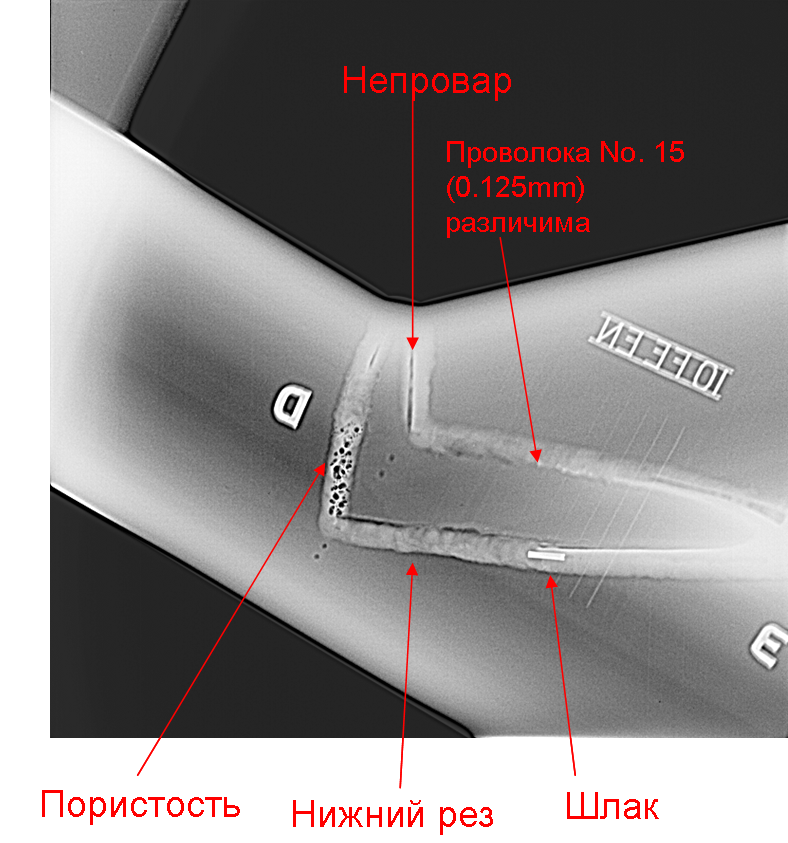 Чувствительность радиографического контроля оценивается величиной минимально выявляемого дефекта в направлении просвечивания. Достижимая на практике чувствительность составляет 2 % от толщины изделия при просвечивании рентгеновским излучением и 5% при просвечивании гамма-излучением [12]. В общем случае чувствительность радиографического контроля зависит от энергии излучения, плотности ее распределения в пределах контролируемого участка и общей нерезкости радиографического снимка. Общая нерезкость при радиографическом контроле характеризуется размытостью краев изображения на снимке. Величина общей нерезкости зависит от следующих ее составляющих: геометрической нерезкости, внутренней нерезкости излучения, нерезкости рассеяния излучения, нерезкости смещения (возникает в случае колебания при просвечивании источника излучения, объекта контроля и детектора). Наибольший вклад в общую нерезкость изображения вносит обычно геометрическая нерезкость, схема образования которой приведена на рис. 6.6. 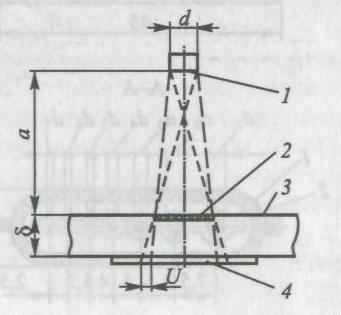 Рис- 6.6. Схема образования геометрической нерезкости при радиографическом контроле: 1 — источник излучения; 2 — дефект; 3 — объект контроля; 4 — кассета с пленкой Размытость краев изображения, обусловленная геометрической нерезкостью, оценивается величиной U, определяемой из выражения где d — длина источника излучения; а — расстояние до объекта; При радиографическом контроле на каждом контролируемом участке объекта должны быть установлены эталоны чувствительности и маркировочные знаки идентификации снимка. Эталоны чувствительности служат для оценки изменения интенсивности излучения, которое может быть обнаружено с заданной вероятностью данным методом контроля. Эталоны чувствительности радиационного контроля представляют собой тест-образцы с заданным значением контролируемого параметра (радиационной толщины) и бывают проволочные  , канавочные , канавочные  и пластинчатые. Чувствительность контроля при использовании проволочных эталонов определяется наименьшим диаметром проволоки, при котором на снимке выявляются отверстия (дефекты) диаметром, равным удвоенной толщине проволочного эталона. Конструкция и размеры проволочных эталонов по ГОСТ 7512—82 «Контроль неразрушающий. Соединения сварные. Радиографический метод» приведены на рис. 6.7. и пластинчатые. Чувствительность контроля при использовании проволочных эталонов определяется наименьшим диаметром проволоки, при котором на снимке выявляются отверстия (дефекты) диаметром, равным удвоенной толщине проволочного эталона. Конструкция и размеры проволочных эталонов по ГОСТ 7512—82 «Контроль неразрушающий. Соединения сварные. Радиографический метод» приведены на рис. 6.7.Маркировочные знаки  , используемые для нумерации контролируемых участков, следует устанавливать на объекте или непосредственно на кассете таким образом, чтобы изображения маркировочных знаков на снимках не накладывались на изображение шва или околошовной зоны. , используемые для нумерации контролируемых участков, следует устанавливать на объекте или непосредственно на кассете таким образом, чтобы изображения маркировочных знаков на снимках не накладывались на изображение шва или околошовной зоны. Рис. 6.7. Проволочный эталон чувствительности: 1 – вкладыш; 2 - чехол Эталоны чувствительности устанавливают, как правило, на контролируемом участке сварного соединения со стороны, обращенной к источнику излучения. Для просмотра и расшифровки радиографических снимков используют специальные подсвечивающие устройства — негатоскопы со световыми матовыми экранами  . Длину и ширину дефекта на снимке определяют с помощью измерительных линеек или измерительных луп. Глубину дефектов по сечению шва определяют путем оценки затемнения (плотности) снимка с помощью денситометров, наборов оптических плотностей или путем сравнения затемнения дефекта с затемнением соответствующей проволочки или канавки на эталоне чувствительности. . Длину и ширину дефекта на снимке определяют с помощью измерительных линеек или измерительных луп. Глубину дефектов по сечению шва определяют путем оценки затемнения (плотности) снимка с помощью денситометров, наборов оптических плотностей или путем сравнения затемнения дефекта с затемнением соответствующей проволочки или канавки на эталоне чувствительности.Используемые при контроле денситометры  , наборы оптических плотностей, эталоны чувствительности и измерительные инструменты подлежат периодической метрологической поверке. , наборы оптических плотностей, эталоны чувствительности и измерительные инструменты подлежат периодической метрологической поверке.Помимо обнаружения внутренних дефектов радиографический контроль может быть использован для толщинометрии конструкций. Для этого проводят измерения плотности снимка в поперечном сечении контролируемого изделия. Границы, определяющие толщину стенки, выделяются на снимке резким изменением плотности. В ряде случаев радиационная толщинометрия является единственным методом определения остаточной толщины конструкции без ее повреждения. Например: неразборные теплообменники типа «труба в трубе», трубы в изоляции, трубы, покрытые плакирующим металлом (биметаллические), и т.д. |