Расчет степени растяжения. Расчет степени растяжения
 Скачать 0.75 Mb. Скачать 0.75 Mb.
|

|
Расчет степени растяжения Степень растяжения пленки после обмотки вычисляется по формуле: S = L1 х 100% - 100 L где: S - степень растяжения, %; L1 - длина растянутой пленки, cм; L - длина нерастянутой пленки, cм. Длина нерастянутой пленки: L = (m1 * 100 000) , см (t * h * ρ) где: m1 – расход пленки на 1 паллету, г; t – толщина пленки, мкм; h – ширина пленки, мм; - плотность пленки, 0.92 г/см3 Длина растянутой пленки: L1 = (ln + hn) x 2 x n , (см) где: ln – длина поддона, см; hn – ширина поддона, см; n – количество витков обмотки S = (ln + hn) x 2 x n x 0,92 x h x t x 100% - 100 m x 100 000 Расчётно – математическое описание узла пре стретча 1. Описание узла растяжения пленки на паллетообмотчике Helix HS 30 1.1. Величина престретча задаётся шестернями, и эта величина является постоянной, на данный момент по расчётным данным она составляет 200 %. 1.2. Ручной регулятор, который находится в шкафу управления паллет упаковщика, связан с электродвигателем шестерни малого диаметра. Он регулирует скорость вращения валов на узле престретча. Регулятор имеет шкалу от «10» до «0» единиц с шагом 1. Соответственно изменение единиц на регуляторе, либо увеличивает скорость подачи плёнки к паллете с грузом, либо уменьшает. 1.3. Скорость вращения «руки» паллет упаковщика, является величиной постоянной. 1.4 После узла pre stretch находится узел натяжения пленки между палетой и узлом pre stretch . Узел натяжения должен состоять из подпружиненного ролика. Этот узел необходим для компенсации возникающих в процессе обмотки паллеты рывков пленки на углах поддона и груза. На паллет упаковщике ролик узла натяжения жестко зафиксирован болтами. 2. Рассмотрим схематично, данный узел. 1. Стрейч плёнка. 2. Шестерня малого диаметра соеденённая с электродвигателем. 3. Поддерживающий ролик. 4. Шестерня большего диаметра. 5. Стрейч к паллете с грузом. 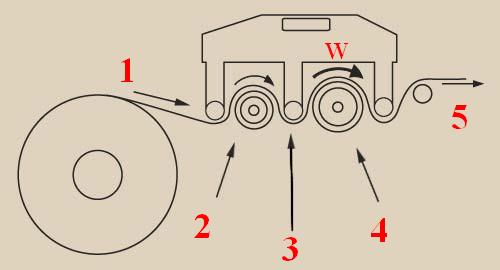  Обозначим: - скорость вращения шестерёнок через W - скорость вращения «руки» паллет упаковщика вокруг груза W1 Получается: 2.1. Когда скорость вращения шестерёнок W меньше скорости вращения «руки» W1 необходимое количество плёнки не подаётся на паллету с грузом, «рука» дополнительно вытягивает плёнку. Поскольку груз имеет прямоугольную форму, а ролик натяжения не компенсирует происходящее растяжение плёнки на углах, то происходят обрывы. 2.2. Когда скорость W больше или равна W1 , то происходит растяжение плёнки до 200%, без дополнительного растяжения. На практике в цифрах это выглядит следующим образом: Пункт 2.1. в единицах на регуляторе, 5 и 4. Пункт 2.2. в единицах на регуляторе, 6-7. Выводы: 1. Для получения качественной обмотки палет пленкой 30 мкм необходимо сменить шестерню для растяжения пленки до 230 – 250% и поставить регулятор ручной в положение 6 – 8. 2. Если нет возможности сменить шестерню для достижения большего % престретча, то необходимо использовать пленку толщиной 23 мкм . Только в этом случае будет достигнуто необходимое качество упаковки и не будут происходить завалы продукции на складе клиента. для расчёта от требуется:
    |