Сокращенное название агрегата
|
ТПА -80
|
ТПА-140
|
Расшифровка краткого названия
|
Трубопрокатный агрегат , 80 – это максимальный наружный диаметр прокатываемых труб
|
Трубопрокатный агрегат, 140 – это максимальный наружный диаметр прокатываемых труб.
|
Сортамент труб, получаемых на агрегате
|
Диаметром от 60 до 83 мм
с толщиной стенки 5,25—12,5 мм
|
Диаметром до 159 мм
с толщиной стенки 3,5—30 мм
|
Наименование основного оборудования, входящего в состав агрегата
|
печь с шагающим подом
обжимной стан
прошивной стан
непрерывный стан
редукционный стан
|
прошивной стан
стан продольной прокатки №1 и 2 (СПП) - автомат-станы
обкатные станы – 2 ед.
редукционный стан
калибровочный стан
|
Способ раскатки гильзы в трубу (наименование оборудования, на котором происходит процесс раскатки)
|
Непрерывный стан
|
Прошивной стан
|
Описание стана раскатки
|
Процесс непрерывной прокатки заключается в раскатке гильзы на длинной оправке одновременно в нескольких клетях (7 или 9 шт). Рабочие клети непрерывного стана расположены под углом 90° друг относительно друга. Станы с девятью двухвалковыми клетями имеют индивидуальный привод для каждой пары валков
Основной характеристикой непрерывной прокатки является постоянство секундных объемов металла, проходящего через каждую клеть
|
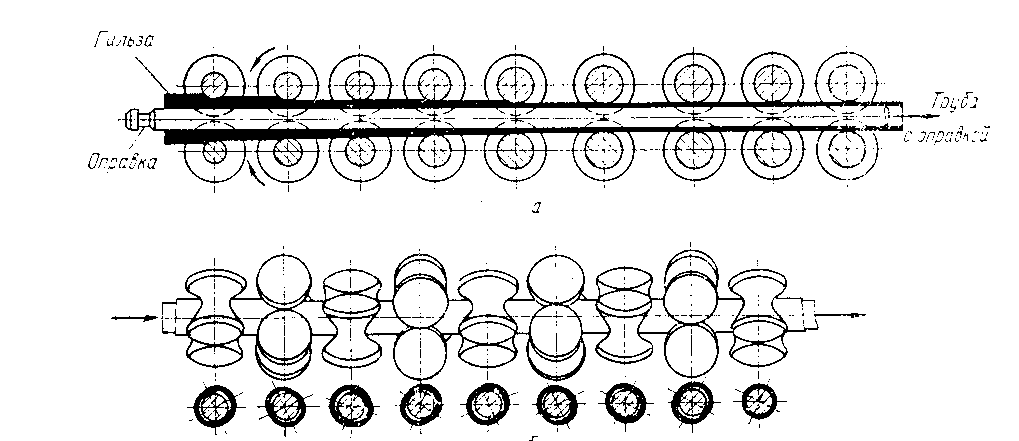
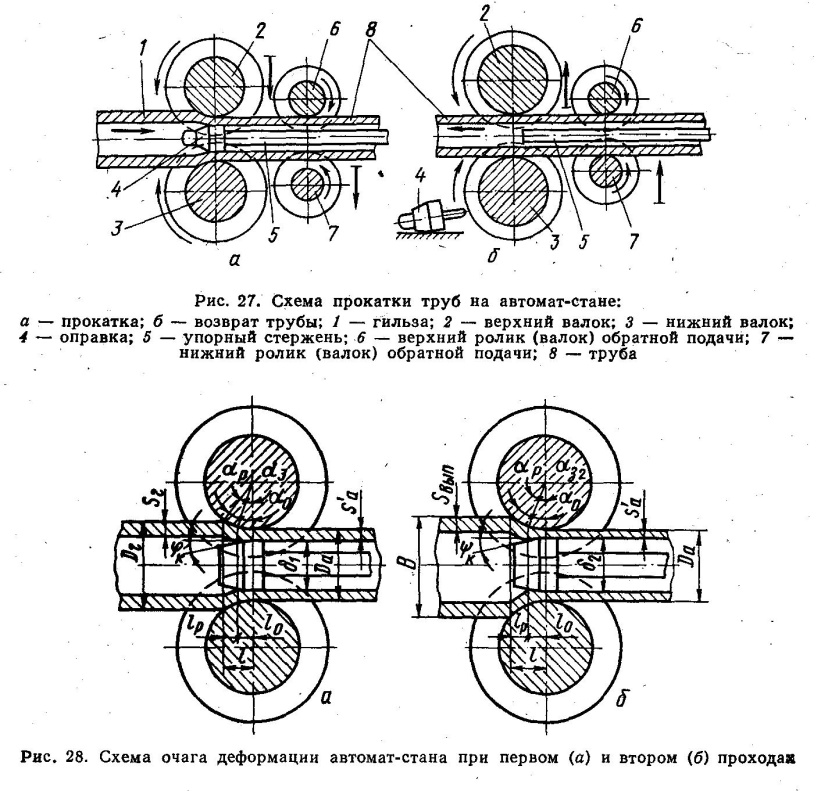
Задача заготовки в валки прошивного стана осуществляется при помощи пневматического вталкивателя, зацентровка заготовки перед прошивкой для обеспечения внедрения оправки точно по оси не осуществляется. После гильза подвергается раскатке на двух последовательно расположенных станах продольной прокатки труб. Круглую заготовку нагревают в кольцевой печи с вращающимся подом до температуры 1000-1270С. Нагретая заготовка подается для прошивки в гильзу на прошивной стан винтовой прокатки. Диаметр заготовки отличается от диаметра гильзы в пределах 10 %. Круглую заготовку диаметром 70-150 мм получают с трубозаготовочных станов или сортовых станов. После прошивки гильза подается на автоматстан. Рабочая клеть автоматических станов – двухвалковая, нереверсивная. По длине бочки размещают 5-12 круглых калибров. Каждый калибр предназначен для прокатки только одного размера трубы.
|
Состав стана раскатки
|
Девять клетей непрерывного стана расположены под углом 45° к плоскости пола, имеют одинаковый по конструкции привод валков, осуществляемый от индивидуальных электродвигателей постоянного тока, расположенных горизонтально с правой и левой стороны стана.
|
Агрегат включает в свой состав кольцевую нагревательную печь для нагрева заготовок, прошивной стан для прошивки заготовки в гильзу, автомат - стан «тандем», с последовательно расположенными одноручьевыми клетями, для раскатки гильзы в черновую трубу, трёхвалковые обкатные станы для риллингования труб и устранения их поперечной разностенности индукционные подогревательные печи, калибровочный стан, редукционно - растяжной стан, холодильник, линию отделки.
|
Схема прокатки на стане раскатки (рисунок)
|
|
|
 Скачать 265.61 Kb.
Скачать 265.61 Kb.