ОТЧЁТ по лабораторной работе «РАЗРАБОТКА ОБЪЕМНОЙ КИНЕМАТИЧЕСКОЙ МОДЕЛИ МНОГООСЕВОГО ОБОРУДОВАНИЯ С ЧПУ ДЛЯ ВИРТУАЛЬНОЙ ОТЛАД. Оборуд с чпу. разработка объемной кинематической модели многоосевого оборудования с чпу для виртуальной отладки управляющих программ и постпроцессоров
 Скачать 0.49 Mb. Скачать 0.49 Mb.
|

|
Кафедра Студентка технологий производства двигателей Группа Дата ОТЧЁТ по лабораторной работе «РАЗРАБОТКА ОБЪЕМНОЙ КИНЕМАТИЧЕСКОЙ МОДЕЛИ МНОГООСЕВОГО ОБОРУДОВАНИЯ С ЧПУ ДЛЯ ВИРТУАЛЬНОЙ ОТЛАДКИ УПРАВЛЯЮЩИХ ПРОГРАММ И ПОСТПРОЦЕССОРОВ» Цель работы: получение теоретических знаний и практических навыков в области разработки объемных кинематических моделей мно- гоосевого оборудования с числовым программным управлением, про- верки и отладки объемных кинематических моделей и их использова- ния для виртуальной отладки управляющих программ и постпроцессо- ров. Определение схемы обработки заготовки с указанием нулевых точек  Вид дерева станка и дерева операции после создания объемной кинематической модели 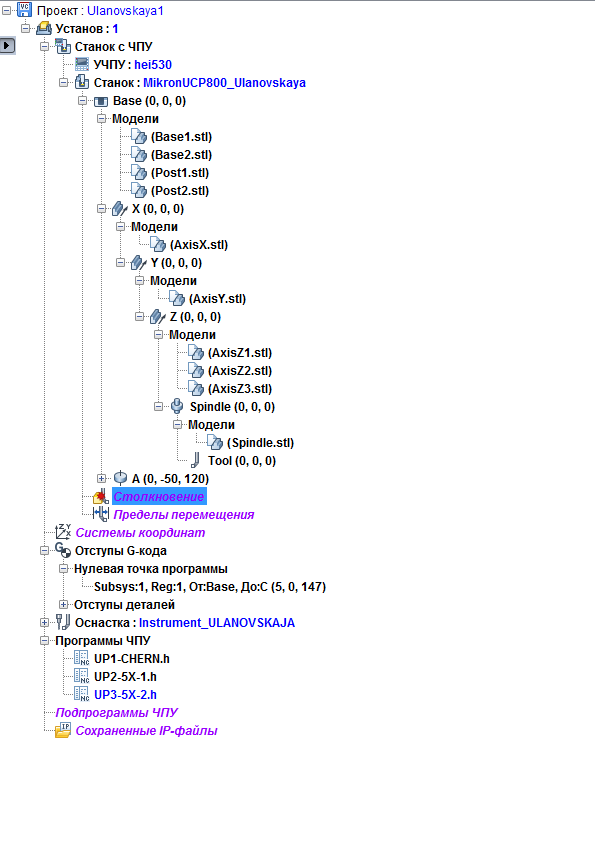 Общий вид кинематической модели станка 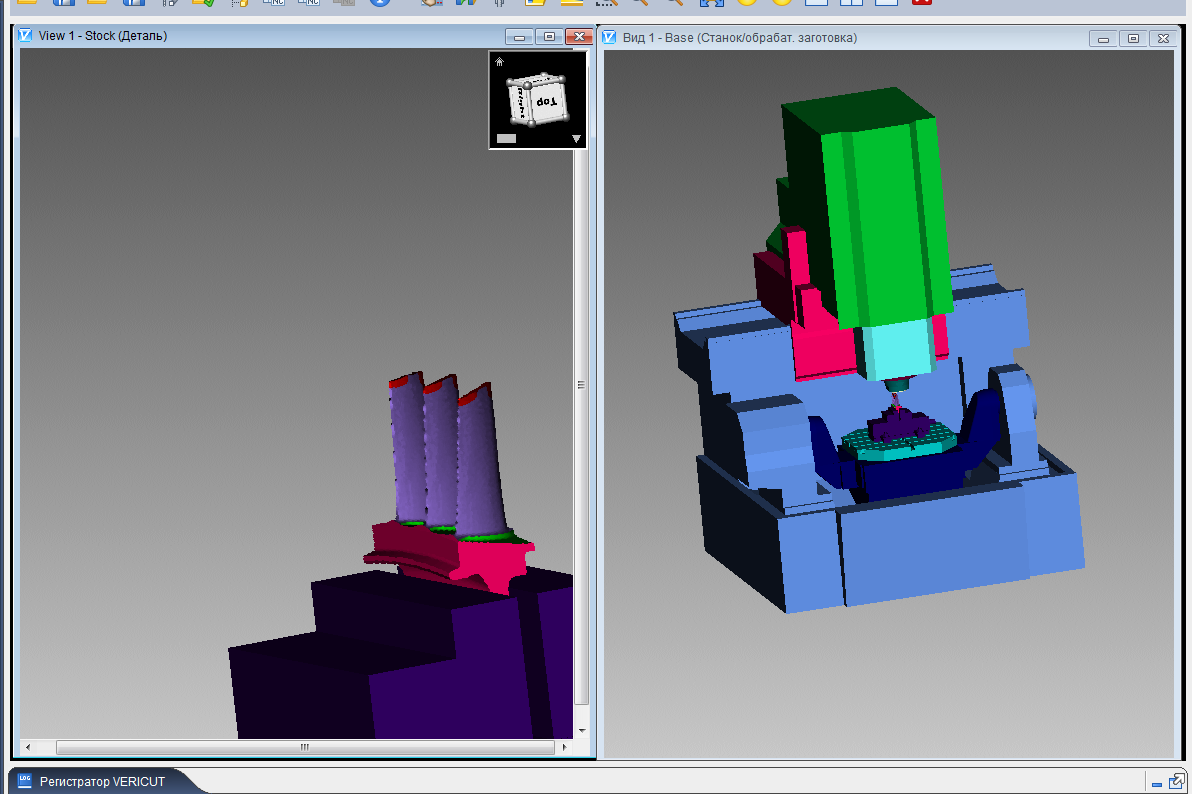 Общий вид заготовки, полученной с помощью моделирования работы станка  Вопрос 9: Как осуществляется проверка кинематической модели станка? Проверка может быть проведена с помощью тестовой программы, в которой описаны кадры с перемещением рабочих органов в такие координаты, в которых разные рабочие органы отстоят друг от друга на небольшом расстоянии. Это расстояние необходимо измерить и сравнить с расстоянием на действительном станке. Также проверка модели может быть с помощью процесса моделирования изготовления отработанной детали, т.е. уже изготовленной на станке. Оба способа могут оставить не выявленными некоторые ошибки построения упрощенной объемной модели станка. В связи с этим обработку первых деталей партий вначале необходимо проводить с осторожностью. Выводы по работе: были получены теоретические знания и практические навыки в области разработки объемных кинематических моделей многоосевого оборудования с числовым программным управлением, проверки и отладки объемных кинематических моделей и их использования для виртуальной отладки управляющих программ и постпроцессоров Преподаватель ________________________ |