Разработка системы автоматизации для технологического процесса транспортировки листа металла с помощью робота и рольганга на нагрев и охлаждение по специальности среднего профессионального образования
 Скачать 0.72 Mb. Скачать 0.72 Mb.
|

Курсовая работа на тему: Разработка системы автоматизации для технологического процесса транспортировки листа металла с помощью робота и рольганга на нагрев и охлаждение по специальности среднего профессионального образования 15.02.14 Оснащение средствами автоматизации технологических процессов и производств (по отраслям) Выполнил Студент группы 10 Григорьев А.Р. Проверил: преподаватель спец дисциплин Костикова М.А. Выкса 2019 Задание на курсовой проект Студент____ Григорьев Артур Романович __________________________________ Тема Разработка системы автоматизации для технологического процесса транспортировки листа металла с помощью робота и рольганга на нагрев и охлаждение Срок представления курсовой работы к защите _________________________________________________________________________ Исходные данные для выполнения курсовой работы Технологический процесс. По сигналу с пульта оператора с задержкой 20 секунд робот перемещает лист железа с площадки 1 на рольганг. Рольганг перемещает лист в печь. После нагрева листа до заданной температуры рольганг перемещает его из печи до площадки 2. Второй робот перемещает лист на площадку 2 для охлаждения до заданной температуры. Обеспечить возможность выключения техпроцесса с пульта оператора. Содержание курсовой работы Таблица этапов технологического процесса с описанием оборудования. технологического процесса и средств автоматизации. Функциональная схема автоматизации технологического процесса, разработанная в среде проектирования КОМПАС, и спецификация. Структурная схема системы автоматизации, разработанная в среде проектирования КОМПАС, и спецификация. Таблица входных и выходных сигналов контроллера с адресацией. Алгоритм управления технологическим процессом в виде блок-схемы. Конфигурация контроллера, управляющая программа и тестовая программа, разработанные в среде проектирования Step 7. HMI с мнемосхемой и панелями индикации и управления,_разработанный в среде проектирования Trace Mode. Руководитель курсовой работы____________________________________________ (подпись, ф.и.о.,дата) Задание принял к исполнению_____________________________________________ (подпись, дата) СОДЕРЖАНИЕ Задание на курсовой проект……………………………………………….4 Таблица этапов технологического процесса с описанием оборудования. технологического процесса и средств автоматизации…………………..5 Функциональная схема автоматизации технологического процесса, разработанная в среде проектирования КОМПАС, и спецификация…..6 Структурная схема системы автоматизации, разработанная в среде проектирования КОМПАС, и спецификация…………………………….7 Таблица входных и выходных сигналов контроллера с адресацией…..8 Алгоритм управления технологическим процессом в виде блок-схемы. Конфигурация контроллера, управляющая программа и тестовая программа, разработанные в среде проектирования Step 7……………10 HMI с мнемосхемой и панелями индикации и управления,_разработанный в среде проектирования Trace Mode……17 Заключение………………………………………………………………..18 Список использованных источников……………………………………19 Приложения (если они имеются). ВВЕДЕНИЕ Для создания проекта систем автоматизации технологического процесса “Транспортировки листа металла с помощью робота и рольганга на нагрев и охлаждение” был разработан алгоритм в виде логических уравнений. Для создания системы автоматизации необходимо следующее: Техническое обеспечение – персональный компьютер ,сканеры ,принтеры ,плоттеры. Программное обеспечение – операционная система Windows XP / CAD/CAM Система (Компас 3D), HMI SCADA (Trace Mode) , SIMATIC Step 7 (Siemens). Системы 2D и 3D моделирования – Компас 3D. Программа для создания HMI – Trace mode. Для работы с контроллером SIMATIC Manager(Step 7). Текстовые редактор Microsoft Word. Для создания системы автоматизации необходимы следующие методические указания: Методические указания по SIMATIC Manager. Методические указания по Trace Mode. Методические указания по Компас 3D. Все задания были выполнены по следующим стандартам: ГОСТ 2.701-84, ГОСТ 2.702-75, ГОСТ 2.709-89, ГОСТ 2.710-81, ГОСТ 2.730-73, ГОСТ 2.732-68, ГОСТ 2.747-68, ГОСТ 21.408-93, ГОСТ 21.608-84. ТЕХНИЧЕСКОЕ ЗАДАНИЕ Задание: По сигналу с пульта оператора с задержкой 20 секунд робот перемещает лист железа с площадки 1 на рольганг. Рольганг перемещает лист в печь. После нагрева листа до заданной температуры рольганг перемещает его из печи до площадки 2. Второй робот перемещает лист на площадку 2 для охлаждения до заданной температуры. Обеспечить возможность выключения техпроцесса с пульта оператора. ТАБЛИЦА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА С ОПИСАНИЕМ ОБОРУДОВАНИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И СРЕДСТВ АВТОМАТИЗАЦИИ
«ФУНКЦИОНАЛЬНАЯ СХЕМА» 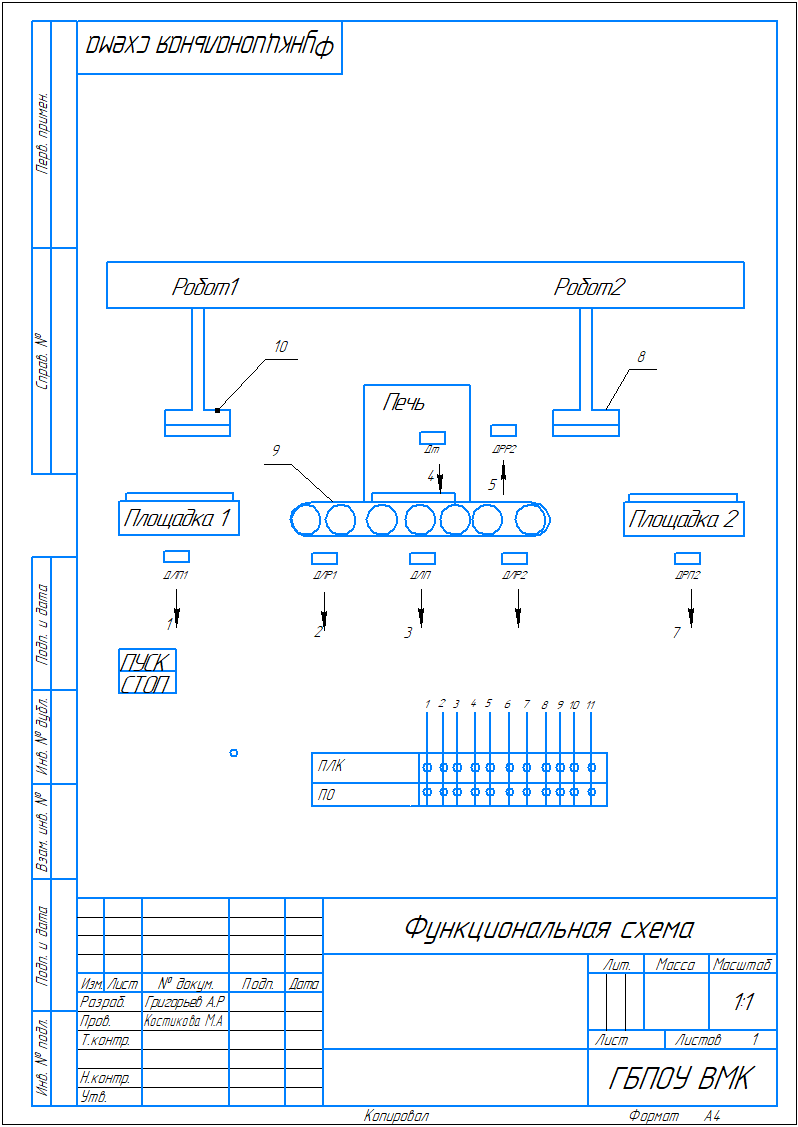 Рисунок 2. Система автоматизации «СПЕЦИФИКАЦИЯ ДЛЯ ФУНКЦИОНАЛЬНОЙ СХЕМЫ» 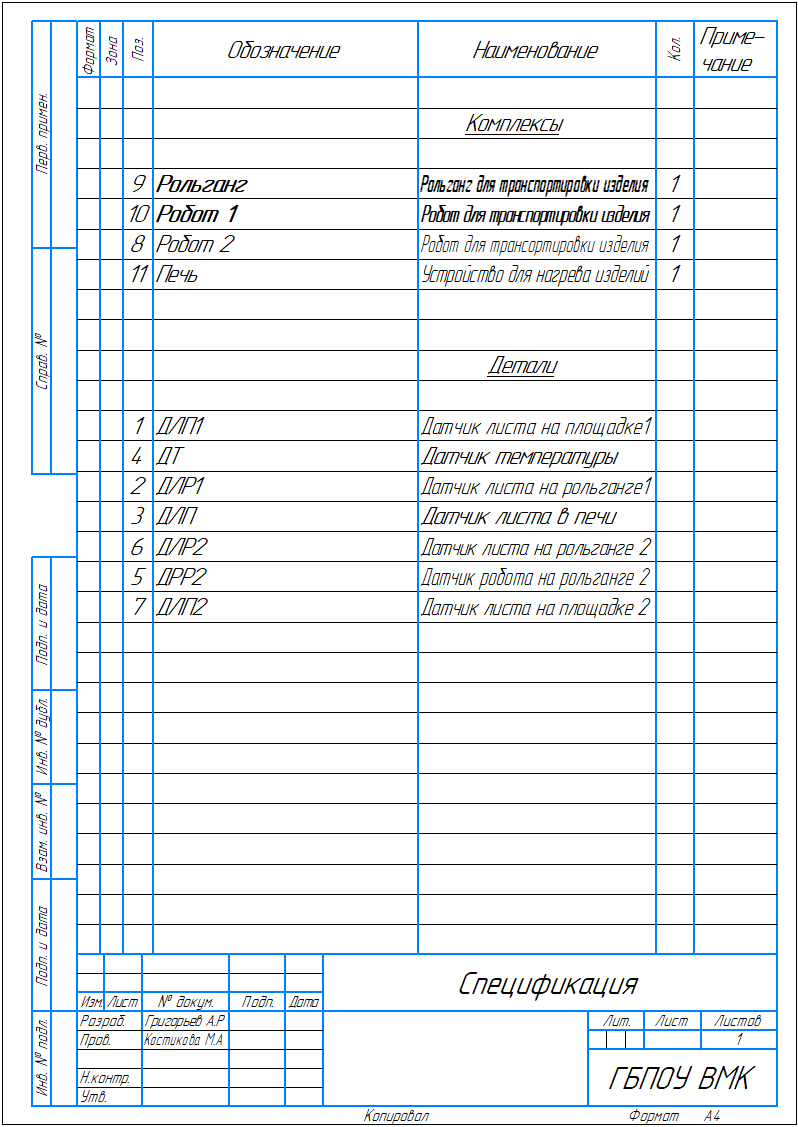 Рисунок 3. Система автоматизации «СТРУКТУРНАЯ СХЕМА СИСТЕМЫ АВТОМАТИЗАЦИИ» 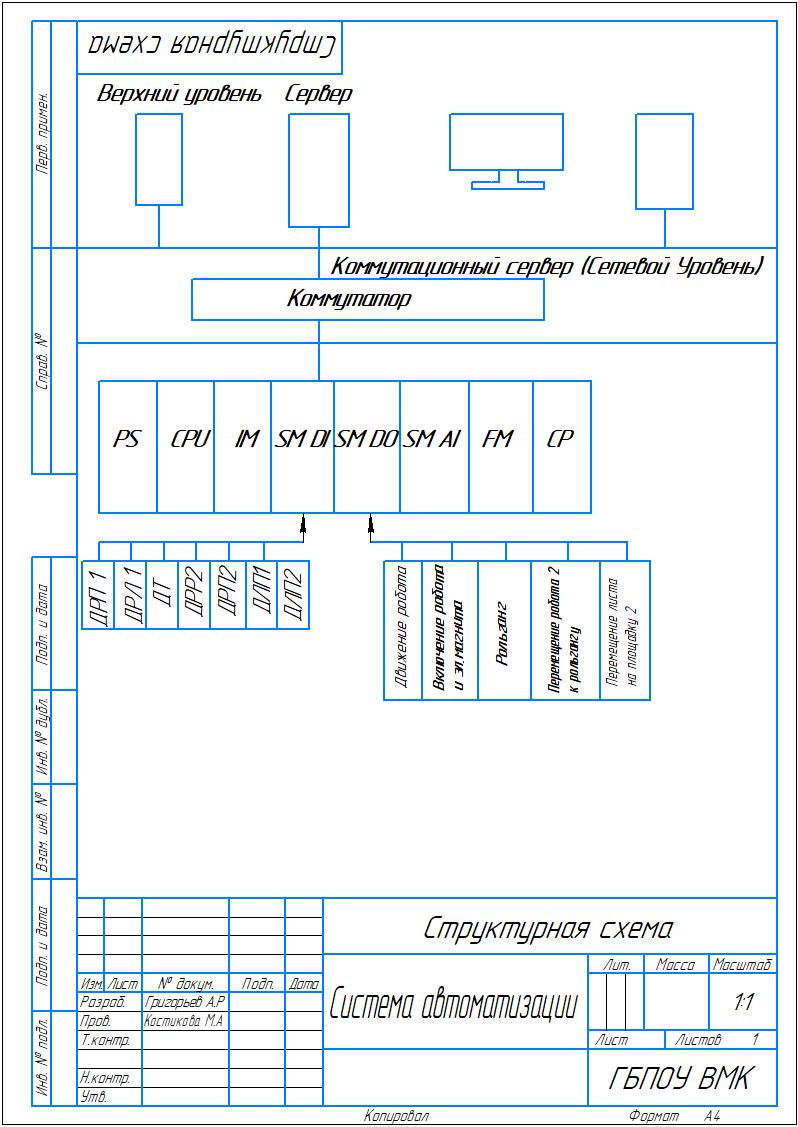 Рисунок 4. CPU314 Рисунок 4. CPU314«СПЕЦИФИКАЦИЯ ДЛЯ СТРУКТУРНОЙ СХЕМЫ СИСТЕМЫ АВТОМАТИЗАЦИИ» 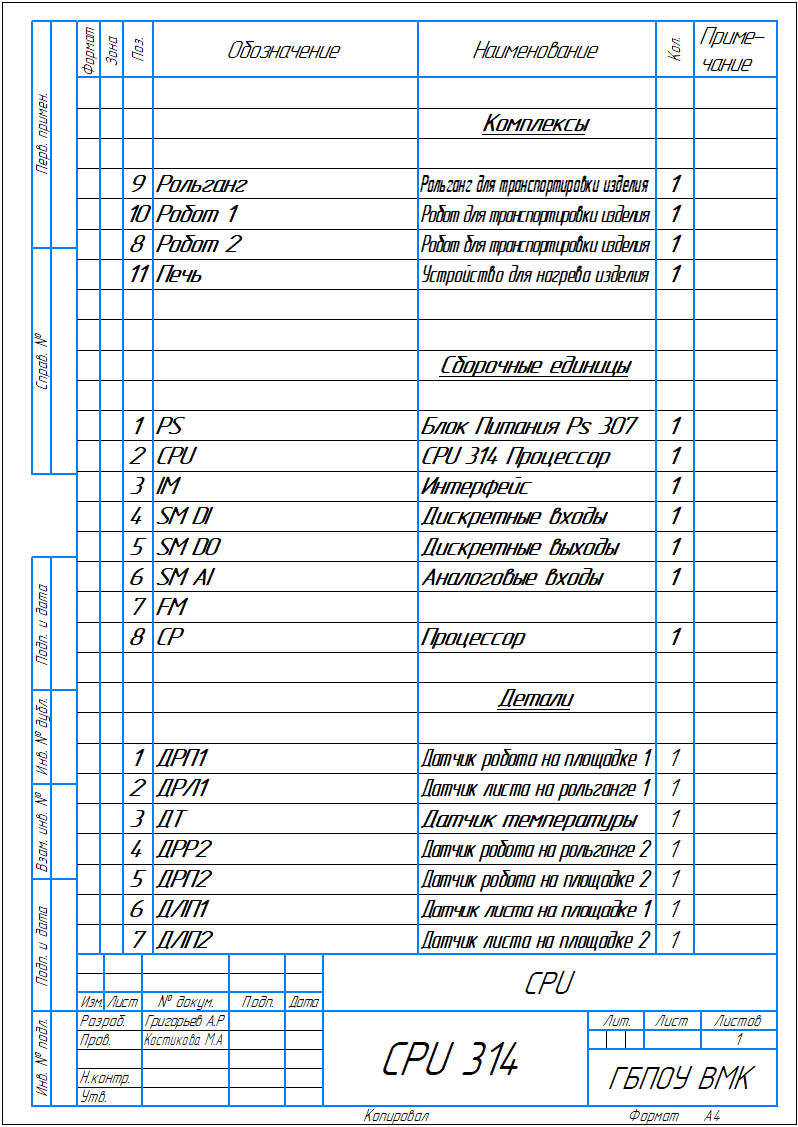 Рисунок 5. CPU314 Рисунок 5. CPU314ТАБЛИЦА ВХОДНЫХ И ВЫХОДНЫХ СИГНАЛОВ КОНТРОЛЛЕРА С АДРЕСАЦИЕЙ Таблица входных сигналов ПЛК
Таблица 1. Входные сигналы Таблица выходных сигналов ПЛК
Таблица 2. выходные сигналы  «АЛГОРИТМ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ В ВИДЕ БЛОК – СХЕМЫ»               Q0.0=0 Q0.1=0 Q0.2=0 Q0.3=0 Q0.4=0 Q0.5=0 I1.0=1? Q0.5=0 I0.7=1? I0.4=1? I0.3=1? Q0.0=1 T0=30 сек I0.6=1? Т0=1? I0.0=1? Да и I0.6=1? Нет Да  Нет Нет  Q0.0=0 Q0.0=1 1 Да I0.2=1? Нет  Q0.2=0 Q0.3=1 Да  РQ0.3=1? Q0.4=1 Нет Да  Q0.4=0 Q0.5=1 Нет Да Нет Да Нет Да  КОНФИГУРАЦИЯ КОНТРОЛЛЕРА, УПРАВЛЯЮЩАЯ ПРОГРАММА И ТЕСТОВАЯ ПРОГРАММА, РАЗРАБОТАННЫЕ В СРЕДЕ ПРОЕКТИРОВАНИЯ STEP 7 КОНФИГУРАЦИЯ КОНТРОЛЛЕРА, УПРАВЛЯЮЩАЯ ПРОГРАММА И ТЕСТОВАЯ ПРОГРАММА, РАЗРАБОТАННЫЕ В СРЕДЕ ПРОЕКТИРОВАНИЯ STEP 7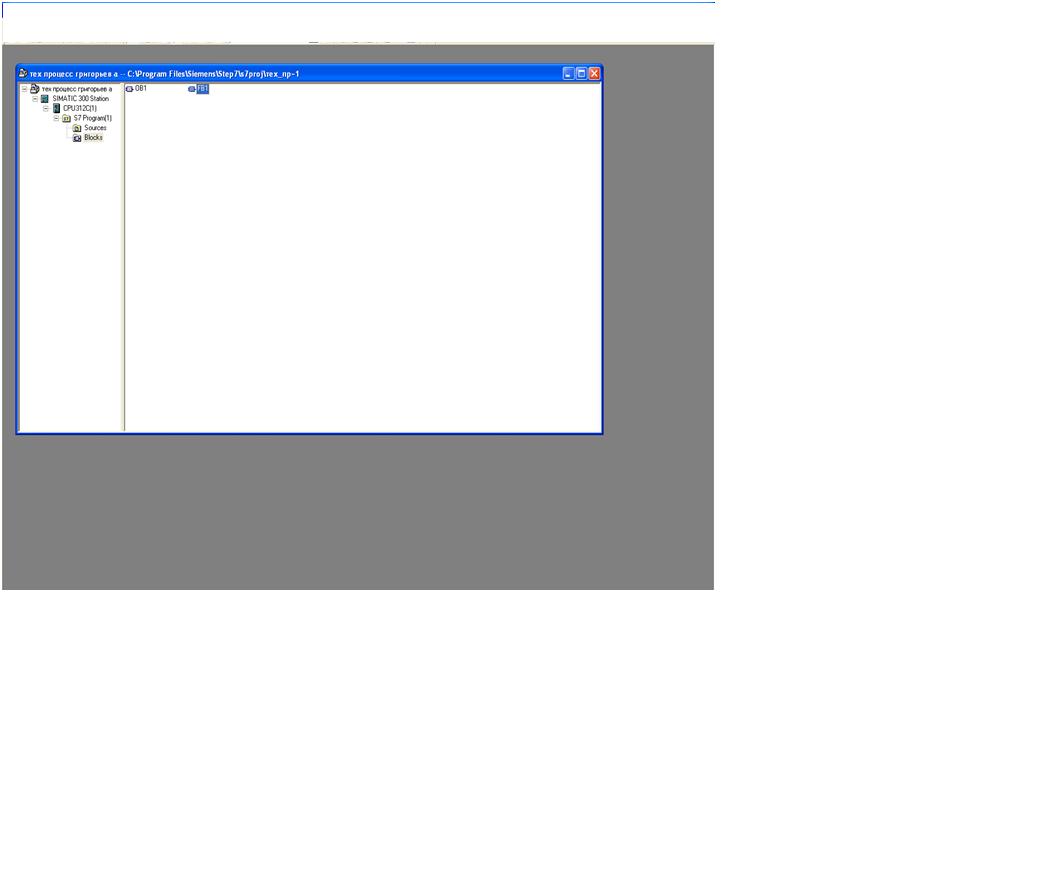 Рисунок 6. Конфигурация контроллера 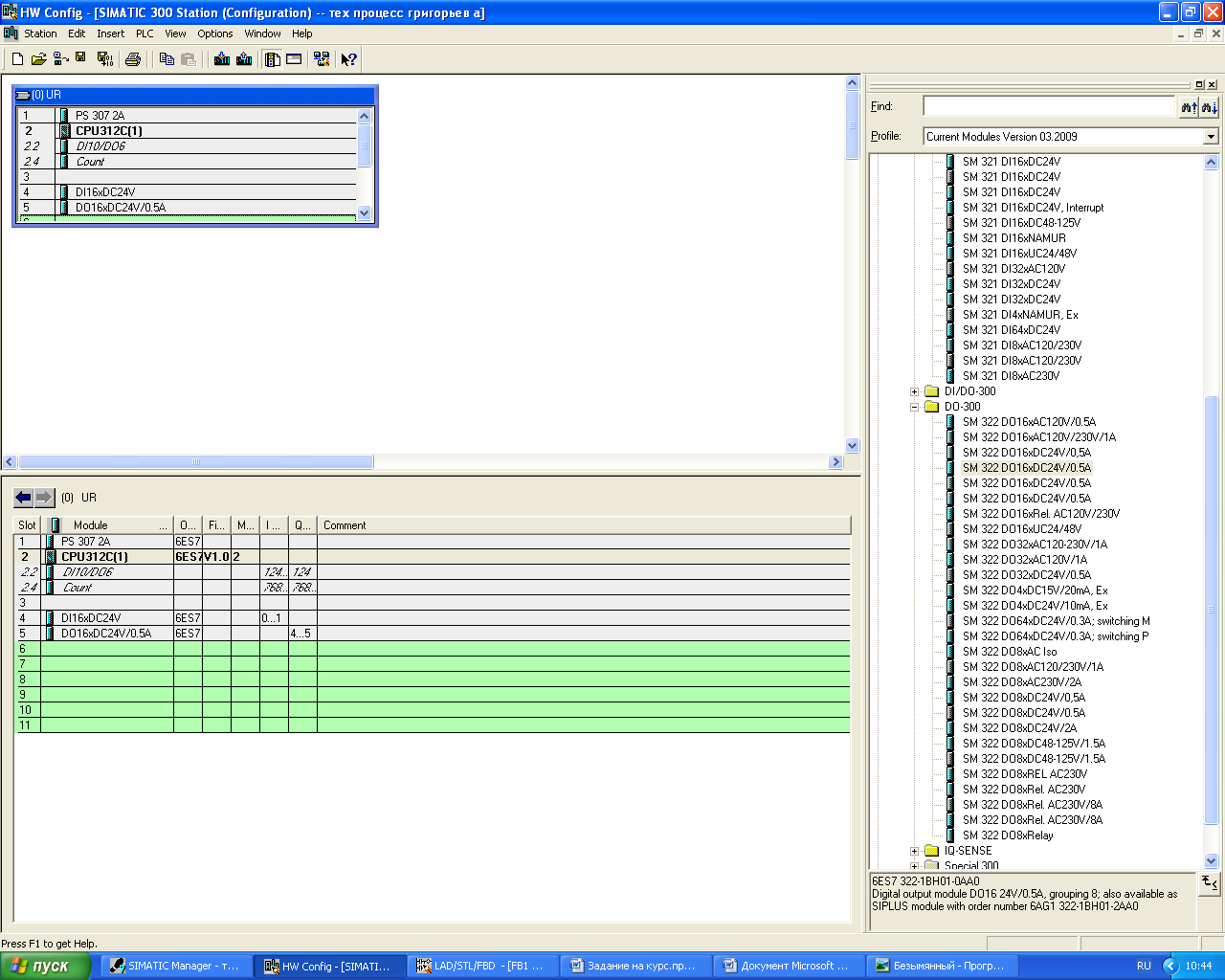 Рисунок 7. Конфигурация контроллера 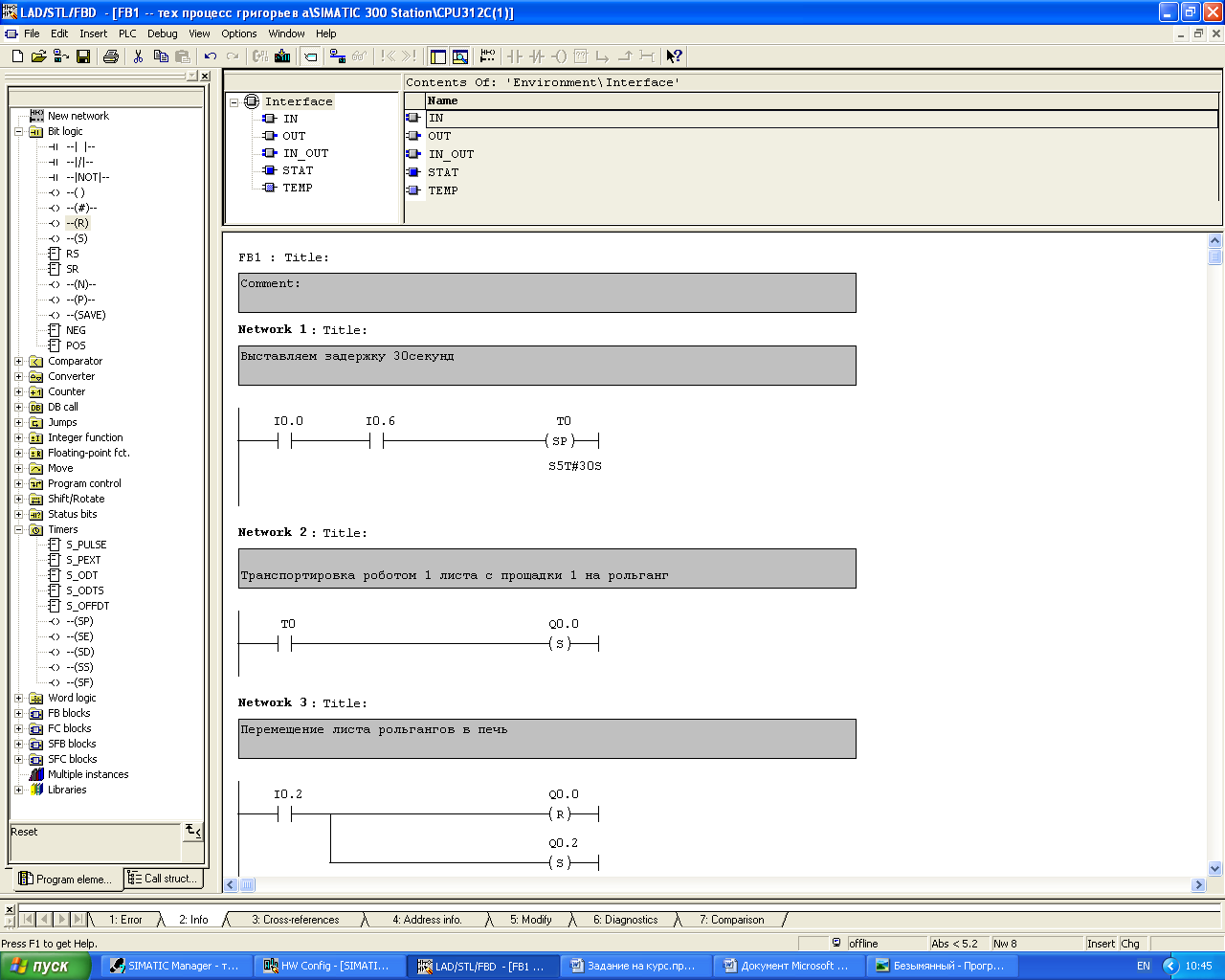 Рисунок 8 .Управляющая и тестовая программа 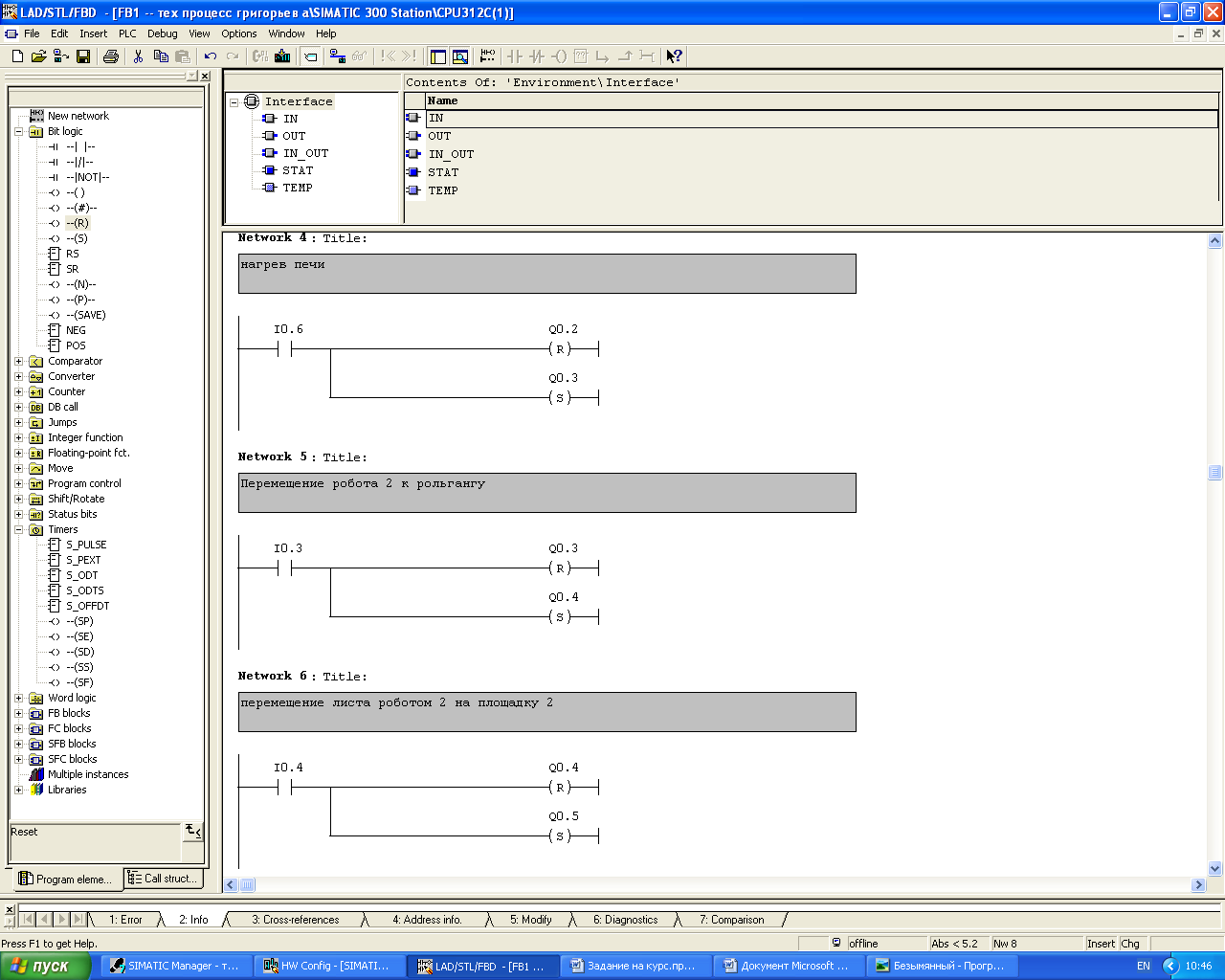 Рисунок 9 .Управляющая и тестовая программа 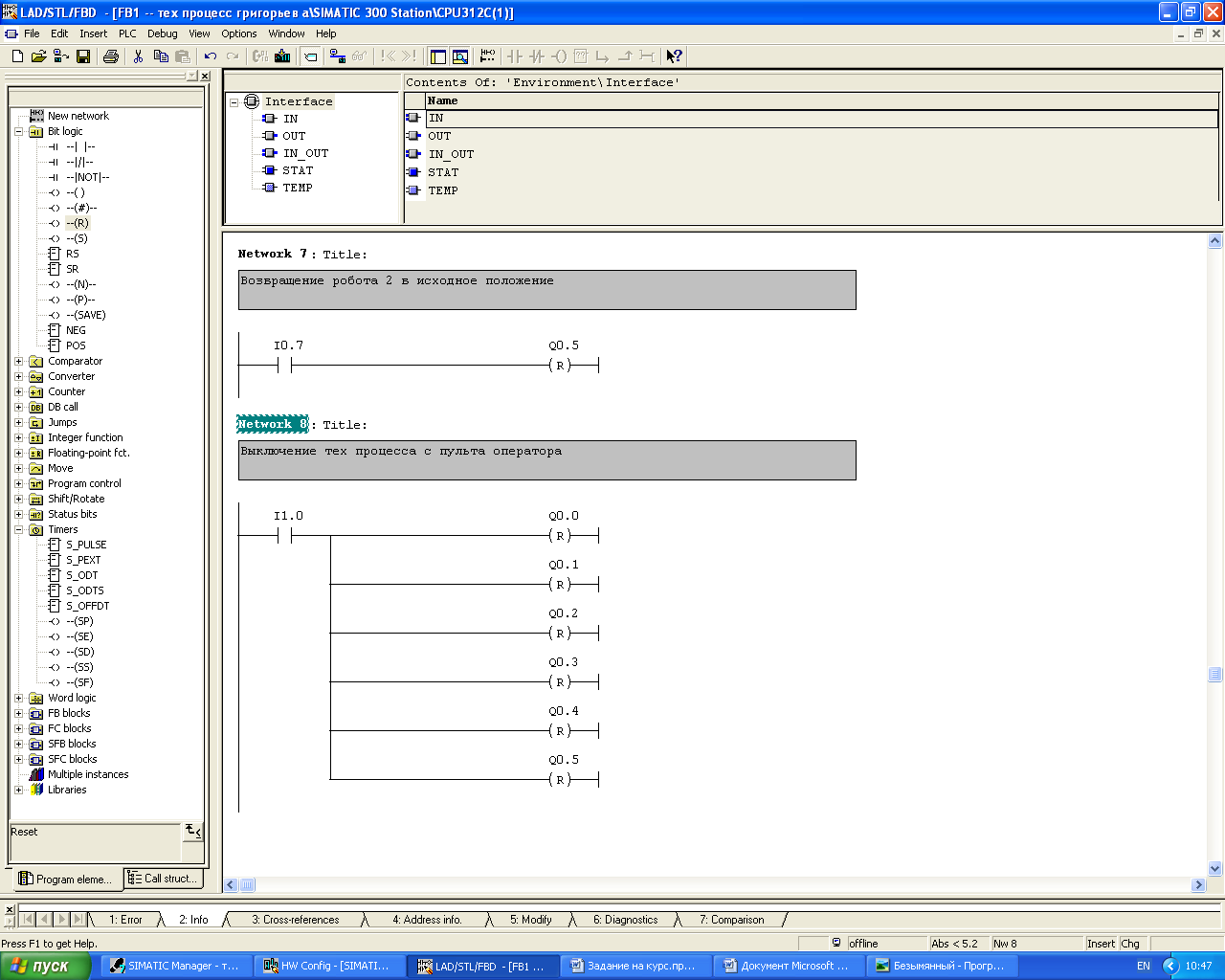 Рисунок 10.Управляющая и тестовая программа Рисунок 10.Управляющая и тестовая программаHMI С МЕМОСХЕМОЙ И ПАНЕЛЯМИ ИНДИКАЦИИ И УПРАВЛЕНИЯ, РАЗРАБОТАННЫЙ В СРЕДЕ ПРОЕКТИРОВАНИЯ TRACE MODE Пульт оператора, Пользовательский интерфейс в TRACEMODE 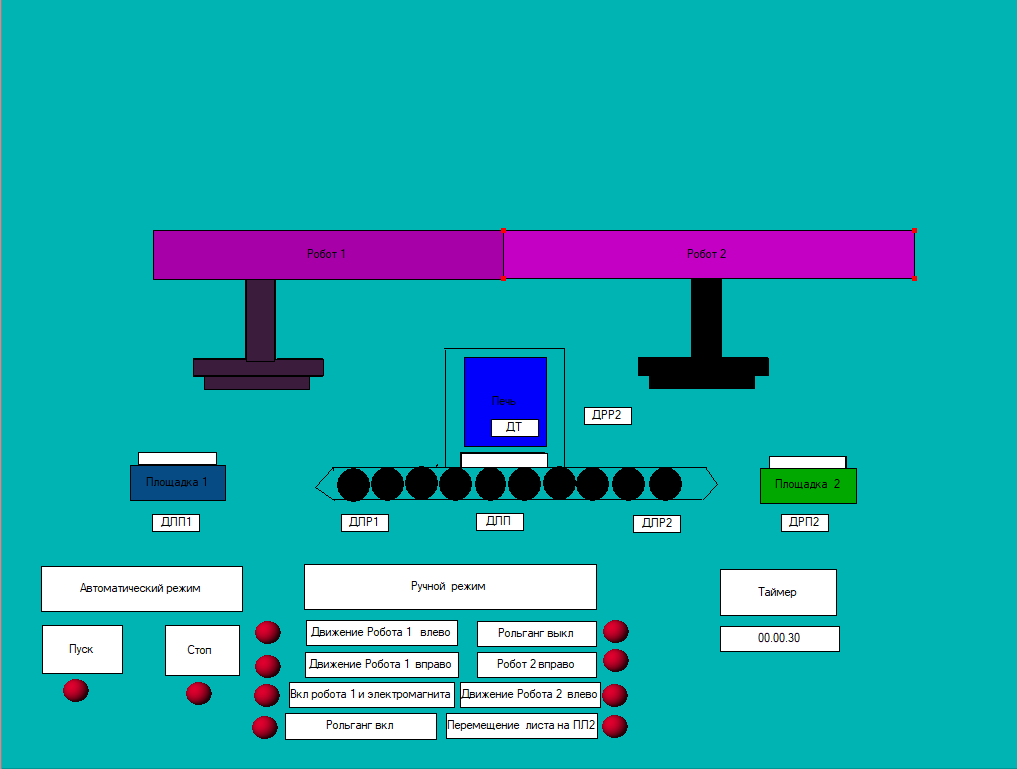 Рисунок 11. HMI с мнемосхемой(TRACE MODE) Рисунок 11. HMI с мнемосхемой(TRACE MODE)ЗАКЛЮЧЕНИЕ В ходе работы была разработана система автоматизации для следующего технологического процесса: по сигналу с пульта оператора с задержкой 20 секунд робот перемещает лист железа с площадки 1 на рольганг. Рольганг перемещает лист в печь. После нагрева листа до заданной температуры рольганг перемещает его из печи до площадки 2. Второй робот перемещает лист на площадку 2 для охлаждения до заданной температуры. Обеспечить возможность выключения техпроцесса с пульта оператора. СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ Википедия (Электронный ресурс): свободная энциклопедия.- Текстовые дан. и фот. –Режим доступа: http://ru.wikipedia.org/Программируемый_логический_контроллер/ Программируемый контроллер Simatic S7-300 https://www.siemens-pro.ru/components/s7-300.htm SCADA TRACE MODE http://www.adastra.ru/products/dev/scada/ Программирование с помощью Step 7 (Siemens) http://support.industry.siemens.com/dl/files/056/18652056/att_70835/v1/STEP7V53_Programming_r.pdf Компас 3-D Обучающие Материалы https://kompas.ru/publications/video/ |
