|
Патент Желтов Сергей итоговый. Реферат контрольная работа, 42л.,20 табл
Таблица 3 – Резинокордный компенсационный патрубок - задвижка
1
|
Номер патента
|
RU 2 282 769 C1
|
2
|
Название патента
|
Резинокордный компенсационный патрубок - задвижка
|
3
|
Авторы патента
|
Трибельский Иосиф Александрович (RU),
Адонин Виталий Андреевич (RU),
Трибельский Михаил Иосифович (RU),
Брейтер Юрий Лазаревич (RU)
|
4
|
Патентообладатель(и)
|
Трибельский Иосиф Александрович (RU)
|
5
|
Дата публикации
|
27.08.2006
|
6
|
Область техники
|
Изобретение относится к конструкции резинотехнических изделий, предназначенных для перекрытия трубопроводов: канализационных, водопроводных, нефтегазовых , для агрессивных жидкостей и газов, абразивных шламовых порошков, вызывающих коррозию и отложения на стенках трубопроводов в случае их засорения, аварии, разрыва, для последующего ремонта с целью предотвращения утечек и разлива и может быть использовано в жилищно-коммунальной службе, в нефтегазовой и нефтеперерабатывающей, бумажной и целлюлозной промышленности , минералоперерабатывающей промышленности , а также на магистральных трубопроводах.
|
7
|
Техническая задача, решаемая патентом
|
Техническим результатом заявляемого изобретения является устранение указанных недостатков, упрощение конструкции и изготовления, повышение долговечности и прочности резинокордного компенсационного патрубка- задвижки , обеспечение компенсирующей способности, что позволит гасить вибрации и шум, монтажные и тепловые смещения соединяемых трубопроводов.
|
8
|
Сокращенное описание в статике и динамике устройства
|
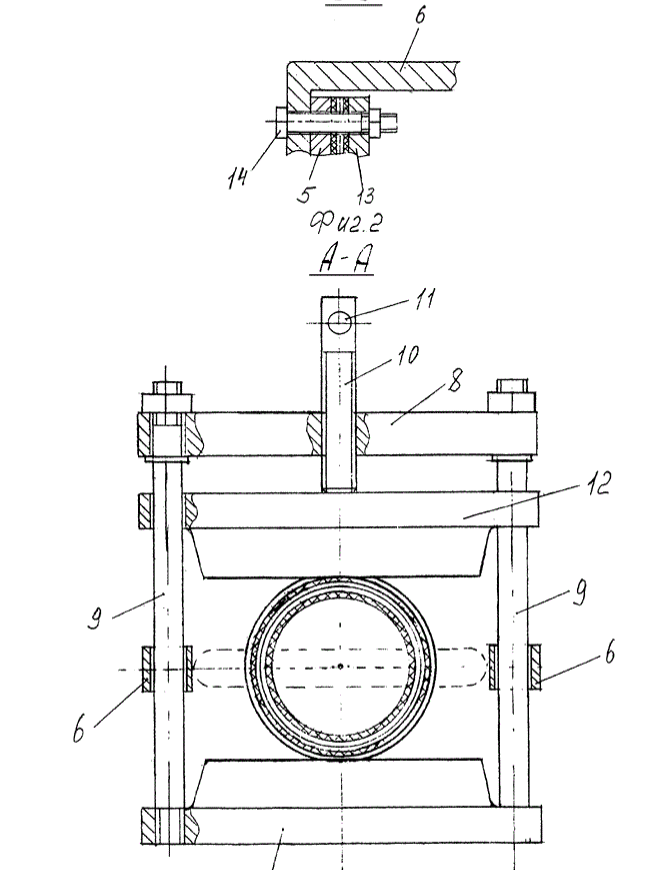
Резинокордный патрубок- задвижка , содержащий патрубок и пережимающее устройство, отличающийся тем, что патрубок- задвижка выполнен в виде компенсирующего радиальные и осевые смещения трубопроводов эластичного цилиндра с бортами, закрепленными на фланцах трубопровода без жесткого металлического корпуса, стенка которого армирована слоями нитей корда, расположенными под углом 40-70° к оси цилиндра, при этом в зоне пережима на длине 30-40 мм толщина покровного резинового слоя уменьшена и составляет 1,0-1,5 мм, а пережимающее устройство закреплено на одном из фланцев трубопровода двумя кронштейнами и содержит нижнюю и верхнюю траверсы, соединенные боковыми стойками, и винт с рукояткой, на конце которого установлена пережимная планка.
|
9
|
Основные рисунки
|
|
10
|
Международная патентная классификация (МПК)
|
F16K 7/06 (2006.01)
|
Таблица 4 – Способ ликвидации парафино-гидратных пробок в нефтегазовых скважинах и устройство для его осуществления
1
|
Номер патента
|
RU 2 398 956 C1
|
2
|
Название патента
|
Способ ликвидации парафино-гидратных пробок в нефтегазовых скважинах и устройство для его осуществления
|
3
|
Авторы патента
|
Кузнецов Владимир Александрович (RU)
|
4
|
Патентообладатель(и)
|
Общество с ограниченной ответственностью "НТ" (RU)
|
5
|
Дата публикации
|
10.09.2010
|
6
|
Область техники
|
Изобретение относится к нефтяной промышленности и может быть использовано для ликвидации парафино-гидратных пробок в нефтяных и газовых скважинах с фонтанным, газлифтным и механическим способом добычи.
|
7
|
Техническая задача, решаемая патентом
|
Назначением изобретения является усовершенствование технологического процесса ликвидации пробок во внутреннем пространстве НКТ и затрубном пространстве в полностью закупоренной нефтяной или газовой скважине. Решаемой технической задачей при этом является приведение скважины в рабочее состояние без глушения скважины и применения подземного ремонта с подъемом колонны НКТ. Достигаемым техническим результатом по сравнению с ближайшим аналогом при практическом применении разработанных способа ликвидации парафино-гидратных пробок в нефтяных и газовых скважинах и устройства для его осуществления является снижение себестоимости, повышение эффективности ликвидации парафино-гидратных пробок и обеспечение безопасности выполняемых работ.
|
8
|
Сокращенное описание в статике и динамике устройства
|
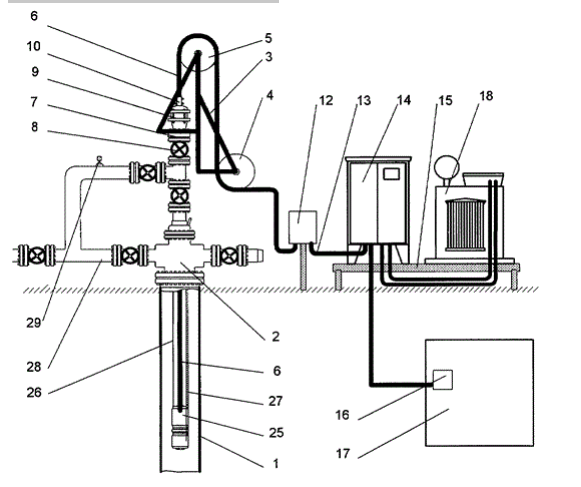
При осуществлении способа погружают линейный грузонесущий нагревательный кабель во внутреннее пространство колонны насосно-компрессорных труб, нагревают его до максимально возможной рабочей температуры. При этом проводят выматывание кабеля с барабана на поготовленную площадку для отвода тепла от кабеля на поверхности, через роликовую консоль с опорным и направляющим роликами опускают кабель на верхнюю границу пробки, герметизируют устье с помощью устьевого сальника. С помощью системы управления нагревом кабеля поддерживают максимальную рабочую температуру кабеля в скважине, осуществляют при этом контроль температуры на конце кабеля и средней температуры нагрева кабеля. Снижается себестоимость, повышается эффективность ликвидации парафино-гидратных пробок, обеспечивается безопасность выполняемых работ.
|
9
|
Основные рисунки
|
|
10
|
Международная патентная классификация (МПК)
|
E21B 37/00 (2006.01)
|
Таблица 5 – Способ монтажа обводной линии трубопровода, находящегося под давлением
1
|
Номер патента
|
RU 2 527 924 C1
|
2
|
Название патента
|
Способ монтажа обводной линии трубопровода, находящегося под давлением
|
3
|
Авторы патента
|
Бакулин Денис Дмитриевич (RU)
|
4
|
Патентообладатель(и)
|
Открытое акционерное общество "Транссибирские магистральные нефтепроводы" (ОАО "Транссибнефть") (RU),
Открытое акционерное общество "Акционерная компания по транспорту нефти "Транснефть" (ОАО "АК "Транснефть") (RU)
|
5
|
Дата публикации
|
10.09.2014
|
6
|
Область техники
|
Изобретение относится к трубопроводному транспорту, а именно к способам монтажа обводных линий трубопроводов, и может быть использовано при ремонте магистральных нефтепроводов без остановки перекачки продукта (нефти).
|
7
|
Техническая задача, решаемая патентом
|
Задачей заявленного изобретения является разработка простого способа монтажа обводной линии трубопровода.
Технический результат заявленного изобретения заключается в упрощении способа, повышении оперативности монтажа и увеличении надежности монтируемой обводной линии.
|
8
|
Сокращенное описание в статике и динамике устройства
|
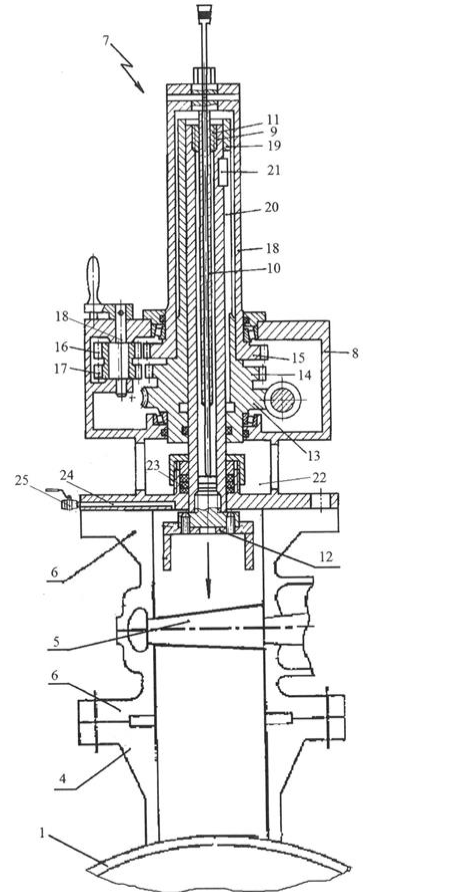
Способ монтажа включает установку на трубопровод муфтовых тройников, монтаж на тройники задвижек, снабженных фланцами, установку на фланцы задвижек устройств холодной вырезки отверстий, вырезку отверстий в трубопроводе посредством указанных устройств при открытых задвижках , закрытие задвижек , сброс избыточного давления из корпусов задвижек , демонтаж устройств вырезки, соединение фланцев задвижек обводной линией трубопровода. При этом используют устройство вырезки отверстий, содержащее корпус, размещенный в корпусе шпиндель, на конце которого установлен режущий инструмент в виде фрезы со сменными режущими пластинами, механизмы вращения и осевого перемещения шпинделя и средство герметизации шпинделя со стороны режущего инструмента.
|
9
|
Основные рисунки
|
|
10
|
Международная патентная классификация (МПК)
|
F16L 41/04 (2006.01)
B23B 41/08 (2006.01)
|
Таблица 6 – Задвижка клиновая сварная и способ её сборки
1
|
Номер патента
|
RU 2 774 560 C1
|
2
|
Название патента
|
Задвижка клиновая сварная и способ её сборки
|
3
|
Авторы патента
|
Уфимцев Владимир Анатольевич (RU),
Гурьянов Андрей Васильевич (RU),
Матвеев Александр Васильевич (RU)
|
4
|
Патентообладатель(и)
|
Общество с ограниченной ответственностью "Армтехстрой" (RU)
|
5
|
Дата публикации
|
21.06.2022
|
6
|
Область техники
|
Изобретение относится к машиностроению, а именно к арматуростроению, в частности к задвижкам трубопроводной арматуры, предназначенным для использования на технологических линиях нефтегазодобывающей и нефтеперерабатывающей промышленности, жилищно-коммунального хозяйства, а именно в трубопроводах для различных рабочих сред.
|
7
|
Техническая задача, решаемая патентом
|
Задачей настоящего изобретения является расширение арсенала технических средств путем создание облегченной задвижки из стандартных элементов с использованием метода сварки.
Технический результат проявляется в уменьшении весовых характеристик, сокращении трудоемкости изготовления, оперативности сборки корпуса клиновой задвижки , с сохранением герметичности.
|
8
|
Сокращенное описание в статике и динамике устройства
|
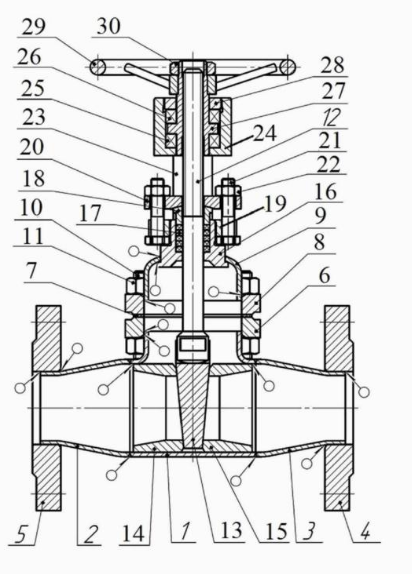
Задвижка клиновая сварная, содержащая корпус, крышку, шток, на одном конце которого закреплен клин, а на противоположном - маховик, при этом на штоке размещены сальниковый узел, стойка и подшипниковый узел, отличающаяся тем, что корпус выполнен в виде тройника, к боковым ответвлениям последнего приварены переходники, на одном из концов которых приварены фланцы, к центральному ответвлению приварен соединительный фланец, на котором установлен, посредством прокладки, дополнительный соединительный фланец, к последнему приварена заглушка эллиптическая, оснащенная центральным отверстием, при этом в центральном отверстии установлен сальник сальникового узла.
Способ сборки задвижки клиновой сварной по п. 1, характеризующийся тем, что стандартные элементы конструкции: тройник, переходники, заглушку эллиптическую выполняют методом ковки или штамповки, в заглушке эллиптической выполняют центральное отверстие, затем закрепляют методом сварки в боковых ответвлениях тройника седла и переходники, к концам которых приваривают фланцы, после чего приваривают к центральному ответвлению соединительный фланец, последний опосредованно соединяют с дополнительным соединительным фланцем, к которому приваривают заглушку эллиптическую, затем между седел размещают клин со штоком, на последнем располагают посредством сальника сальниковый узел, с помощью стойки подшипниковый узел и закрепляют маховик.
|
9
|
Основные рисунки
|
|
10
|
Международная патентная классификация (МПК)
|
F16K 3/12 (2006.01)
| |
|
|
 Скачать 1.93 Mb.
Скачать 1.93 Mb.