Реферат Выпускная квалификационная работа 84 с., 6 рис., 38 табл., 43 источников, 10 листов демонстрационного материала (слайдов).
 Скачать 0.67 Mb. Скачать 0.67 Mb.
|

|
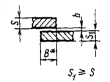
Зная катет шва определяем площадь поперечного сечения наплавленного металла по формуле: 2 2 k 5 F = = =12,5 мм , 2 2(20) 2 н где k – катет углового шва, мм. Силу сварочного тока Iсв рассчитаем по формуле (6): 31 2 2 ×d 3,14×1,2 I = ×j= ×150=170 А, π эл(21) св принимаем Iсв = 170 А. 4 4 Определяем оптимальное напряжение дуги по формуле (10): -3 50×10 U =17+ ×170±1=25±1 В 1,2, д принимаем напряжение, согласно рекомендации [9], U =24 д В . Определим коэффициент формы провара по формуле (11): 1,2×24 ψ =0,92×(19-0,01×170)× =2,7 пр 170. Для механизированной сварки значения Ψпр должны составлять 0,8…4,0, в нашем случае, значение коэффициента находится в данном интервале, следовательно, режимы подобраны верно. Подставим известные значения плотности тока jв формулу (14), получим: -2 -4 2 ψ =-4,72+17,6 п ×10 ×200-4,48×10 ×200 =12,56 %. Для того чтобы определить коэффициент наплавки нам необходимо рассчитать коэффициент расплавления αрпо формуле (15): 1,5 α =9,05+3,1×10 × 170× =13,26 гА×ч 0,12, -3 р 2 величину вылета электрода l принимаем 1,5 см, согласно рекомендации [9]. Тогда коэффициента наплавки н aсогласно формуле (13): α =13,26×(1-0,126)=11,6 . гА×ч н Скорость сварки по формуле (12) получаем: 11,6×170 V = 0,56 см/с=20 м/ч, св 3600×7,8×0,125≈ Определяем скорость подачи электродной проволоки по формуле (16): 13,26×170 V = 7 см/с=255 м/ч , 3600×7,8×1,13×10≈ пэл -2 32 Для проверки правильности расчётов определяют глубину проплавления, подставим полученные значения параметров режима в формулу (17): 5829 Η 0,0076 0,35 = ⋅ = 2,7 Расчет нахлесточного соединения типа Н1 Таблица 12– Конструктивные элементы сварного соединения, мм [10]
Расчет нахлесточного соединения аналогичен тавровому, поэтому принимаем режимы сварки полученные в предыдущем разделе. Расчет таврового соединения типа Т1 Таблица 13 – Конструктивные элементы сварного соединения, мм [10]
Зная катет шва определяют площадь поперечного сечения наплавленного металла по формуле (20): 2 10 F = =50 мм . 2 н 2 Силу сварочного тока Iсв рассчитаем по формуле (21): 33 2 3,14×1,2 I = ×200=226 А, св 4 принимаем Iсв = 230 А. Определяем оптимальное напряжение дуги по формуле (10): -3 50×10 U =17+ ×230±1=27±1 В 1,2, д принимаем напряжение, согласно рекомендации [9], U =24 д В . Определим коэффициент формы провара по формуле (11): 1,2×24 ψ =0,92×(19-0,01×230)× =1,9 | ||||||||||||||||||||||||||||||||||||||