Реферат Выпускная квалификационная работа 84 с., 6 рис., 38 табл., 43 источников, 10 листов демонстрационного материала (слайдов).
 Скачать 0.67 Mb. Скачать 0.67 Mb.
|

|
Карта технологического процесса сварки (наплавки) контрольного сварного соединения
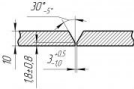
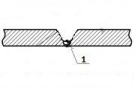
Эскиз контрольного сварного соединения
Технологические параметры сварки
75 Дополнительные технологические требования по сварке сварка корня шва: 1. Вылет электродной проволоки при сварки корневого шва должен составлять от 10 до 15 мм. Допускается вылет до 20 мм, 2. Значение параметра горячего старта 1,5-3,0. 3. В положении 0.00-1.00 (1.30) час сварка осуществляется с небольшими поперечными колебаниями без задержки на кромках. В положении 1.00(1.30) - 6.00 час сварка осуществляется без поперечных колебаний. 4. Зачистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 15 мм. 5. Удалить усиление наружных продольных швов до величины от 0 до 0,5 мм на участке шириной от 10 до 15 мм от торца трубы. 6. Контрольный образец должен иметь в каждом слое не менее одного прерывания процесса сварки с последующим возобновлением в этом месте. 7. Зажигание дуги необходимо производить в разделке шва или на наплавленном металле. Зажигать дугу на основном металле запрещается. 8. Зажигание дуги необходимо производить в разделке шва или на наплавленном металле. Зажигать дугу на основном металле запрещается. 9. Запрещается выполнение ремонта корневого слоя шва с применением шлифования и (или) сварки. 10. Если кем либо из представителей аттестационной комиссии будет обнаружено нарушение требований данной технологической карты – КСС снимается с аттестации. Требования к контролю качества контрольных сварных соединений
76 ФИО сварщика(ов): Приложение Б Карта технологического процесса сварки контрольного сварного соединения Клеймо(а):__________ _____________________________ _____________________________ Способ сварки: РД Наименование НД по сварке: СТО Газпром 2- 2.2-136-2007 ___________________ |