Реферат Выпускная квалификационная работа 84 с., 6 рис., 38 табл., 43 источников, 10 листов демонстрационного материала (слайдов).
 Скачать 0.67 Mb. Скачать 0.67 Mb.
|

|
NPV руб ( ) ( ) ( ) ( ) ( ) Расчет срока окупаемости осуществляем по формуле: n =n+(Дn/Дn+1), (33) ок где n – расчетное значение срока окупаемости; Дn – непокрытая часть накопленного денежного потока в год n; Дn+1 – денежный поток в году n+1, направленный на возмещение непокрытой части данного потока. n=0+(189000/1132187)=0,2 года. ок Расчет индекса доходности проведем по формуле: РI=1+(NPV/I0)=(6280864/189000)+1=34 Формально проект признается эффективным если PI>1.0, построим график окупаемости. 53 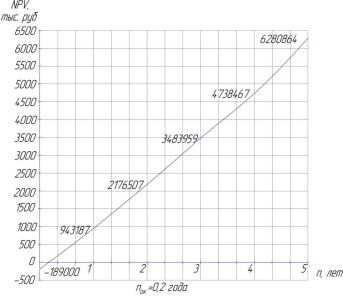 Рисунок 5 – График срока окупаемости инвестиционных затрат Проведен технико–экономический анализ процесса сварки приспособления для сварки контрольных образцов. По затратам сварка одного изделия в среде защитных газов обходится 1256,2 руб/изд, а годовой экономический эффект от применения данного приспособления составляет 289133 руб/год. Учитывая условия когда необходимо привлечение инвестиций на приобретение соответствующего оборудования, использование механизированной сварки в среде углекислого газа тоже выгодно. Так как срок окупаемости при ставке дисконтирования i = 10 % , РР = 0,2 года. Чисто текущая стоимость NPV > 0, что говорит о том, что доходности при внедрении этого проекта в рассматриваемый период (5 лет) очень высокая. Индекс доходности при ставке дисконтирования i = 10 % , PI = 34, а проект считается эффективным, если PI > 1,0. Из показателей экономической оценки инвестиций можно сделать вывод, что применений механизированной сварки в среде углекислого газа для изготовления приспособления выгодно. 54 5 Социальная ответственность 5.1 Производственная безопасность Общий размер сварочного отделения ГАЦ ЗСР «НАКС» составляет 120 м2. Рабочее место на сварочном участке по проведению аттестации, составляет 5 м2. Следует отметить, что площадь одного рабочего места сварщика не должна быть меньше 4,5 м2. Техническое оснащение включает в себя следующее оборудование: сварочный полуавтомат Сварог MIG 350. 5.1.1 Опасные производственные факторы при сварке К опасным производственным факторам относятся воздействие электрического тока, искры и брызги, выбросы расплавленного металла и шлака; возможность взрыва баллонов и систем, находящихся под давлением; движущиеся механизмы и изделия [20]. Неправильная эксплуатация электрооборудования может привести к поражению электрическим током. Применение открытого газового пламени, открытых дуг и струй плазмы, наличие искр, брызг и выбросов расплавленного металла и шлака при сварке создают возможность ожогов и повышают опасность возникновения пожара. Опасность создают использование при сварке и резке горючих газов и кислорода, а также эксплуатация сосудов, работающих под давлением. Движущиеся машины и механизмы изделия при отсутствии защитных устройств могут привести к травмированию рабочих [20]. 5.1.2 Вредные производственные факторы К вредным производственным факторам при сварке относятся: повышенная запыленность и загазованность воздуха рабочей зоны; ультрафиолетовое, видимое и инфракрасное излучение сварочной дуги, а также инфракрасное излучение сварочной ванны и свариваемых изделий; электромагнитные поля; ионизирующие излучения; шум; ультразвук; статическая нагрузка на руку. 55 При сварке в зону дыхания рабочих могут поступать сварочные аэрозоли, содержащие в составе твердой фазы окислы различных металлов (марганца, хрома, никеля, меди, алюминия, железа и др.), их окислы и другие соединения, а также токсичные газы (окись углерода, озон, фтористый водород, окислы азота и др.). Количество и состав сварочных аэрозолей, их токсичность зависят от химического состава сварочных материалов и свариваемых металлов, вида технологического процесса. Воздействие на организм выделяющихся вредных веществ может явиться причиной острых и хронических профессиональных заболеваний и отравлений [21]. Интенсивность излучения сварочной дуги в оптическом диапазоне и его спектр зависят от мощности дуги, применяемых материалов и защитных газов. При отсутствии защиты возможны поражения органов зрения и ожоги кожных покровов. 5.1.3 Мероприятия по устранению опасных и вредных факторов При выборе технологического процесса следует отдавать предпочтение тому, при котором будет обеспечена большая безопасность труда. Необходимо использовать сварочные материалы, которые выделяют вредные вещества в ограниченном количестве. Не допускается использование сварочных материалов, не прошедших гигиеническую оценку. При проектировании и эксплуатации предприятий со сварочным производством должны быть приняты меры по профилактике производственного травматизма и профессиональных заболеваний, в первую очередь по уничтожению вредных и опасных производственных факторов, а если ликвидация вредных и опасных факторов затруднена технически или экономически, по их нейтрализации и защите от них [22]. Санитарно-гигиенические условия и обязательные мероприятия по охране труда в сварочном производстве регламентируются «Системой стандартов безопасности труда», «Строительными нормами и правилами» (СНиП), правилами техники безопасности и производственной санитарии, различными инструкциями, указаниями и другими документами. 56 Все лица, поступающие на работу, связанную с электросваркой, должны проходить предварительные и периодические медицинские осмотры. Кожу защищают обычной рабочей одеждой, лицо и часть шеи - щитком или шлемом. Глаза защищаются специальными темными стеклами - светофильтрами, которые вставляют в щиток или шлем. Эти стекла совсем не пропускают ультрафиолетовые лучи, а инфракрасные пропускают в пределах от 0.1 до 4 %, что не оказывает вредного влияния на зрение сварщика. Помимо ожогов лучами электрической дуги, сварщику могут быть причинены ожоги брызгами расплавленного металла. Чтобы избежать ожогов, необходимо надевать рабочую одежду из плотной брезентовой материи. Одежда не должна иметь складок. Брюки надо носить только на выпуск [22]. При выполнении сварочных работ по изготовлению приспособления в результате выгорания элементов легирования повышается загазованность рабочего места для предотвращения этого необходимо устанавливать устройства вытяжной вентиляции в зоне дыхания сварщика. Выбрасывать воздух нужно за пределы рабочих зон. Для удаления газов и пыли применяется как местная вентиляция рабочего места, так и приточно вытяжная вентиляция всего помещения. Приточный воздух должен поступать рассеяно в рабочую зону помещений, а также там, где вытяжная вентиляция осуществляется посредством местных отсосов. Скорость движения воздуха на рабочих местах должна быть не более 0.3 м/с согласно [22]. Во всех производственных помещениях, в которых постоянно пребывают люди, должно быть предусмотрено естественное освещение. При недостаточности естественного освещения в дневное время, применяют искусственное освещение. Общее освещение может быть равномерным или локализованным. 57 5.1.4 Воздушная среда и микроклимат. Вентиляция Нормы производственного микроклимата установлены систем» стандартов безопасности труда ГОСТ 12.1.005-88 «Общие санитарно - гигиенические требования к воздуху рабочей зоны» [26]. В этих нормах отдельно нормируется каждый компонент микроклимата в рабочей зоне производственного помещения: температура, относительная влажность, скорость воздуха в зависимости от способности человека к акклиматизации в разное время года, характера одежды, интенсивности производственной работы и характера тепловыделений в рабочем помещении. Вредными основными веществами, выделяющимися при сварке сталей, являются: окись углерода, хром, марганец и фтористые соединения. В таблице 36 представлены классы опасностей вредных веществ выделяющихся при сварке сталей [20]. Таблица 36- Классы опасностей вредных веществ выделяющихся при сварке сталей [20]
Согласно ГОСТ 12.1.005-88 [26] предельно допустимая концентрация (ПДК) вредных веществ в воздухе рабочей зоны производственных помещений не должна превышать величин, указанных в таблице 36. В сварочных цехах на стационарных рабочих постах, а также, где это возможно, на нестационарных постах следует устанавливать местные отсосы. Скорость движения воздуха, создаваемая местными отсосами у источников выделения вредных веществ, должна соответствовать нормам, приведенным в таблице 37. 58 Таблица 37 - Скорость движения воздуха, создаваемая местными отсосами у источников выделения вредных веществ [20]
Количество вредных веществ, локализуемых местными отсосами составляет для вытяжных шкафов не более 90%, а для местных отсосов других видов не более 75%. Оставшиеся количество вредных веществ (10 - 20%) должно разбавляться до ПДК с помощью общеобменной вентиляции [20]. В нашем случае рабочее место сварщика по ПДК, относится к 2 классу опасности. 5.1.5 Электробезопасность Причинами электротравматизма являются [21]: - появление напряжения там, где его в нормальных условиях быть не должно (на корпусах оборудования, на металлических конструкциях сооружений и т.д.); чаще всего это происходит вследствие повреждения изоляции; - возможность прикосновения к неизолированным токоведущим частям при отсутствии соответствующих ограждений; - воздействие электрической дуги, возникающей между токоведущей частью и человеком в сетях напряжением выше 1000 В, если человек окажется в непосредственной близости от токоведущих частей; - прочие причины: несогласованные и ошибочные действия персонала, подача напряжения на установку, где работают люди, оставление установки под напряжением без надзора, допуск к работам на отключенном электрооборудовании без проверки отсутствия напряжения и т.д. Основными мерами защиты от поражения электрическим током являются: 59 обеспечение недоступности токоведущих частей, находящихся под напряжением, для случайного прикосновения, что достигается изоляцией токоведущих частей; устранение опасности поражения при появлении напряжения в корпусе, кожухе и других частях машины для дуговой сварки плавлением, что достигается использованием двойной изоляции, а также применением защитного заземления; работа без заземления корпуса категорически запрещается. Во время работы необходимо систематически проверять надежность заземления. Для быстрого отключения от сети необходимо обеспечить легкий доступ к рубильникам, кнопкам и другим отключающим устройствам. Проведем расчет защитного заземления для оборудования, которое работает под напряжением 380 В. Для заземления используем трубы диаметром 45 мм с толщиной стенки равной 2,5 мм и длиной 2,7 метра, и полосовую сталь сечением 48х4 мм. Заземлители разместим в ряд. Характер грунта в месте установления заземлителей – суглинок [23]. В соответствии с рекомендацией трубчатые заземлители устанавливаем в земле на глубину (от поверхности земли до верхнего конца трубы) равную 80 см, а величину расстояния между трубами принимаем равной трем длинам заземлителя (а = 8,1 м). верхние концы заземлителя соединены с помощью полосовой стали. Схема установки приведена на рисунке 6. м 8 , 0 = h м 7 , 2 = l a = 8 , 1 м a = 8 , 1 м a = 8 , 1 м Рисунок 6 - Расчет защитного заземления 60 По нормам для нашего случая допускаемое сопротивление заземлителей не более 4 Ом, а удельное сопротивление грунта (суглинок) составляет рг = 1 ×104 Ом. Учитывая возможное промерзание грунта зимой и просыхание летом, определим расчетные значения удельного сопротивления грунта для полосы ρп и для электродов ρэ, которые определяются по формулам: ρэ = ρr ×Kэ, (34) ρп = ρr ×Kп, (35) где Кэ, Кп – повышающие коэффициенты для соответствующей климатической зоны. Принимаем Кэ = 1,9 и Кп = 4,5 Подставляя эти значения в формулу мы получим: ρэ = 1×104×1,9 = 1,9 ×104 Ом см, ρп = 1×104×4,5 = 4,5 ×104 Ом см. Сопротивление растеканию одной забитой в землю трубы Rэ (Ом) определяется по формуле: ρ Ry In y44 ⎜⎝⎛−+ 2 λ λ h ⎟⎠⎞ 2, (36) = +λ πλ d 0.5 In h Ry In In × × × + ⎛ ⎞ 1.9 10 2 270 4 215 270 0.5 58.2 4 = + = ⎜ ⎟ 2 3.14 270 4.5 4 215 270 × × × − ⎝ ⎠ При вычислении по приближенной формуле: Rэ = 0,00302 ×ρэ = 0,00302 ×1,9 ×104= 58,1 Ом Принимаем Rэ = 58.2 Ом. Потребное число трубчатых заземлителей определяется по формуле: Ry 58.2 n = , (37) cr n 14.55шт = = 4 Учитывая, что трубы соединены заземляющей полосой, которая выполняет роль заземлителей, уменьшим полученное число труб до 12 штук. 61 Длина соединительной полосы определяется по формуле: In = 1.05×a×(n - 1), (38) In = 1.05×8,1×( 12 – 1 ) = 93,55 м. Сопротивление соединительной полосы определяется по формуле: ρ λ 2 2 × R Inni b = × I I × × ×, (39) I 2 π λ I 4 2 4.5 10 9355 100 × R In I м = × = 2 3.14 9355 80 4 × × × Результирующее сопротивление растеканию системы с учетом коэффициента использования труб (ηэ = 0.82) и полосы (ηп = 0.76) определяется по формуле: R R RR R n η η × =× + × ×, (40) Y I N Y I I I 58.2 10 4 RN× = = × + × ×Ом. 58.2 0.76 10 0.82 12 Полученная величина удовлетворяет нормам. Все оборудование сварочных участков должно соответствовать «Правилам устройства электроустановок» (ПУЭ) [27] и действующим ГОСТ 12.1.007.0–75 «Система стандартов безопасности труда. Оборудование электрическое. Общие требования безопасности» [28] и ГОСТ 12.2.007.8–75 «Система стандартов безопасности труда. Оборудование электросварочное и для плазменной обработки. Требование безопасности» [29], а его эксплуатация – «Правилами технической эксплуатации электроустановок потребителей и правилами техники безопасности при эксплуатации электроустановок потребителей». Кроме того, следует выполнять указания по эксплуатации и безопасному обслуживанию электросварочных установок, имеющихся в инструкциях заводов изготовителей. Исход воздействия тока зависит от ряда факторов, в том числе от значения и длительности протекания тока через тело человека. (Чем больше ток и продолжительнее его действие, тем больше вероятность тяжелого или 62 смертельного исхода), рода и частоты тока (постоянный ток примерно в четыре-пять раз безопаснее переменного тока с частотой 50 Гц) и индивидуальных свойств человека. Производственное помещение, в котором размещается сварочное оборудование, из–за наличия токопроводящего железобетонного пола и металлической пыли, образующейся в результате плавления, относится к особо опасным. Обслуживание электроустановок поручается лицам, прошедшим медицинский осмотр и специальное обучение. Каждый работник обязан знать, как оказать первую помощь пострадавшему от действия электрического тока. 5.1.6 Пожарная безопасность Пожары на предприятиях и монтажных площадках представляют большую опасность для работающих и могут причинить огромный материальный ущерб [25]. Опасными и вредными факторами пожара, воздействующими на людей, являются: открытый огонь, повышенная температура окружающей среды и предметов, токсичные продукты горения, дым, пониженная концентрация кислорода, падающие части строительных конструкций; при взрыве – ударная волна, разлетающиеся части и вредные вещества. Причины возникновения пожаров в сварочных цехах и монтажных площадках предприятий следующие: нарушение технологического режима; неисправность электрооборудования; самовозгорание промасленной ветоши и других материалов, склонных к самовозгоранию; искры при электросварочных работах; несоблюдение графика планового ремонта, износ и коррозия оборудования; 63 реконструкция установок с отклонением от технологических схем. Основы противопожарной защиты предприятий определены стандартами ГОСТ 12.1.004–76 «Пожарная безопасность» [30] и ГОСТ 12.1.010-76 «Взрывобезопасность. Общие требования» [31]. Этими стандартами возможная частота пожаров и взрывов допускается такой, чтобы вероятность их возникновения в течение года не превышала 10-6или чтобы вероятность воздействия вредных факторов на людей в течение года не превышала 10-6. Пожарная безопасность может быть обеспечена мерами пожарной профилактики. Понятие пожарной профилактики включает комплекс мероприятий, необходимых для предупреждения возникновения пожара или уменьшения его последствий. Мероприятия по пожарной профилактике разделяются на организационные, технические, режимные и эксплуатационные здания в сварочном производстве относятся ко второй степени огнестойкости сооружений, к категории Г. Для быстрой ликвидации пожара вблизи сварочного места всегда должны быть ящик с песком и лопата, а также ручной огнетушитель. Огнетушители, применяемые при тушении пожара на участках с электроустановками, должны быть углекислотными. На участке, в специально оборудованных местах, должно находиться не менее двух огнетушителей ОУ – 5. Пожарные краны, рукава, стволы, огнетушители и другие средства пожаротушения, необходимо содержать в исправности и хранить в определенных местах. 5.2 Экологическая безопасность Загрязнение окружающей среды промышленными предприятиями связано в большей степени с загрязнением воды, используемой для различных целей производства (для охлаждения оборудования, для термической обработки изделий и др.) и атмосферы. 64 Поэтому мероприятия по повышению экологической чистоты производства можно разделить на следующие группы: - охрана и рациональное использование водных ресурсов; - охрана и рациональное использование воздушного бассейна. Первая группа мероприятий направлена на создание сооружений по очистке сточных вод и применения систем оборотного водоснабжения. Вторая группа мероприятий связана с сооружением установок, для очистки воздуха, удаляемого вытяжкой вентиляцией из цехов промышленных предприятий. Одним из наиболее совершенных видов очистки газов от взвешенных в них частиц пыли являются электрофильтры. Их принцип основан на ударной ионизации газа в зоне коронирующего заряда, передачи заряда ионов частицам примесей и осаждении последних на осадительных и коронирующих электродах, с которых они затем удаляются механически. Также широкое применение для очистки газов от частиц пыли получили сухие пылеуловители – циклоны [20]. Для очистки технологических и вентиляционных выбросов от газов и паров применяют адсорберы. Адсорбция представляет собой процесс поглощения газов или паров поверхностью твердых веществ – адсорбентов. В качестве адсорбентов (поглотителей) применяют такие вещества, как глинозем, силикогель, активированный уголь и др. При разработке и внедрении технологических процессов предпочтение должно отдаваться безотходным и малоотходным технологиям. 5.3 Безопасность в чрезвычайных ситуациях Чрезвычайная ситуация – это совокупность исключительных обстоятельств, сложившихся в определенной зоне в результате чрезвычайного события техногенного, антропогенного и природного характера. Чрезвычайные ситуации разделяют на чрезвычайные ситуации мирного и чрезвычайные ситуации военного времени. 65 К чрезвычайным ситуациям мирного времени относятся транспортные аварии и катастрофы, аварии с выбросом сильнодействующих ядовитых веществ (СДЯВ), аварии с выбросом радиоактивных веществ, аварии с выбросом биологически опасных веществ, внезапные обрушения, наводнения, землетрясения и др. Чрезвычайные ситуации военного времени возникают в результате применения противником современных средств поражения, к которым относят оружие массового поражения (ядерное, химическое, биологическое) и современные обычные виды оружия, приближающиеся по своим поражающим факторам к ОМП [22]. Своевременное оповещение населения, организаций, органов управления о возникновении чрезвычайных ситуаций, как в мирное, так и в военное время, его достоверность и четкость, является одной из важнейших задач гражданской обороны (ГО). Основными принципами защиты при чрезвычайных ситуациях являются: укрытие населения в защитных укрытиях ГО (специальных убежищах, противорадиационных укрытиях) и других сооружениях, приспособленных для этих целей в конкретной ситуации (метро, подземные выработки, подземные пространства городов и др.); эвакуация населения из зон возможных стихийных бедствий, аварий, катастроф или при угрозе их возникновения, из зон национальных конфликтов и в военное время, рассредоточение рабочих и служащих предприятий, продолжающих свою производственную деятельность в зонах возможных сильных разрушений и эвакуация всего остального населения из этих зон в загородную зону; использование средств индивидуальной защиты (СИЗ) и медицинских средств защиты (МСЗ). 66 Таким образом, защита населения и хозяйства достигается путем сочетания комплекса основных способов защиты (укрытие, эвакуация, применение СИЗ и МСЗ). Организация и осуществление мероприятий противорадиационной, противохимической защиты населения возлагается на службу противорадиационной и противохимической защиты (ПР и ПХЗ), противобактериологической – на медицинскую службу ГО [22]. Эти службы обязаны: организовать радиационное, химическое и бактериологическое наблюдение, разведку и лабораторный контроль за соответствующими видами заражения и дозиметрический контроль облучения людей; обеспечить проведение санитарно-гигиенических, профилактических и противоэпидемических мероприятий; предотвратить потребление зараженного продовольствия и воды, обеспечить их обеззараживание; обеспечить правильное хранение, своевременную выдачу и надежное использование СИЗ и МЗС. Решение вопросов защиты населения от всех видов заражения зависит также от тесного взаимодействия указанных служб с другими службами ГО, в том числе, инженерной службы, службой убежищ и укрытий и др., так как защита населения зависит не только от своевременного обнаружения и оповещения о заражении или угрозе заражения, но и от умелого использования средств индивидуальной и коллективной защиты, других организационных и инженерно-технических мероприятий, осуществляемых в интересах защиты населения. Поэтому противорадиационная, противохимическая и противобактериологическая защита населения представляет собой сложный комплекс мероприятий, средств и способов защиты, осуществляемый с целью защиты населения от воздействия СДЯВ, ОВ, РВ в экстремальных ситуациях мирного и военного времени [22]. Противорадиационная, противохимическая и противобактериологическая защита населения основывается на принципах 67 изоляции органов дыхания и тела человека от вредных агентов, находящихся в окружающем воздухе (СДЯВ, ОВ, ВС и радиоактивной пыли) или фильтрации зараженного воздуха средствами защиты. Защита от внешнего гамма и нейтронного излучения строиться на принципах поглощения и экранизации ионизирующих излучений защитными сооружениями, производственными, жилыми и другими помещениями. На предприятиях, производственная деятельность, которых должна продолжаться в условиях радиоактивного, химического и бактериологического заражения, проводится герметизация основных производственных зданий и сооружений путем устройства тамбуров, герметизацией дверей, оконных и технологических проемов. В системах приточно-вытяжной вентиляции устанавливают фильтры и герметические задвижки, устанавливают устройства для обеззараживания воды, поступающей на хозяйственные, бытовые и производственные нужды. Создают запасы СИЗ, дезактивирующих и дезинфицирующих веществ, подготавливают технические средства для их применения [22]. Ликвидацию чрезвычайных ситуаций осуществляют силами и средствами организаций, органами местного самоуправления, органами исполнительной власти субъектов РФ, на территории которых сложилась чрезвычайная ситуация. При недостаточности этих сил и средств в установленном законодательством РФ порядке, привлекают силы и средства федеральных органов исполнительной власти. 5.4 Правовые и организационные вопросы обеспечения безопасности Правовую основу обеспечения безопасности жизнедеятельности составляют соответствующие законы и подзаконные акты, принятые представительными органами Российской Федерации (указы президента, постановления правительства РФ и входящих в неё государственных образований), местными органами власти и специально уполномоченными на то органами: - Министерство природных ресурсов РФ; 68 - Государственный комитет РФ по охране окружающей среды; - Министерство труда и социального развития РФ; - Министерство здравоохранения РФ; - Министерство РФ по делам гражданской обороны, чрезвычайным ситуациям и ликвидации последствий стихийных бедствий, и их территориальные органы [24]. В основе нормативно - правовых актов в области безопасности жизнедеятельности лежат: Конституция РФ, Трудовой кодекс РФ, Кодекс "Об административных правонарушениях", Гражданский кодекс РФ, Федеральный закон "Об основах охраны труд в РФ", Основы законодательства об охране здоровья граждан, Закон РФ "О санитарно - эпидемиологическом благополучия населения". Правовую основу охраны окружающей среды и обеспечения необходимых условий жизнедеятельности составляют: Закон РСФСР "Об охране окружающей природной среды", Водный кодекс РФ, Земельный кодекс РСФСР, законы РФ "О недрах", "Об экологической экспертизе", "Об охране атмосферного воздуха" [24]. В зависимости от области распространения всю документацию делят на: - Межотраслевую - Отраслевую - Локальную (документацию предприятий) Межотраслевые документы разрабатывают соответствующие организации и утверждает Министерство труда и социального развития РФ или Госстандарт России, а отраслевые - министерства, ведомства, органы Госнадзора России. Локальные документы по охране труда - инструкции, стандарты, разрабатывает и утверждает администрация предприятий совместно с профкомом. Перечень видов нормативно-правовых актов, содержащих государственные нормативные требования безопасности труда, утвержден постановление Правительства Российской Федерации (РФ) от 23.05.00 № 69 399-н содержит документы, приведенные в таблице 38. Таблица 38 - Виды нормативно-правовых актов по охране труда [24] Название документа Обозначение документа Межотраслевые правила по охране труда ПОТ РМ Межотраслевые типовые инструкции ТИ РМ Отраслевые инструкции по охране труда ПОТ РО Типовые отраслевые инструкции ТИ РО Правила безопасности ПБ Нормы радиационной безопасности НРБ Правила устройства и безопасной эксплуатации ПУБ Государственные стандарты системы стандартов безопасности труда ГОСТ Р ССБТ Строительные нормы и правила СниП Санитарные правила СП Санитарные нормы СН Санитарные правила и нормы СанПиН Правила устройства электроустановок ПУЭ Стандарты предприятия могут быть разработаны на систему управления охраной труда, на контроль охраны труда, на расследование травм и профзаболеваний, на проведение работ по нарядам - допускам и т.д. Инструкции по охране труда могут быть разработаны как на отдельные виды работ, так и для рабочих отдельных видов профессий. Они разрабатываются на основе типовых инструкций (межотраслевых, отраслевых), требований безопасности, изложенных в эксплуатационной и ремонтной документации, с учетом условий производства. Инструкции для рабочих разрабатывает руководитель работ, согласует ее с профкомом и утверждает ее у руководителя предприятия [24]. 70 Заключение В результате выполнения выпускной квалификационной работы, было разработано универсальное приспособление для сборки и сварки контрольных сварных соединений, для проведения ПЭ при аттестации специалистов сварочного производства. Разработанная конструкция приспособления позволяет собирать, перемещать, устанавливать и выполнять сварку образцов в любом пространственном положении, с минимальными усилиями и затратами времени при выполнении работ. По результатам, показателей экономической оценки инвестиций и достоинств приспособления, его применение в работе аттестационного центра предпочтительней не только с экономической точки зрения, но и с точки зрения процесса организации работ. Результаты проделанной работы показывают возможность использования данного приспособления для более быстрой и легкой сборки и сварки контрольных сварных соединений. Исходя из выше перечисленного, планируется предложить ООО «ГАЦ ЗСР НАКС» изготовить данную конструкцию универсального приспособления с целью облегчения процесса организации проведения практического экзамена при аттестации сварщиков. 71 Список используемых источников 1 РД 34.10.124-94. Инструкция по подготовке и хранению сварочных материалов. 2 ГОСТ 31447-2012 Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов. Технические условия 3 ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки 4 Акулов А.И., Бельчук Г. А., Деменцевич В.П. Технология и оборудование сварки плавлением. М.: Машиностроение, 1977. -432 с. 5 Э.Л. Макаров. Сварка и свариваемые материалы. М.: Металлургия, 1991. – 527с. 6 Сварка в машиностроении: Справочник. В 4-х т./Ред. С 24 кол.: Г.А.Николаева (пред.) и др. – М.: Машиностроение, 1978 - - Т.2/ Под ред. А.И Акулова. 1978. 462с., ил. 7 И. Гривняк. Свариваемость сталей. М.: Машиностроение, 1984.- 215с. 8 ГОСТ 8050-64 Двуокись углерода газообразная и жидкая. Технические условия 9 Трущенко Е.А. Расчёт режимов дуговой сварки. Методические указания к курсовому и дипломному проектированию. Изд-во Томского политехнического университета, 2008 - 41 с. 10 ГОСТ 14771-76 Дуговая сварка в защитном газе. соединения сварные. основные типы, конструктивные элементы и размеры 11 Электронный ресурс: http://www.tiberis.ru/ 12 Сварка в машиностроении: Справочник. В 4-х т./Ред. С 24 кол.: Г.А.Николаева (пред.) и др. – М.: Машиностроение, 1978 - - Т.1/ Под ред. Н.А.Ольшанского. 1978. 504с., ил. 13 Сварка в машиностроении: Справочник. В 4-х т./ Ред.С 24 кол.: Г.А.Николаева (пред.) и др. – М.: Машиностроение, 1978 - - Т.4/ Под ред. А.И.Акулова. 1978. 462с., ил. 14 Электронный ресурс: http://www.tiberis.ru/ 72 15 Сварка в машиностроении: Справочник. В 4-х т./ Ред. кол.: Г.А.Николаева (пред.) и др. – М.: Машиностроение, 1979 - Т.3/ Под ред. В.А. Винокурова. 1979. 567с., ил. 16 РД 153-006-02 Руководящий документ. Инструкция по технологии сварки при строительстве и капитальном ремонте магистральных нефтепроводов 17 А.Д. Гитлевич и др. Техническое нормирование технологических процессов в сварочных цехах – М: Машгиз,1962. 18 Грачева К.А. Экономика, организация и планирование сварочного производства: Учебное пособие. М.: Машиностроение, 1984. - 368 с. 19 Прокофьев Ю.С. Организация планирование и управлением предприятием: Методические указания к выполнению курсовой работы. – Томск: изд. ТПУ, 1987. – 38с. 20 Белов С.В. Охрана окружающей среды. –М.: Высшая школа, 1983. –264 с. 21 Долин П.А. Основы техники безопасности в электрических установках. М.: Энергия, 1990. – с.336. 22 Журавлев В.Г. Защита населения и территории в чрезвычайных ситуациях. М.: Высшая школа, 1990. – 376 с. 23 Елгазин В.И. Расчет защитного заземления. 24 Охрана труда в машиностроении // Под ред. Е.Я. Юдина.- М.: Машиностроение, 1983. – 432 с. 25 Безопасность производственных процессов: справочник. С.В. Белов, В.Н. Бринза и др. – М.: Машиностроение, 1985. – 448 с. 26 ГОСТ 12.1.005-88 «Общие санитарно - гигиенические требования к воздуху рабочей зоны» 27 ПУЭ Правилам устройства электроустановок 28 ГОСТ 12.1.007.0–75 Система стандартов безопасности труда. Оборудование электрическое. Общие требования безопасности 73 29 ГОСТ 12.2.007.8–75 Система стандартов безопасности труда. Оборудование электросварочное и для плазменной обработки. Требование безопасности 30 ГОСТ 12.1.004–76 Пожарная безопасность 31 ГОСТ 12.1.010-76 Взрывобезопасность. Общие требования 32 РД 153-39.4-056-00 Правила технической эксплуатации магистральных нефтепроводов 33 СТО Газпром 2-2.2-136-2007 Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I. 34 ГОСТ 8639-82 Трубы стальные квадратные. Сортамент 35 ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры 36 ГОСТ 15150-69 Климатические исполнения 37 СНиП II-А.9-71 Строительные нормы и правила. Часть II, раздел А. Глава 9. Искусственное освещение. Нормы проектирования"(утв. Госстроем СССР 29.06.1971) 38 СНиП II-4-79 Естественное и искусственное освещение. Дата актуализации: 01.11.2014 39 ГОСТ 12.1.003-83* Шум. Общие требования безопасности 40 СН 2.2.4/2.1.8.562-96 Шум на рабочих местах, в помещениях жилых, общественных зданий и на территории жилой застройки 41 ГОСТ 12.1.005-88 Общие санитарно - гигиенические требования к воздуху рабочей зоны 42 ГОСТ 12.1.019–79 ССБТ. Электробезопасность. Общие требования и номенклатура видов защиты 43 ГОСТ 12.1.010-76 Взрывобезопасность. Общие требования 74 Приложение А |