Верёвкин Виталий_1. Курсовая работа по дисциплине конструкция и проектирование сварочных агрегатов ст гр. Верёвкин В. И
 Скачать 189 Kb. Скачать 189 Kb.
|

|
Министерство образования и науки Российской Федерации Федеральное государственное бюджетное образовательное учреждение высшего образования «Сибирский государственный индустриальный университет» Кафедра материаловедения, литейного и сварочного производства Конструкция трансформаторов для дуговой сварки Курсовая работа по дисциплине конструкция и проектирование сварочных агрегатов Выполнил: ст.гр. Верёвкин В.И. Проверил: к.т.н. доцент Усольцев А.А. Новокузнецк, 2018 Содержание 1.Литературный обзор…………………………………………………………….3 1.1 Общие положения…………………………………………………………… 3 1.2Трансформаторы с подвижными обмотками ……………………………..6 2.Элементы расчета сварочного трансформатора с подвижными обмотками..9 Заключение …………………………………………………………………….14 список использованной литературы …………………………………………15 1Литературный обзор 1.1 Общие положения Источники переменного тока находят широкое применение при ручной дуговой сварке штучными электродами, при механизированной сварке под флюсом и при аргонодуговой сварке легких сплавов. Основным узлом современных источников переменного тока является специальный, как правило, однофазный сварочный трансформатор той или иной конструкции. Трансформатор разделяет сварочную цепь и силовую сеть, понижает напряжение сети до необходимого для сварки значения, самостоятельно или в комплекте с дополнительными устройствами обеспечивает формирование требуемых статических внешних характеристик и регулирование сварочного тока. По этому основному узлу источники переменного тока часто называют просто сварочными трансформаторами. Требования к их конструкции и техническим характеристикам изложены в ГОСТ 95-77 «Трансформаторы однофазные однопостовые для ручной дуговой сварки» и ГОСТ 7012-77 «Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом». Трансформаторы должны обеспечивать легкое зажигание и устойчивое горение дуги при использовании электродов с высокими стабилизирующими свойствами, предназначенных специально для сварки на переменном токе. Если использовать электроды с низкими стабилизирующими свойствами, например, с фтористо-кальциевым покрытием, то сварочные свойства трансформатора становятся неудовлетворительными, особенно при токе ниже 100 А. Вообще, низкая устойчивость горения дуги переменного тока является недостатком сварочных трансформаторов. Другой важный недостаток простейших трансформаторов - низкая стабильность режима, обусловленная зависимостью от колебаний напряжения сети. Главным достоинством трансформаторов является низкая стоимость их изготовления, они в 2 - 4 раза дешевле выпрямителей и в 6 - 10 раз дешевле агрегатов одинаковой мощности. Они дешевле и в эксплуатации, имеют сравнительно высокий коэффициент полезного действия (около 0,7 - 0,9) и низкий удельный расход электроэнергии (около 2 - 4 кВт ч на 1 кг расплавленного электродного металла). Трансформаторы проще в эксплуатации, легко поддаются ремонту. Конструкции сварочных трансформаторов весьма разнообразны. В зависимости от электромагнитной схемы и способа регулирования различают следующие конструкции: 1. Трансформаторы амплитудного регулирования с нормальным рассеянием: а) с дросселем с воздушным зазором; б) с дросселем насыщения; в) со встроенной реактивной обмоткой. 2. Трансформаторы амплитудного регулирования с увеличенным рассеянием: а) с подвижными обмотками; б) с подвижным магнитным шунтом; в) с подмагничиваемым шунтом; г) с реактивной обмоткой; д) с разнесенными обмотками. 3. Трансформаторы фазового регулирования (тиристорные): а) с импульсной стабилизацией; б) с подпиткой; У трансформаторов амплитудного регулирования режим настраивается изменением напряжения холостого хода или сопротивления трансформатора без искажения синусоидальной формы напряжения. В тиристорных трансформаторах режим настраивается за счет фазовой отсечки части синусоиды переменного напряжения. Статические характеристики. Статической внешней характеристикой источника называют зависимость напряжения вторичной цепи от тока U2 = f (I2). Ток вторичной цепи является сварочным током. Вторичное напряжение при разомкнутой сварочной цепи называется напряжением холостого хода, а при некотором значении сварочного тока — рабочим напряжением на зажимах источника. Условно внешние характеристики подразделяются на: - крутопадающие (ПВХ) и пологопадающие (жесткие — ЖВX). Вид внешних характеристик обычно связан с особенностями сварочного процесса, для которого предназначен источник. Требования к виду внешних характеристик определяются такими показателями сварочного процесса, как тип электрода (плавящийся, неплавящийся), характер среды, в которой происходит сварка (открытая дуга, дуга под флюсом, в защитных газах), степень механизации процесса (ручная, полуавтоматическая, автоматическая сварка), способ регулирования режима горения дуги саморегулирование, автоматическое регулирование напряжения дуги). Так, для ручной дуговой сварки покрытыми штучными электродами, аргонодуговой сварки вольфрамовым электродом, механизированной сварки под флюсом на автоматах с регулированием скорости подачи электродной проволоки в зависимости от напряжения дуги используются ПВХ (рис. 1а). При ПВХ источник работает в режиме регулятора сварочного тока. При этом сварочный ток может регулироваться в заданном диапазоне от минимального I21 до максимального I22 значения плавно или ступенями. По технологическим (сварочным) и экономическим соображениям наиболее часто используется плавно- ступенчатое регулирование, когда две (или более) ступени регулирования сочетаются с плавным регулирован тока внутри каждой ступени. Регулирование сварочного тока при ПВХ производится при приблизительном постоянстве напряжения холостого хода U20. Часто при плавноступенчатом регулировании переход на ступень малых токов сопровождается повышением напряжения холостого хода Ú20. 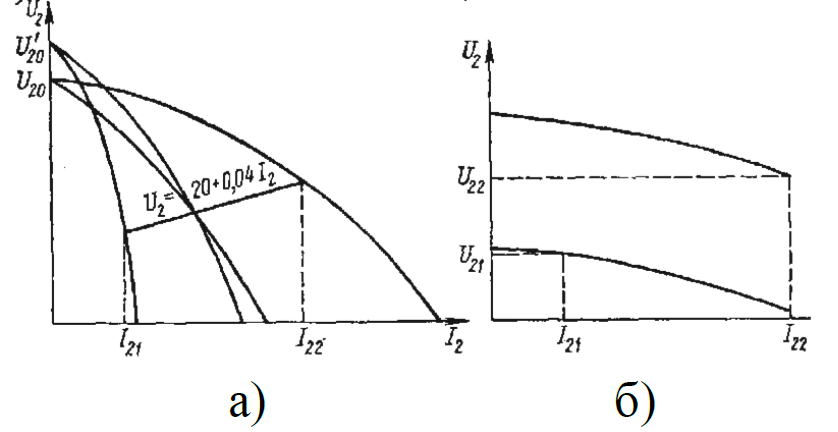 Рисунок 1 - Внешние характеристики Каждому значению сварочного тока соответствует определенное условное значение рабочего напряжения. Так при ручной дуговой сварке штучными электродами согласно требованию ГОСТ 95—77 рабочее напряжение (в вольтах) и сварочный ток (в амперах)связаны соотношением U2 = 20 + 0,04 I2. Каждому виду сварки соответствует определенная крутизна наклона ПВХ. Так, например, наиболее крутые характеристики используются для аргонодуговой сварки, более пологие для ручной сварки штучными электродами, еще более пологие — для сварки под флюсом. Регулирование длины дуги в процессе сварки осуществляется рукой сварщика или системой регулирования длины дуги сварочного автомата. 1.2 Трансформаторы с подвижными обмотками Трансформаторы с подвижными обмотками являются наиболее типичными представителями этой группы и могут выполняться на сердечниках броневого и стержневого типа. Броневой сердечник уступает стержневому по удельному расходу материалов и КПД. Повышенное магнитное рассеяние трансформаторов достигается за счет развитой проводимости между стержнями магнитной системы и расположения первичной и вторичной обмоток на некотором расстоянии от друга. Одна из обмоток (обычно первичная) выполняется неподвижной, другая – подвижной и перемещается ходовым винтом. При изменении расстояния между обмотками меняется реактивное сопротивление трансформатора и, следовательно, изменяется сварочный ток (полностью сдвинутым обмоткам соответствует минимальное сопротивление и максимальная сила тока). Для трансформаторов с подвижными обмотками характерна некоторая зависимость напряжения холостого хода от расстояния между обмотками. При раздвижении обмоток растет поток рассеяния и напряжение холостого хода снижается на 3-6%. Большой диапазон плавного регулирования сварочного тока не эффективен вследствие значительного роста массы магнитопровода и поэтому применяется плавно-ступенчатое регулирование путем переключения количества витков первичной и вторичной обмоток с сохранением коэффициента трансформации или с некоторым его снижением в области малых токов (для более легкого зажигания дуги). Одна из наиболее часто применяемых схем трансформаторов с плавно-ступенчатым регулированием представлена на рисунке 2.  Необходимым условием плавно-ступенчатого регулирования яв- ляется стыковка диапазонов тока. Допускается небольшой (до 7,5%) разрыв токов при переходе с одного диапазона на другой. При переходе от параллельного к последовательному включению обмоток применяется частичное отключение витков первичной об- мотки, что повышает напряжение холостого хода и способствует лучшему зажиганию дуги на малых токах. Индуктивное сопротивление трансформатора х может быть представлено как сумма трех составляющих: х = хок + хл + х , где: хок – индуктивное сопротивление в окне; хл - индуктивное сопротивление в лобовых частях обмоток; х, - индуктивное сопротивление в зазоре между обмотками. Первые две составляющие не зависят от расстояния между обмотками, составляющая х, прямо пропорциональна расстоянию между обмотками , 2.Элементы расчета сварочного трансформатора с подвижными обмотками Исходные данные Напряжение сети В(U1)= 220 Напряжение холостого хода В, Мт/Бт(U20)= 70/60 Ток нагрузки, А (I2ном) =400 Пределы регулировки тока, общие=80-460 Пределы регулировки тока в диапазоне малых токов, А=80-200 Пределы регулировки тока в диапазоне больших токов, А=200-460 Режим работы, ПН(%)=60 Номинальное рабочее напряжение, В (U2ном) =36 Класс изоляции =н Минимальное индуктивное сопротивление обеспечивающее получение максимального сварочного тока I22=460 А в диапазоне больших токов  Где U22=20+0,022*I22=20+0,022*460=30,12 B Выбор числа витков обмоток. Определение длительной мощности трансформатора: Рдл= U20*I2ном Определение числа вольт на 1 виток обмотки: ew = 0,60+0,095 Pдл =0,60+0,095*25,76=3,05 В/ виток. Число витков вторичной обмотки w1 = U1 / ew = 220/1,98=111 витков Число витков вторичной обмотки w2 = U20 / ew =70/1,98=35 витка Число витков катушек. Первичная и вторичная обмотки со- стоят каждая из двух катушек, соединенных на диапазоне больших токов параллельно; следовательно, w 1k = w 1 =111, w 2k = w 2 = 35. Номинальный ток первичной обмотки I1ном = I2ном Kμ / n =400*1,05/4=105 А где: n = w1 / w2 =111/35=3,17 Сечение магнитопровода Sc = U20x104/(4.44f w2B m)=70*104/(4,44*50*35*1,73)=51 см2 где f = 50 Гц - частота сети; Вm = 1.73 Тл - принятая индукция в магнитопроводе. Ширина пластины магнитопровода a=  = = =60 мм =60 ммПринимаем р1 = 2.02; kc = 0.97. Набор пакета мaгнитопровода b = p1 * a = 2.02 *60=121,2 мм Ширина окна магнитопровода сок = b/p2=121,2/1,08=112,2мм Сечения обмоточных проводов (для параллельного соединения катушек) : q 1 = I 1ном / (2 J1) =79/(2*2,5)=16мм2 выбирается стандартный провод марки АПСД с размерами 2.8 х 5.3 = 14.3 мм2 ; размер провода в изоляции 3.2 х 5.7 мм. Размеры катушки первичной обмотки: Ширина катушки m 1k = (c ok - 21 - 3 ) / 2 =62-2*10-2)/2=20 мм Число слоев в катушке n1сл = m1k / [ (a' 1п + к и ) к у ] =20/[(3,25+0,15)*1,1]=6 Число витков в слое w 1сл = w 1k /n 1сл = 111/6=19 Каналы охлаждения : 2 =13 мм после 4-го и 8-го слоев Высота катушки h1 = w 1сл b ' 1п к у =19*5,7*1,1=119мм Размеры катушек вторичной обмотки. Вторичная катушка наматывается алюминиевой шиной марки АДО "на ребро" с целью уменьшения добавочных потерь с радиусом закругления R = 30 мм. Витки катушек изолируются стеклолентой марки ЛЭС (ГОСТ 5937) путем их обмотки в полуперекрышу. Сечение шины q2 = I 2 ном / (2J2) = 300/ (2 х 2.15) = 70 мм 2 По ГОСТ 15176 выбираем шину с размерами 4,1 х 18 мм; размеры шины в изоляции 4.9 х 18,8 мм. Радиус закругления шины (внутренний) R ≥1,17 а 2п ≥ 29,3 мм Высота вторичной катушки h 2 = w 2k b' 2n k у =32*4,6*1,1=162мм Катушки трансформатора пропитываются кремнийорганическим лаком КО-916К. С учетом выбранных геометрических размеров произведем поверочный расчет минимального индуктивного сопротивления рассеяния. Минимальное сопротивление рассеяния соответствует полностью сближенным первичным и вторичным обмоткам ( = 20 мм): Хок =1/3 φμo W где : = 1,5 + 1,2 b/сок = 1.5 + 1.2 * 115/106 = 2.8; μо = 4* 10-7 Гн/м ; Хп = где : lл = (l1ср + l2ср) / 2 = (0.63 +0.53) / 2 = 0.58 м; l1ср , l2ср - средние длины витков катушек первичной и вторичной об- моток: l1ср = 2[a +2ϭ2 +0.5m1k + 0.5(m1k + nϭ2)] + 2(b+2ϭ1+ m1k) = 2[ 33 + 2*13 +0,5*42 +0,5( 42 +2*13) ] + 2(115 + 2*10 +42) = 590 мм где n – число вентиляционных каналов. l2ср= 2(a +2ϭ1 + a' 2п) + 2(b+2ϭ1+ a' 2п) =2(33 + 2*10 +25,8) + 2(115+2*10 +25,8) = 509 мм g1 = 0.223 (2c 1 +h 1) = 0.223 (2*75+88) * 10 -3 = 0.043 м g2 = 0.023 (2c 2 + h 2) = 0.223 (2 * 39 + 132) * 10 -3 =0.036 м g12 = 2cср [0.22 + 0.75hср/ (2cср)] = 2*33* [0.22 +0.75*110/ (2*33)] * 10-3 = =0.103 м с1 = (n1сл * a' 1п) + 3*δ2 +3*0,15 = 11*3,2 +3* 13 +0,45 = 64 мм с2 = a' 2п + δ2 = 25,8 + 13 = 39 мм сср = (c 1 + c 2) / 2 = (75+39) /2 = 57 мм hср = (h 1 + h 2) /2 = (119+162) /2 = 140 мм X х < X min , что обеспечивает получение максимального тока. Определим максимальное индуктивное сопротивление рассеяния для диапазона больших токов, необходимое для получения тока I22 =150 А и высоту окна магнитопровода : Xmax= где U 21 = 20 + 0.04 х 150 = 26 В. Находим максимальное расстояние между катушками max, исходя из условия max = xmax - (xok + xл) / (μо w22 ) = (( 0.037 –-(0.0547 +0.0228)) /(314 * 4 * 3.14 * 10-7 *322 *2.8) = 0.223 м. Высота окна магнитопровода hok = 4+h1 + + h2 + 7 = 10+119+223+162+13 =527мм. Определим максимальное индуктивное сопротивление для диапазона малых токов (последовательное соединение катушек с частичным отключением первичных витков для получения напряжения холостого хода 80В): X ok = 1/3μo(2w2)2(h1 + h2) = 1/3*314*4*3.14*10-7* 522 *2.8 *(119+162)* *10-3 =0,256 Ом Xп = Х=μо w22 max = 314 * 4 * 3.14 * 10-7 *532 *2.8*0.223 = 0.87 Ом; х max = xok + хл + х= 0.256 + 0.156 + 0.87 = 1.23 Ом. Определим минимальный ток : I 2 min= Заключение После проведения расчетной части было установлено, что полученные расчеты соответствуют заданным параметрам источника. В курсовой работе были рассчитаны следующие параметры: -Минимальное индуктивное сопротивление обеспечивающее получение максимального сварочного тока I22=345 А в диапазоне больших токов =0,17 Ом; - Номинальный ток первичной обмотки 79 А; - максимальное индуктивное сопротивление рассеяния для диапазона больших токов, необходимое для получения тока I22 =150 А и высоту окна магнитопровода=0,037Ом; - максимальное индуктивное сопротивление для диапазона малых токов=0,256 Ом; - минимальный ток=48 А. Список использованной литературы 1. http://www.bibliotekar.ru/stanki/152.htm 2. http://industrika.ru/article-115.html 3. Алексеев Е. К., Мельник В. И. Сварка в промышленном строительстве. — Μ .· Стройиздат, 1997. — 377 с. 4. Крюков Р. Е., Козырев Н.А. Конструкция трансформаторов для дуговой сварки.-М, |