Лекция по теплообменному оборудованию. ЛЕКЦИЯ_3 Теплообмен. Роль теплообменной аппаратуры в химической и нефтегазовой
 Скачать 4.52 Mb. Скачать 4.52 Mb.
|

|
Теплообменные трубы и трубные решетки Теплообменные трубы кожухотрубчатых стальных аппаратов - это серийно выпускаемые промышленностью трубы из углеродистых, коррозионно-стойких сталей и латуни. Диаметр теплообменных труб значительно влияет на скорость теплоносителя, коэффициент теплоотдачи в трубном пространстве и габариты аппарата; чем меньше диаметр труб, тем большее их число можно разместить в кожухе данного диаметра. Однако трубы малого диаметра быстрее засоряются при работе с загрязненными теплоносителями, определенные сложности возникают при механической очистке и закреплении таких труб развальцовкой. В связи с этим наиболее употребительны стальные трубы с наружным диаметром 20 и 25 мм. Трубы диаметром 38 и 57 мм применяют при работе с загрязненными или вязкими жидкостями. Рис. 3.23 - Схема размещения труб в трубной решетке: а- по вершинам равностороннего треугольника; б – по вершинам квадратов; в – по окружностям С увеличением длины труб и уменьшением диаметра аппарата его стоимость снижается. Наиболее дешевый теплообменный аппарат при длине труб 5-7 м. Трубные решетки кожухотрубчатых теплообменников изготовляют из цельных стальных листов или поковок. Для аппаратов большого диаметра используют сварные трубные решетки. В этом случае сварные швы не должны пересекаться, а расстояние от кромки сварного шва до отверстий должно быть не менее 0,8 диаметра отверстия. Схема расположения труб в трубных решетках и шаг отверстий для труб, регламентируются ГОСТ 9929-82. Для теплообменников типов Н и К трубы размещают в трубных решетках по вершинам равносторонних треугольников (рис. 3.23, а), а для теплообменников типов П, У и ПК - по вершинам квадратов (рис. 3.23, б) или равносторонних треугольников. При размещении труб диаметром dT по вершинам равносторонних треугольников обеспечивается более компактное расположение труб в трубной решетке, чем при размещении их по вершинам квадратов при одинаковом шагеt'. Однако последняя схема имеет важное эксплуатационное преимущество: она позволяет очищать трубы снаружи механическим способом, поскольку между трубами образуются сквозные ряды. При размещении по вершинам треугольников такие ряды можно получить, только увеличив шаг t'.По окружностям (рис. 3.24, в) трубы располагают лишь в кислородной аппаратуре. 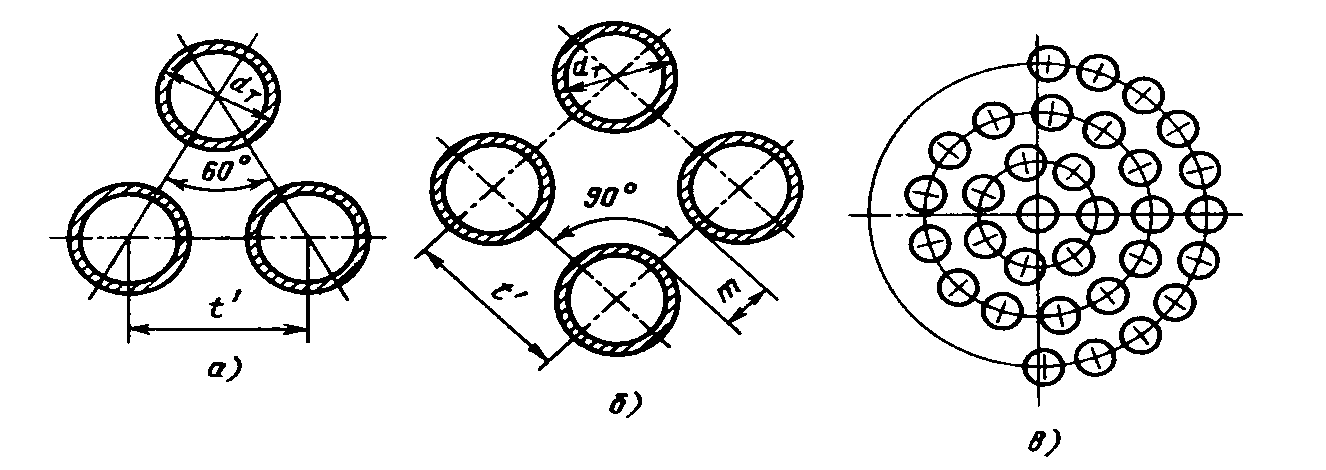 Шаг t'отверстий для труб в решетке выбирают с учетом достаточной прочности участка шириной т—t/— dT; для стальных кожухотрубчатых аппаратов шаг принимают по следующим данным:  dT, мм ……… 16 20 25 38 57 t',мм ……… 21 26 32 48 70 Трубы соединяют с трубной решеткой стальных аппаратов развальцовкой (рис. 3.24, а,б,е), сваркой (рис. 3.24, г,д), развальцовкой со сваркой (3.24, в). Пайку и заливку металлом концов труб в решетках (рис. 3.24, ж) применяют при изготовлении теплообменников из меди и ее сплавов, а склеивание - при изготовлении аппаратов из полимерных материалов (рис. 3.24, з). Наиболее распространенныйспособ крепления труб в решетке -развальцовка. Трубы вставляют в отверстия решетки с некоторым зазором, а затем обкатывают изнутри специальным инструментом, снабженным роликами (вальцовкой). При этом в стенках трубы создаются остаточные пластические деформации, а в трубной решетке - упругие деформации, благодаря чему материал решетки после развальцовки плотно сжимает концы труб. Однако при этом материал труб подвергается наклепу (металл упрочняется с частичной потерей пластичности), что может привести к растрескиванию труб. С уменьшением начального зазора между трубой и отверстием в решетке наклеп уменьшается, поэтому обычно принимают зазор 0,25 мм. Кроме этого для обеспечения качественной развальцовки и возможности замены труб необходимо, чтобы твердость материала трубной решетки превышала твердость материала труб. 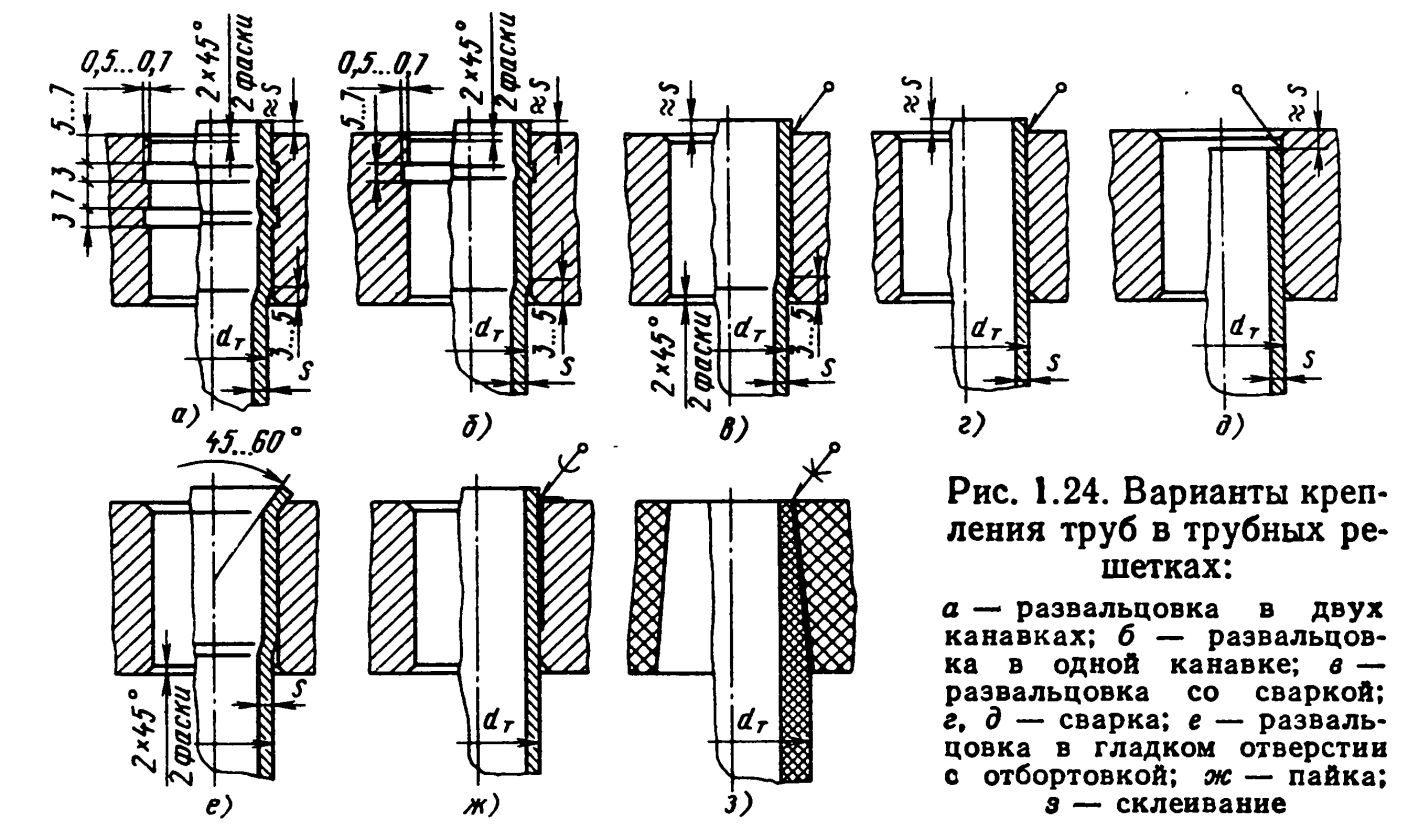 Развальцовочное соединение должно быть прочным и герметичным. Прочность соединения оценивают усилием вырыва трубы из гнезда, герметичность - максимальным давлением среды, при котором соединение герметично. При развальцовке конец трубы должен выступать над трубной решеткой на расстояние, равное толщине s трубы. Для повышения прочности и герметичности соединения иногда выполняют отбортовку выступающего над решеткой конца трубы (рис. 3.24, е). Наиболее простой способ - развальцовку (в гладких отверстиях) -применяют при относительно небольших рабочих давлениях (до 0,6 МПа). Прочность и герметичность вальцовочного соединения значительно возрастают при развальцовке в отверстиях с одной или двумя канавками глубиной около 0,5 мм. Трубы развальцовывают обычно на глубину 1,5dT или, если толщина решетки меньше 1,5dT, на полную толщину решетки. При этом со стороны межтрубного пространства оставляют неразвальцованным поясок шириной 3 мм, чтобы не подрезать трубу кромкой решетки при развальцовке, либо на этой кромке снимают фаску. В толстых решетках трубу развальцовывают двумя поясками: один шириной 1,5dT со стороны распределительной камеры, другой шириной 0,75dT со стороны межтрубного пространства. Это позволяет исключить проникновение среды в щель между трубой и решеткой и коррозию. Крепление труб сваркой с развальцовкой применяют без ограничений давления и температуры теплоносителей. В этом случае сначала выполняют сварку, а затем развальцовку трубы.  |