кп дм. Розрахунок приводу Пояснювальна записка Завдання на проект Варіант 1 Параметри вихідного валу приводу Потужність
 Скачать 1.28 Mb. Скачать 1.28 Mb.
|

|
|







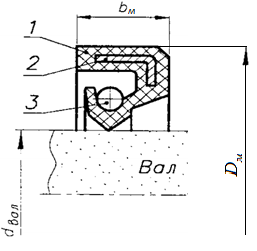
 (зовнішній діаметр манжети),
(зовнішній діаметр манжети),  ;
; (зовнішній діаметр манжети),
(зовнішній діаметр манжети), 
| |  |  |  |  |  |  |  |  |  |  |  |  |  |  |
| Для швидкохідного (глуха). | 75 | 95 | 111 | 2 | 6 | 7,2 | - | - | 60 | 7 | 8 | 4 | 1 | 8 |
| Для швидкохідного (прохідна). | 75 | 95 | 111 | 2 | - | 7,2 | 3 | 1 | 60 | 7 | 8 | 4 | - | 8 |
| Для тихохідного (глуха). | 100 | 125 | 145 | 3 | 7 | 9 | - | - | 90 | 10 | 10 | 5 | 2 | 10 |
| Для тихохідного (прохідна). | 100 | 125 | 145 | 3 | - | 9 | 4 | 1,5 | 90 | 10 | 10 | 5 | - | 10 |
 Продовження таблиці 8.1.6.1.
Продовження таблиці 8.1.6.1.| |  |  | Отвірвиходу валу,  |
| Для швидкохідного (глуха). | 8 | - | - |
| Для швидкохідного (прохідна). | 8 | 3 | 43 |
| Для тихохідного (глуха). | 10 | - | - |
| Для тихохідного (прохідна). | 10 | 3 | 63 |
де
 отвір для демонтажу манжети (по 2 отвори на кожній прохідній кришці);
отвір для демонтажу манжети (по 2 отвори на кожній прохідній кришці); [1, с.180, табл 6.1.2]. 9.Складання редуктора
[1, с.180, табл 6.1.2]. 9.Складання редуктораДеталі, які постачаються на складання повинні відповідати робочим кресленням і технічним вимогам на їх виготовлення. Внутрішні поверхні основи корпуса та кришки повинні бути пофарбовані червоною маслостійкою фарбою. Складання редуктора проводиться згідно з складальним кресленням і з технологією складання. Складання здійснюється в такій послідовності.
9.1. Вал-шестерня
Насаджують на вал захисні кільця і напресовують підшипники, які попередньо нагрівають в мастилі до температури 80…100 С0.
9.2. Ведений вал
В шпонковий паз вставляють шпонку і напресовують тихохідне колесо до упора в бурт вала. Насаджують дистанційну втулку та захисні кільця, напресовують підшипники, які попередньо нагріті в мастилі до температури 80…100 С0.
9.3.Регулювання підшипників
Регулювання підшипників здійснюється комплектами прокладок, які установлюються між фланцями кришок підшипників і корпусом редуктора. За допомогою прокладок також компенсуються неточності лінійних розмірів спряжених деталей, які виникають при їх виготовленні.
Прокладки штампують із сталевої стрічки (сталь 08 КП ГОСТ 1050-88) товщиною 0,1; 0,2; 0,4 і 0,8 мм. Осьовий зазор С в підшипниках компенсує температурні деформації. цей зазор незначний (С=0,2…0,5 мм), а тому його на складальному кресленні не показують.
9.3.1.Ведучий вал
Знімається кришка корпуса редуктора. Складений вал установлюється в підшипникові гнізді основи корпусу і виставляється в осьовому положенні так, щоб торці захисних кілець виступали за торці стінок основи корпусу на однакові відстані
 .
. В такому положенні вал фіксується на обох опорах спеціальними притискачами. Наскрізна кришка підшипника (консольна опора) притискається впритул до торця зовнішнього кільця підшипника.
В такому положенні вал фіксується на обох опорах спеціальними притискачами. Наскрізна кришка підшипника (консольна опора) притискається впритул до торця зовнішнього кільця підшипника.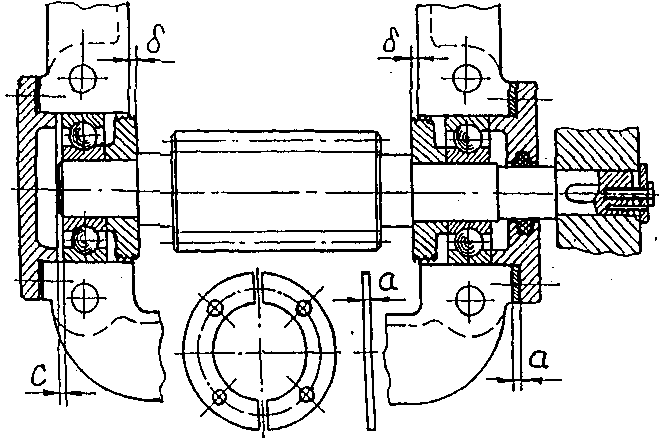
Рис.9.1. Ведучий вал.
При такому положенні кришки, вимірюється зазор між фланцем кришки і торцем основи корпусу. При величині зазору а шліфується прокладка в вигляді двох півкілець, які встановлюються з двох сторін таким чином, щоб отвори півкілець співпали з різьбовими отворами основи корпусу. Кришка з півкільцями притягається до основи корпусу болтами. Зі сторони глухої кришки (протилежна опора) між фланцем кришки і торцем основи корпусу підбирається комплект (набір) прокладок такої товщини, щоб між торцями центрувального пояска кришки і зовнішнього кільця підшипника забезпечити сумарний зазор (для двох підшипників) С=0,4…0,6 мм. Кришка разом з прокладками притягується болтами до основи корпусу.
 9.1.2. Ведений вал
9.1.2. Ведений валВал виставляється в осьовому положенні так, щоб торці захисних кілець виступали за торці стінок основи корпусу на однакові відстані
.Вал фіксується на обох порах спеціальними притискачами. Наскрізна кришка (консольна опора) притискується впритул до зовнішнього кільця підшипника після вимірювання зазору між фланцем кришки і торцем основи корпуса, встановлюють прокладку у вигляді двох півкілець , які шліфують по розміру а і встановлюють з двох сторін під фланець кришки таким чином, щоб отвори півкілець співпали з різьбовими отворами основи корпусу. Кришка разом з півкільцями притягується болтами до основи корпусу. Зі сторони глухої кришки комплектом (набором) прокладок між фланцем кришки і основою корпусу встановлюють зазор між торцями центрувального пояска кришки і зовнішнього кільця підшипника С=0,4…0,6 мм. Кришку разом з прокладками притягують болтами до основи корпусу.
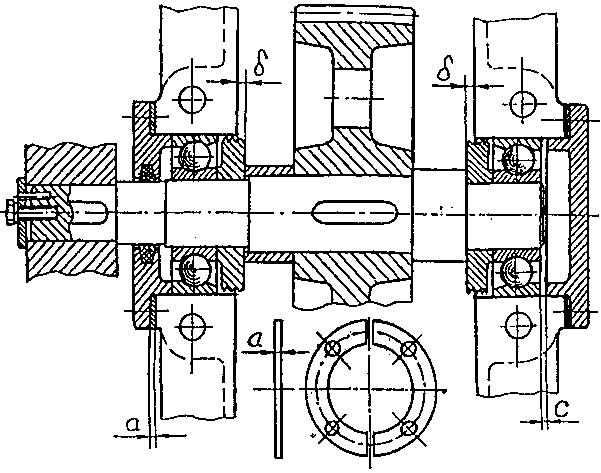
Рисунок.9.2. Ведений вал.
 9.4.Завершення складання
9.4.Завершення складання9.4.1.Ведучий вал
Вал виймається з основи корпусу, знімається наскрізна кришка, в кільцеву проточку якої вставляється просочене в гарячому мастилі повстяне кільце (сальник) кришка насаджується на вал. В шпонковий паз вставляється шпонка і запресовується ведений шків або ведена зірочка до упора в буртик вала. В отвір вала запресовується циліндричний штифт і закріплюється болтом кінцева шайба. Вал встановлюється в гнізда основи корпусу.
9.4.2.Ведений вал
Вал виймається з основи корпусу, знімається наскрізна кришка підшипника, в кільцеву проточку якої вставляється просочене в гарячому мастилі повстяне кільце (сальник). Кришка насаджується на вал. В шпонковий паз вставляється шпонка і запресовується шестерня відкритої зубчатої передачі до упора в буртик вала; в отвір вала запресовується циліндричний штифт і закріплюється болтом кінцева шайба. Вал встановлюється в гнізда основи корпуса.
9.4.3.Інші складальні операції
Стикові поверхні фланців основи корпусу і кришки покривають герметиком. Кришку встановлюють на основу корпуса, запресовують штифти і стягують болтами.
Перевіряють відсутність заклинювання підшипників ручним прокручуванням ведучого вала редуктора. Загвинчують масло зливну пробку з прокладкою і жезловий масло покажчик. Заливають мастило И-40A ГОСТ 20799-88 в об’ємі 5,944 літра.
 Список використаної літератури
Список використаної літератури1.Курмаз Л.В., Курмаз О.Л. Конструированиеузлов и деталей машин.
2. Пастух І.М. , Добжанський Ю.Ф. Курсовепроектуванняприводів. Методичнівказівкидлястудентівмеханічнихспеціальностей.- Хмельницький: ТУП, 1999.-92 с.
3. Цехнович Л.И., Петриченко И.П. Атлас конструкции редукторов: Справочник – Минск, Высшая школа, 1974.