ДЗ2 метрология. Студент Харьков С. В. Группа ак141 Преподаватель
 Скачать 253.74 Kb. Скачать 253.74 Kb.
|

 МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ им. Н. Э. БАУМАНА Кафедра <Метрология и взаимозаменяемость > Домашнее задание №2 по дисциплине "Метрология, стандартизация и взаимозаменяемость" Эскиз № V Вариант 4 Студент: Харьков С.В. Группа: АК1-41 Преподаватель: Минязева Л.Х.
Москва 2021г. Вариант 4 - Эскиз 5 Часть 1 Решить сборочную размерную цепь методом регулирования. Определить толщину и число прокладок компенсатора. Рассчитать необходимые комплекты прокладок из стандартных толщин. Сборочная размерная цепь. Указания: Отклонение размеров, кроме указанных в таблице, устанавливаются  по h10, по h10,  - симметрично - симметрично  . .Для размера E6 допуск принимается равным половине допуска размера длины втулки 2E6 с отклонениями по h10. Замыкающий размер E0 – смещение средней плоскости в передаче E2 – компенсирующее звено. E7 – радиальное биение червяка относительно его подшипника, E8 – торцевое биение средней плоскости червячного колеса В размерную цепь вместо радиального и торцового биения следует вводить соответствующие им эксцентриситеты: ±E7/2, ± E8/2 Исходные данные в мм:
Решение Анализ размеров показывает, что – увеличивающий размер;  – уменьшающие размер; – уменьшающие размер; компенсатор Ek = E2 – увеличивающий размер. Размерная цепь: 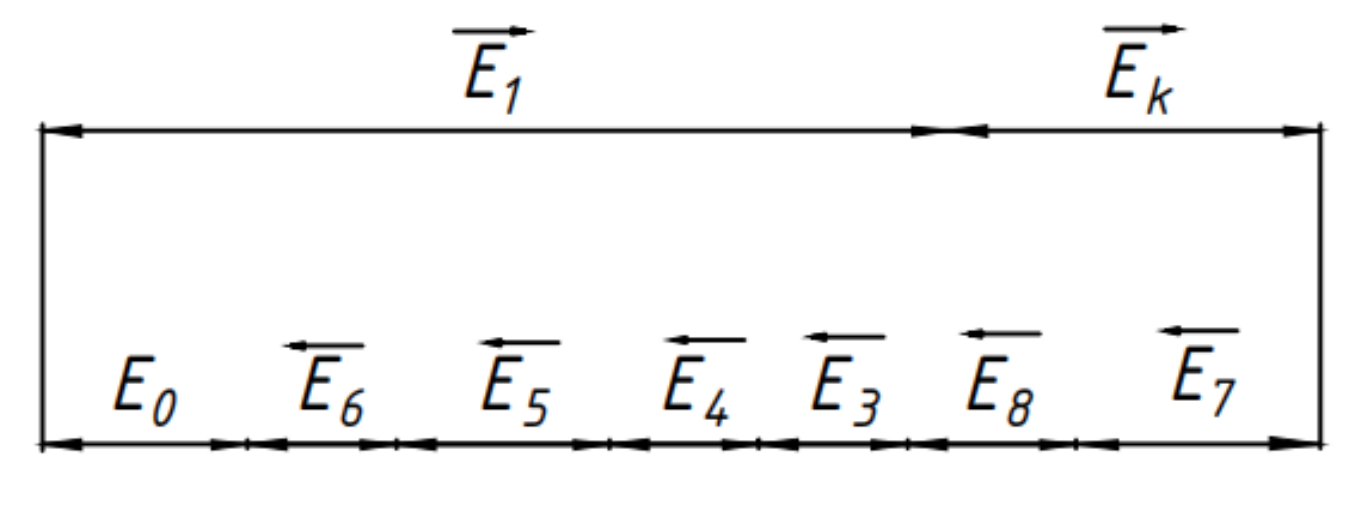 Назначаем предельные отклонения на составляющие размеры:  мм, мм,   , ,  = = , ,  , ,  Для размера E6 допуск принимается равным половине допуска размера длины втулки 2E6, с отклонениями по h10. E2 - компенсатор.
Условие применения метода регулирования:    Определим номинальный размер компенсатора Ek:     Определим диапазон регулирования компенсатора    Диапазон регулирования компенсатора   Верхнее и нижнее отклонение компенсатора          Номинал компенсатора с отклонениями:  Проверка:    => расчет верно. Предельные размеры компенсатора:   Расчет необходимого количества прокладок. Примем размер постоянной прокладки согласно нормальным линейным размерам, и чтобы постоянная прокладка удовлетворяла условию:   . . Количество сменных прокладок:  Толщина сменной прокладки:  Округляем S до стандартного значения:  -из ряда нормальных диаметров и длин Ra 40. -из ряда нормальных диаметров и длин Ra 40.Проверка:  Размеры комплектов прокладок:
 =>Расчет выполнен верно. Вывод: Необходимое регулирование в рассмотренной системе может быть обеспечено при помощи комплекта прокладок: постоянной Sпост= 1,2 мм и 7сменных прокладок S = 120 мкм. Часть 2 Для вала, представленного на эскизе, выбрать последовательность обработки, обеспечив требования сборки. Указания: 1) Варианты последовательности обработки: а)  ; ; ; ; ; ; . .б) ; ;  . .2) Назначить допуски и отклонения обрабатываемых размеров так, чтобы исходный размер  , равный размеру L4 в сборочной цепи, был выполнен по 10-му квалитету и имел отклонение в “-“ , равный размеру L4 в сборочной цепи, был выполнен по 10-му квалитету и имел отклонение в “-“Исходные данные:
Решение a) ; ; ; .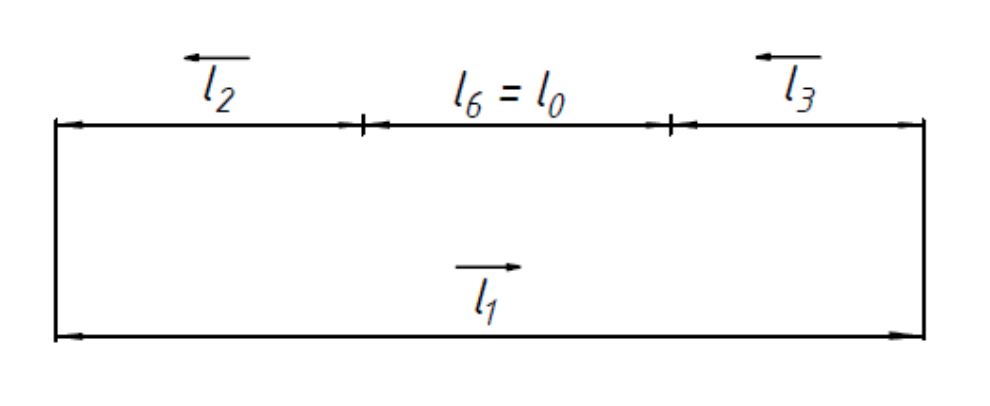 Составляющие размеры:     в размерную цепь не входят и, следовательно, не влияют на исходный размер в размерную цепь не входят и, следовательно, не влияют на исходный размер Назначим допуск на размер по 10-му квалитету с отклонением в “-” Данная задача является задачей второго типа, так как известны номинальные размеры всех звеньев и допуск замыкающего звена. Примем допущение, что допуски размеров всех звеньев принимаются по одному квалитету (способ равноточных допусков). Метод max-min: Найдем единицы допусков составляющих размеров:            По табл.4 находим допуски размеров По 5 квалитету: TL1= 23 мкм, TL2= 11 мкм, TL3 = 23 мкм. По 6 квалитету: TL1= 32 мкм, TL2= 16 мкм, TL3= 32 мкм.
 =>подходит (т.к.  ошибка меньше погрешности контроля размера). ошибка меньше погрешности контроля размера).Определяем отклонения составляющих размеров. Для размера l1 устанавливаем допуск в “тело”, т.е. l1 =  . Для размера устанавливаем допуск в “тело” = . Для размера устанавливаем допуск в “тело” =  , т.к. при обработке размера он увеличивается. Допуски размеров, не влияющие на функционально важные размеры, обычно устанавливают по квалитетам невысокой точности. Устанавливаем размер , т.к. при обработке размера он увеличивается. Допуски размеров, не влияющие на функционально важные размеры, обычно устанавливают по квалитетам невысокой точности. Устанавливаем размер  , , Остаются неизвестным отклонения размера .Находим отклонение размера     Требуемый допуск  , что на 1 мкм меньшее стандартного по IT6, поэтому можно принять стандартный допуск. , что на 1 мкм меньшее стандартного по IT6, поэтому можно принять стандартный допуск.Таким образом  Вывод: в варианте А) используются квалитеты IT6, IT6, IT5. б)) ; ; .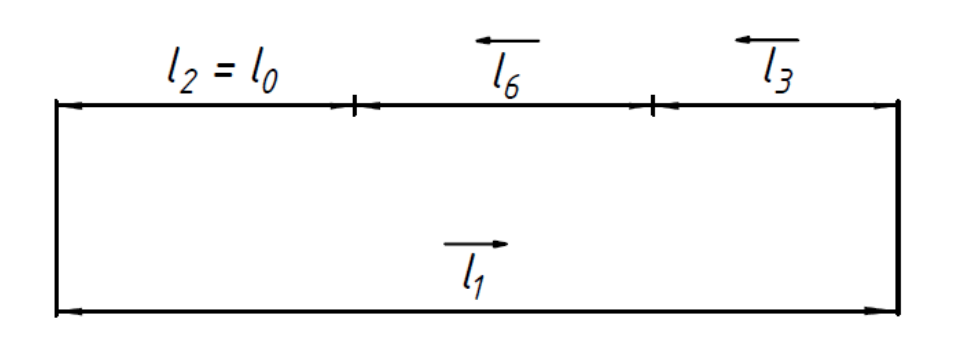 Замкнутая цепь образована размерами:  с замыкающим размером с замыкающим размером  . Следовательно, исходный размер является независимым размером и на него устанавливаются отклонения в соответствии с требованиями к исходному размеру, т.е. . Следовательно, исходный размер является независимым размером и на него устанавливаются отклонения в соответствии с требованиями к исходному размеру, т.е.  , что соответствует IT10. Остальные размеры, , что соответствует IT10. Остальные размеры,  хотя и образуют размерную цепь, но не влияют на исходный размер . В этом случае допуски на остальные размеры назначают по квалитету не точнее исходного. хотя и образуют размерную цепь, но не влияют на исходный размер . В этом случае допуски на остальные размеры назначают по квалитету не точнее исходного. Назначаем допуски на размеры  по IT10 с отклонением в “тело”: по IT10 с отклонением в “тело”:  Независимые размеры , Проведем проверку размера , чтобы убедиться, что его размеры будут изменяться в разумных пределах.    не вызовет осложнений. не вызовет осложнений.В варианте Б) используются квалитеты IT12, IT10. Вывод: Второй вариант последовательности обработки является экономически целесообразнее, т.к. кроме замыкающего и исходного звена, составляющие звенья выполняются по IT10, что грубее, чем в первом варианте последовательности обработки. Следовательно, вариант Б) более экономичен и технологичен (минимальные затраты на изготовление детали). Эскиз: 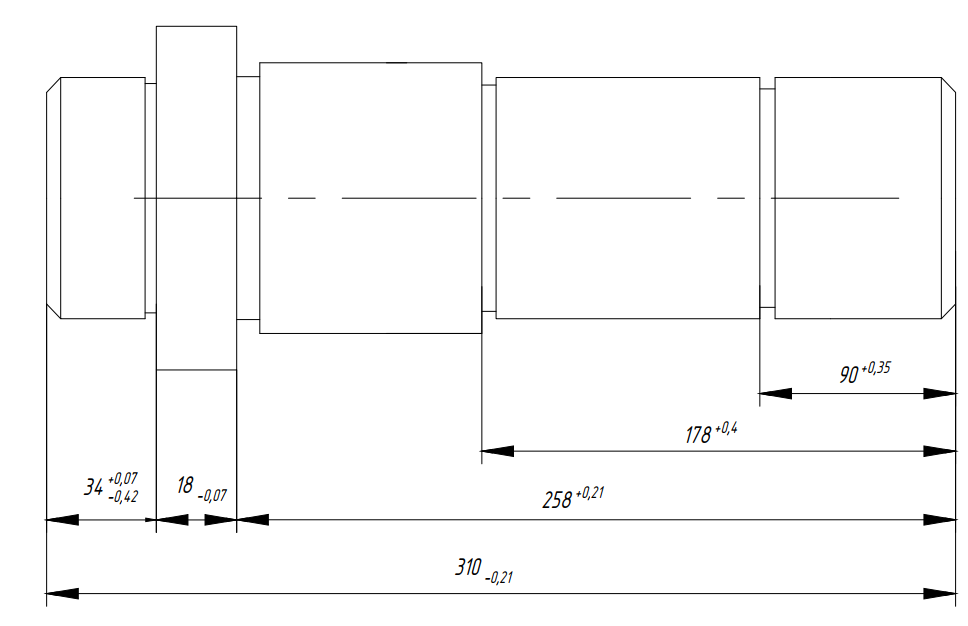 Cписок использованной литературы Методические указания к выполнению домашних работ. Размерные цепи/ под редакцией Н.Н. Зябревой, И.В. Иваниной, Л.А. Лось – М: МГТУ им. Н.Э. Баумана, 2018. – 47 с. Справочные материалы для контролируемой самостоятельной работы студентов по дисциплине «Метрология, стандартизация и сертификация»/ под редакцией Лобановой Л.А., Крушняк Н.Т., Титовой Т.А. – М: МГТУ им. Н.Э. Баумана, 2009. – 22 с. ГОСТ 25347-82 Единая система допусков и посадок. Поля допусков и рекомендуемые посадки: http://www.gosthelp.ru/text/gost2534782edi nayasistema.html | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
































