Автоматическая сигнализация и защита. Системы автоматического контроля и сигнализации
 Скачать 55.8 Kb. Скачать 55.8 Kb.
|

Системы автоматического контроля и сигнализацииВажнейшей частью автоматизации любого процесса является автоматический контроль его параметров. Эти системы позволяют освободить человека от наблюдения за технологическим процессом,>состоянием различных устройств, механизмов и систем или облегчить эту работу. Системы автоматического контроля с помощью датчиков собирают следующую информацию количественную оценку физико-химических свойств твердых тел, жидкостей, газов (давление, плотность, вязкость, температура, влажность, концентрация примесей и т.д.); определение геометрических размеров деталей в процессе и после обработки, поиск дефектов структуры изделий; оценка качества сборочных и других работ с целью вовремя обнаружить брак и предотвратить потери и т.п. Данные выводятся в удобной форме на общий пульт управления, где оператор может их видеть и принимать решение. Кроме этого, при отклонении параметров от заданных значений система сигнализирует об этом звуковыми и световыми сигналами. В основном это диспетчерские системы. Например, на химическом производстве, на пульте управления процессом оператор видит на, так называемой, мнемосхеме положение кранов, вентилей трубопроводов химических веществ (закрыт - открыт), состояние насосов (включен - выключен), значение параметров процесса в разных точках (температура, давление, концентрация примеси и т.п.). Или другой пример - на железной дороге у диспетчера на общей мнемосхеме станции видно положение стрелок, состояние семафоров, положение составов. На станочных агрегатах типа «обрабатывающий центр» имеется система контроля состояния режущего инструмента, которая контролирует геометрические размеры инструмента и при недопустимом износе выдается сигнал на замену инструмента. Среди систем автоматического контроля выделяются системы автоматической сигнализации. В их задачу входит оповещение обслуживающего персонала о ходе технологического процесса, о возникновении опасности, об аварийных режимах работы оборудования, требующих принятия неотложных мер. Виды сигналов зависят от степени опасности. При поступлении сигналов о наиболее опасных недопустимых режимах для привлечения внимания обслуживающего персонала, как правило, применяются прерывистые звуковые сигналы, яркие вспышки ламп, звонки, сирены. Автоматическая сигнализация и защита Этот вид автоматического контроля заключается в подаче светового или звукового сигнала при достижении контролируемым объектом предельных установленных значений. Кроме того, при нарушении заданного режима работы машины или установки устройства автоматической сигнализации извещают о появлении аварийных режимов работы и неполадок. Различают четыре типа автоматической сигнализации: командную, контрольную технологическую, предупредительную и аварийную. Командная сигнализация предназначена для передачи типовых командных сигналов от одного поста управления к другому и обратно. Простейший пример командной сигнализации — это устройство машинного телеграфа на кораблях. При повороте рукоятки машинного телеграфа, расположенного в рубке на верхней палубе, в положение, соответствующее определенной команде, например, «полный вперед», в машинном отделении сигнальное устройство производит эту команду. Контрольная технологическая сигнализация предназначена для автоматического извещения о включении в работу или остановке отдельных вспомогательных механизмов, положении запорных органов на различных коммуникациях и т.д. К подобным устройствам относятся, например, контрольные лампочки на пульте управления крупного станка, извещающие о том, что насос системы работает, и др. Предупредительная сигнализация служит для автоматического извещения персонала о возникновении опасных изменений режима, грозящих при дальнейшем их развитии аварией. Эти устройства сигнализируют, например, о необходимости остановки станка или прекращении движения подачи в случаях поломки режущего инструмента, поступлении некачественной заготовки, неправильной установке заготовки в станке, невыполнении предыдущей операции или перехода, наличии стружки в отверстии, в котором должна нарезаться резьба, или в случаях, которые могут привести к порче оборудования. На рисунке 13.12 показано устройство предупредительной сигнализации, контролирующее наличие в отверстии стружки, которая может привести к поломке режущего инструмента (метчика) при нарезании резьбы. Деталь с контролируемым отверстием 5 устанавливают строго по оси контрольного щупа 4. Механизм сигнализации получает поступательное движение от гидропривода 1. 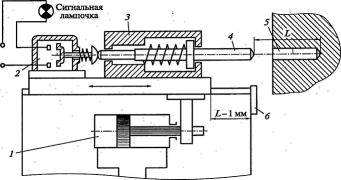 Рис. 13.12. Устройство предупредительной сигнализации: 1 — гидропривод; 2 — концевой выключатель; 3 — корпус; 4 — щуп; 5 — деталь с контролируемым отверстием; 6 — упор При наличии стружки в отверстии шток вместе со щупом 4 переместится влево относительно корпуса 3 и, воздействовав на концевой выключатель 2, замкнет электрическую цепь сигнальной лампочки. Если стружка отсутствует, то механизм предупредительной сигнализации, дойдя до упора 6, вернется в исходное положение. Устройства аналогичной конструкции служат для определения наличия отверстия в детали и для сигнализации о поломке сверл в рабочих органах автоматов и автоматических линий. Аварийная сигнализация, как правило, имеет комбинированный сигнал (световой и звуковой), который подается при нарушении технологического режима. Звуковой сигнал служит для привлечения внимания персонала, а световой сигнал указывает место нарушения. Аварийная сигнализация предназначена для автоматического оповещения персонала о происшедшем отключении оборудования. Устройства автоматической защиты служат для отключения контролируемого объекта при нарушении нормальных режимов работы, например, при перегрузке электрического оборудования, коротких замыканиях в электрических цепях, при повышении заданного давления в резервуарах, поломке инструмента на станках автоматической линии. Примером простейшей автоматической защиты могут служить плавкие вставки, представляющие собой патрон из изоляционного материала со вставкой из легкоплавкого металла, который при коротком замыкании расплавляется, разрывая электрическую цепь. К автоматической защите относятся и защитно-блокировочные устройства, которые останавливают станок или прекращают подачу заготовок, предупреждая аварию. Командой для срабатывания блокировочного устройства являются поломка и износ инструмента, неправильная установка заготовки, некачественная отливка и др. Большое значение защитно-блокировочные устройства имеют в автоматических линиях для предотвращения поломки инструмента и оборудования. Если хотя бы на одном станке АЛ произойдет значительный износ инструмента или по какой-либо другой причине будет не выполнена операция, защитно-блокировочное устройство остановит линию для устранения неполадок. Устройства автоматической защиты особенно необходимы для создания безопасных условий работы и для предотвращения аварий. На рисунке 13.13 показано устройство автоматической защиты, установленное на быстроходном прессе. Автоматическая защита состоит в том, что пресс не может быть приведен в действие до тех пор, пока в пространстве под штампом находится какой-либо посторонний предмет или пока из этого пространства не убраны руки рабочего. Пресс приводится в действие нажатием на педаль 7. Во время работы пресса пространство 3, подлежащее защите, пересекается потоком света, идущего от лампы 1 через оптическую систему 2 к фотоэлементу 4. Под действием света через фотоэлемент проходит ток, который усиливается в электронном усилителе 8 до величины, достаточной для срабатывания исполнительного устройства — силового электромагнита 5. Если защитный световой луч прервать, то отсутствие тока в цепи электромагнита приведет к тому, что якорь электромагнита под действием пружины отклонит толкатель 6 педали 7. В этом случае нажим на педаль не вызовет включения пресса. 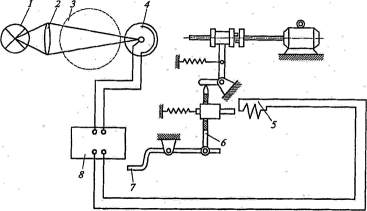 Рис. 13.13. Схема устройства автоблокировки пресса: 1 — лампа; 2 — оптическая система; 3 — пространство, подлежащее защите; 4 — фотоэлемент; 5 — электромагнит; 6 — толкатель; 7 — педаль; 8 — усилитель Контрольные вопросы 1. Каковы основные направления автоматизации контроля? 2. Какие погрешности возникают при контроле? 3. Чем отличаются друг от друга пассивный и активный контроль? 4. Как построены автоматы пассивного и активного контроля? 5. Как осуществляется автоматический контроль линейных размеров детали? 6. Чем обеспечивается автоматический контроль формы деталей? 7. Каковы структуры контрольного и контрольно-сортировочного автоматов? 8. Каково назначение измерительных станций контрольных автоматов? 9. Как устроены сортировочные устройства контрольных автоматов? 10. Как построены системы автоматического контроля? 11. Что такое автоматическая сигнализация и автоматическая защита? |