Лабораторная работа Размерный анализ технологического процесса изготовления детали «Вал». ЛР. Содержание анализ чертежа детали 4 формирование маршрутного описания технологического процесса 6 моделирование размерных связей технологического процесса 9 Задание
 Скачать 0.59 Mb. Скачать 0.59 Mb.
|

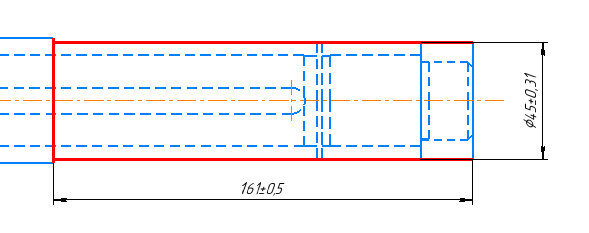
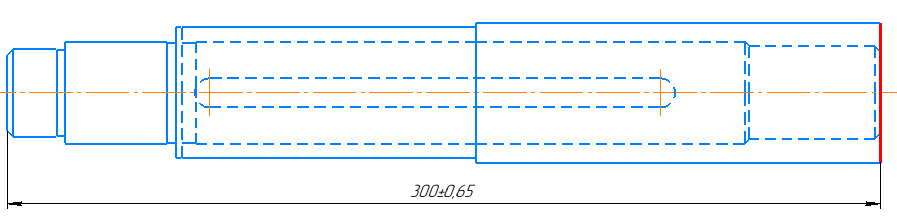
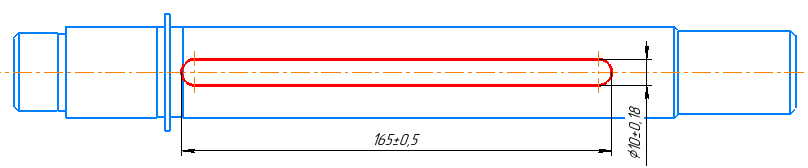
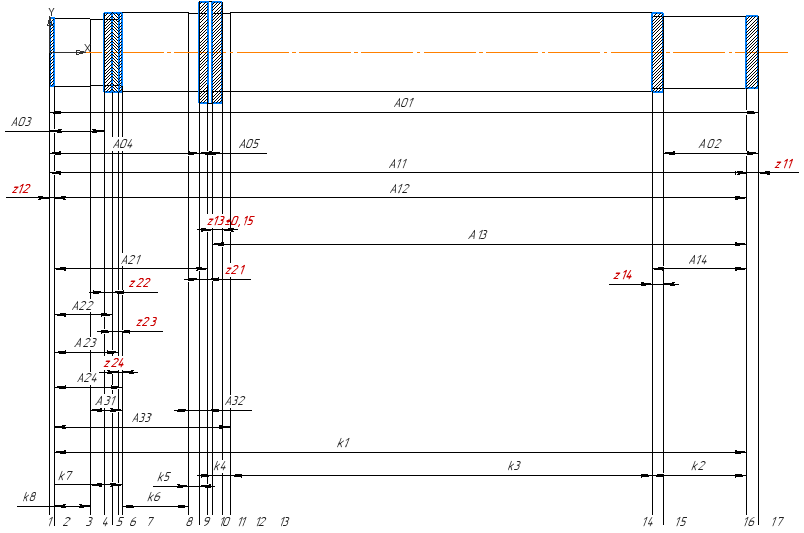
 СОДЕРЖАНИЕ1.АНАЛИЗ ЧЕРТЕЖА ДЕТАЛИ 4 2.ФОРМИРОВАНИЕ МАРШРУТНОГО ОПИСАНИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА 6 3.МОДЕЛИРОВАНИЕ РАЗМЕРНЫХ СВЯЗЕЙ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА 9 Задание: по заданному варианту чертежа детали и иллюстрациям к процессу ее обработки пронумеровать поверхности и сформировать стартовую структуру технологического процесса в виде маршрутного описания. Составить размерную схему технологического процесса вдоль оси Z на основании иллюстраций для обработки детали. Построить графовые модели и сформировать уравнения размерных цепей. Проверить обеспечение точности получения конструкторских размеров по составленным уравнениям. Определить колебания припусков на чистовых переходах. Цель работы: овладение навыками разработки маршрутного описания технологического процесса. Овладение навыками построения размерных схем и графовых моделей. Овладение методикой выявления уравнений размерных цепей. Порядок выполнения работы На основании чертежа детали (рис.1.1), иллюстраций технологического процесса (Табл.2.1) и серийного типа производства необходимо назначить операции и выбрать технологическое оборудование для их выполнения. Руководствуясь чертежом детали, необходимо пронумеровать обрабатываемые поверхности детали. На основании иллюстраций к чертежам формируется размерная схема технологического процесса вдоль оси Z. Данная схема моделирует процесс обработки от исходной заготовки до готовой детали. АНАЛИЗ ЧЕРТЕЖА ДЕТАЛИ
Большинство поверхностей детали требуют механической обработки, и в условиях среднесерийного производства рационально использовать предварительно настроенное оборудование. Следовательно, все размеры в процессе обработки на каждой операции должны получаться автоматически. Для этого режущий инструмент должен настраиваться от установочных баз приспособления или от настроечных баз на заготовке. Данная деталь относится к классу «Валы» поскольку максимальный диаметр не превышает длину. По конфигурации она имеет ступенчатую наружную поверхность. Данные поверхности являются концентричными и перпендикулярными общей оси. Отклонения расположения этих поверхностей не регламентируются чертежом. Значит, эти параметры находятся в пределах общих допусков на размеры. Одна из поверхностей имеет достаточно высокие точностные и качественные показатели (h9 и Ra1,6). ФОРМИРОВАНИЕ МАРШРУТНОГО ОПИСАНИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССАТаблица 2.1. Маршрутный технологический процесс изготовления детали «Вал»
МОДЕЛИРОВАНИЕ РАЗМЕРНЫХ СВЯЗЕЙ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
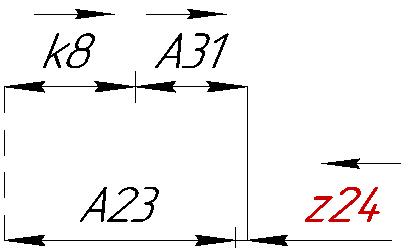
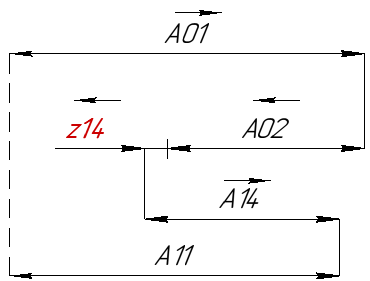
На следующем шаге необходимо построить размерный граф для удобства выявления уравнений размерных цепей. На нем представлены замыкающие звенья в виде конструкторских размеров и минимальных припусков и все технологические размеры, и размеры исходной заготовки.
Далее, используя исходный и производный графы, нужно составить канонические уравнения размерных цепей. Для каждого записанного уравнения моделируется сама размерная цепь. Данный алгоритм удобно представить в табличном виде. Таблица должна иметь следующий вид.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||