Контроль алюминия. Требования к контролю алюминиевых сплавов. Согласно требованиям рмрс
 Скачать 248.77 Kb. Скачать 248.77 Kb.
|

|
Согласно требованиям РМРС 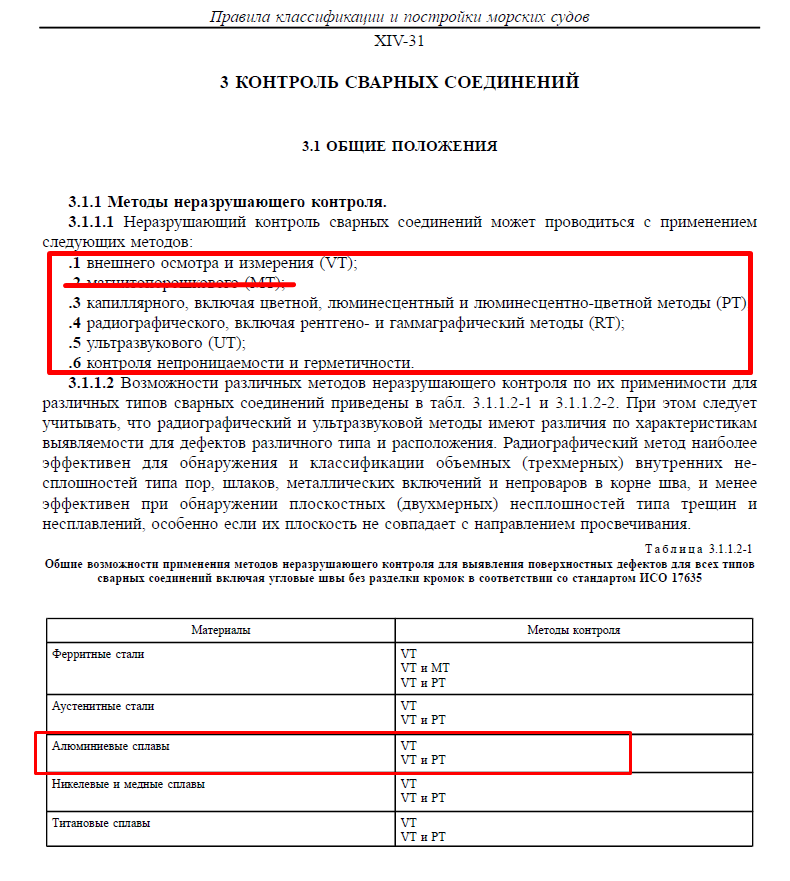 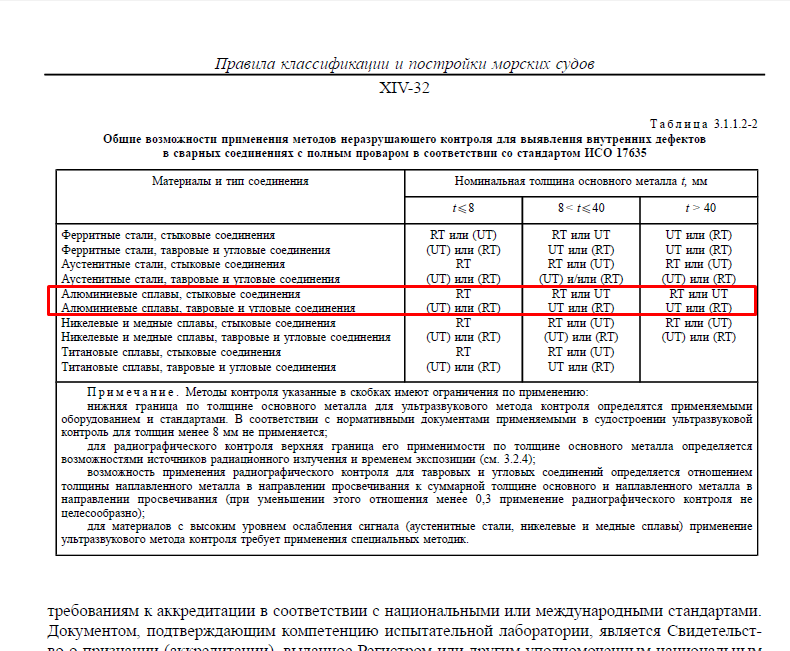 ГОСТ 14806-80 «Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. ГОСТ Р ИСО 10042-2009 «Сварка. Сварные соединения из алюминия и его сплавов, полученные дуговой сваркой. Уровни качества» ИСО 17635 «Контроль неразрушающий сварных швов. Общие правила для швов, полученных при сварке плавлением металлических материалов» Методы контроля алюминиевых изделийВизуально-измерительный контроль (РД 03-606-03. ) — обязательная часть перед проведением любого другого контроля. Выявляет поверхностные дефекты. Капиллярный контроль (в соответствии с ГОСТ 18442-80) — проводится с помощью индикаторных жидкостей яркого цвета или флуоресцирующих в ультрафиолетовом освещении. Выявляет дефекты, выходящие на поверхность, в том числе, сквозные. Вихретоковый метод контроля — позволяет контролировать объекты на высокой скорости и без контакта с поверхностью. Метод, несмотря на то, что глубина контроля по алюминию даже меньше, чем по стали, широко применяют в автоматизированных линиях. Радиографический контроль (регламентируются ГОСТом 20426-82) — выявляет поверхностные, подповерхностные, внутренние и сквозные дефекты, в том числе мелкие. По сравнению со сталями, для просветки алюминия требуется меньшее напряжение на трубке. Ультразвуковой контроль (согласно ГОСТ Р 54487-2011) — показывает дефекты, залегающие в толщине металла. На приборе требуется установить соответствующие алюминию скорость распространения волны и угол ввода для наклонных пьезоэлементов. Дополняет радиографический метод контроля. УЗК также применяется для определения газовой пористости всего изделия в целом и измерения толщины. Моменты при учете контроля алюминиевых сплавов: Визуально-измерительный и капиллярный контроль алюминиевых и стальных изделий не имеют существенных отличий. Магнитопорошковый контроль алюминиевых изделий не проводится. Требуемое напряжение для просвечивания алюминия с помощью рентгеновской трубки примерно в 2 раза меньше по сравнению с изделиями из стали. Склонность алюминия к наличию несплавлений при сварке деталей подразумевает применение в особо ответственных случаях ультразвуковой контроль совместно с радиографическим. |