отчет по слесарной практике. Сущность опиливания. Напильники
 Скачать 394.5 Kb. Скачать 394.5 Kb.
|

|
8. Опиливание металла. Сущность опиливания. Напильники.Опиливанием называется операция по обработке металлов и других материалов снятием небольшого слоя напильниками вручную или на опиловочных станках. Напильник представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы (зубья), имеющие в сечении форму клина. Напильники изготовляют из стали У13 или У13А (допускается легированная хромистая сталь ШХ15 или 13Х), после насекания подвергают термической обработке. С помощью напильника слесарь придает деталям требуемую форму и размеры, производит пригонку деталей друг к другу, подготовляет кромки деталей под сварку и выполняет другие работы. Ручная обработка напильником в настоящее время в значительной степени заменена опиливанием на специальных станках, но полностью ручное опиливание эти станки вытеснить не могут, так как пригоночные работы при сборке и монтаже оборудования часто приходится выполнять вручную. При помощи напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия любой формы, поверхности, расположенные под разными углами, и. т. п. Припуски на опиливание оставляются небольшими - от 0,5 до 0,025 мм. Точность обработки опиливанием от 0,2 до 0,05 мм, в отдельных случаях до 0,001 мм. Напильники подразделяют: по крупности насечки, по форме насечки, по длине и форме бруска, по назначению. У напильников с насеченными зубьями с отрицательным передним углом (γ от -12 до -15°) и сравнительно большим задним углом (α от 35 до 40°) обеспечивается достаточное пространство для размещения стружки. Получающийся при этом угол заострения β = 62 (до 67°) обеспечивает прочность зуба. Виды и основные элементы насечек. Насечки на поверхности напильника образуют зубья, которые снимают стружку с обрабатываемого материала. Зубья напильников получают на пилонасекательных станках при помощи специального зубила, на фрезерных станках - фрезами, на шлифовальных станках - специальными шлифовальными кругами, а также путем накатывания, протягивания на протяжных станках - протяжками и на зубонарезных станках. Каждым из указанных способов насекается свой профиль зуба. Однако независимо от способа получения насечки каждый зуб имеет задний угол а, угол заострения р, передний угол у и угол резания 5.
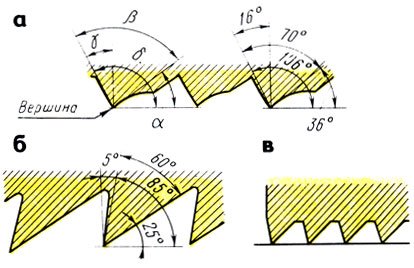 Рисунок 8.1 - Зубья напильника: а - насеченные, б - полученные фрезерованием, в - полученные протягиванием или шлифованием. 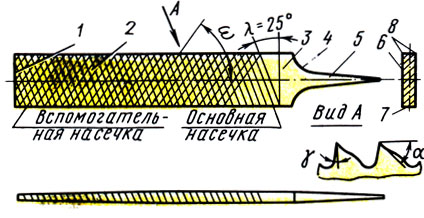 Рисунок 8.2 - Напильник слесарный общего назначения: 1 - носок, 2 - рабочая часть, 3 - ненасеченный участок, 4 - заплечик, 5 - хвостовик, 6 - широкая сторона, 7 - узкая сторона, 8 – ребра. Напильники с фрезерованными или шлифованными зубьями имеют положительный передний угол γ = 2 (до 10°). У них угол резания меньше 90° и, значит, меньше усилие резания. Большая стоимость Фрезерования и шлифования ограничивает применение этих напильников. Для напильников с зубьями, полученными протягиванием (рис. 135, в), γ = - 5°, β = 55°, α = 40° , δ = 95°. Протянутый зуб имеет впадину с плоским дном. Эти зубья лучше врезаются в обрабатываемый металл, что значительно повышает производительность труда. Кроме того, напильники с такими зубьями более стойки, так как зубья не забиваются стружкой. Классификация напильников.Напильники по назначению подразделяют на следующие группы: общего назначения, специального назначения, надфили, рашпили, машинные. Напильники общего назначения предназначаются для общеслесарных работ. По числу насечек (нарезок) на 1 см длины делятся на следующие шесть номеров: 0, 1, 2, 3, 4 и 5. Напильники с насечкой № 0 и 1 (драчевые) имеют наиболее крупные зубья и служат для грубого опиливания, когда требуется удалить большой слой металла - 0,5 - 1,0 мм. Точность обработки этим напильником не превышает 0,2 - 0,5 мм. Напильники с насечкой NQ 2 (личные) применяют для чистового опиливания изделий с точностью 0,02 -0,15 мм. Снимаемый слой металла не превышает 0,1 - 0,3 мм. Напильники с насечкой № 3, 4 и 5 (бархатные) служат для окончательной отделки изделий. Они снимают слой не более 0,025 - 0,5 мм при точности обработки от 0,01 до 0,005 мм. Напильники выпускают длиной 100 (125), 150, 200, 250, 300, 350 и 400 мм. По форме
еречного сечения они делятся на следующие восемь типов. 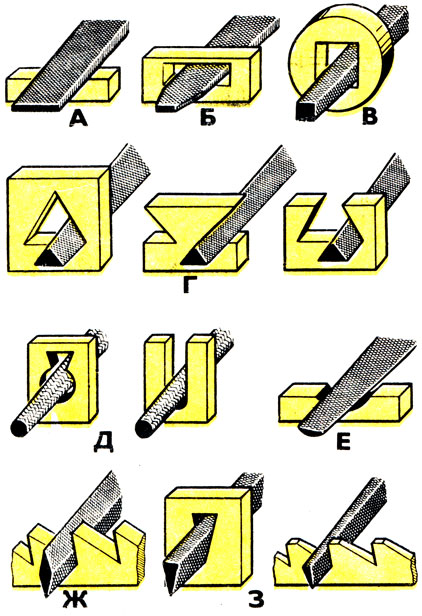 Рисунок 8.3 - Напильники по форме сечения: А, Б - плоские, В - квадратные, Г - трехгранные, Д - круглые, Е - полукруглые, Ж - ромбические. З – ножовочные. А - плоские, Б - плоские остроносые применяются для опиливания наружных или внутренних плоских поверхностей, а также пропиливания шлицев и канавок. В - квадратные напильники используются для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей. Г - трехгранные напильники служат для опиливания острых углов 60° и более как с внешней стороны детали, так и в пазах, отверстиях и канавках, для заточки пил по дереву. Д - круглые напильники используют для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса. Е - полукруглые напильники (сечение сегмент) применяют для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой стороной); плоскостей, выпуклых криволинейных поверхностей и углов более 30° (плоской стороной). Ж - ромбические напильники применяют для опиливания зубьев зубчатых колес, дисков и звездочек, для снятия заусенцев с этих деталей после обработки их на станках, а также опиливания углов свыше 15° и пазов. З - ножовочные напильники служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях, а также при изготовлении режущих инструментов и штампов.
Надфили имеют такую же форму, как и слесарные напильники. Изготовляют надфили из стали У13 или У13А, допускается У12 или У12А. Длина надфилей установлена равной 80, 120 и 160 мм. На рабочей части надфиля на длине 50,60,80мм наносят насечки зубьев. Надфили имеют перекрестную (двойную) насечку: основную - под углом X = 25° и вспомогательную со = 45°. Узкая сторона надфиля имеет одинарную насечку (основную). В зависимости от количества насечек, приходящихся на каждые 10 мм длины, надфили разделяют на пять типов: №1,2, 3, 4 и 5. В зависимости от типа надфили имеют от 20 до 112 насечек. На рукоятке каждого надфиля наносится номер насечки: № 1 - 20 - 40 насечек; № 2 - 28 - 56; № 3, 4 и 5 - 40 - 112 насечек на 10 мм длины.
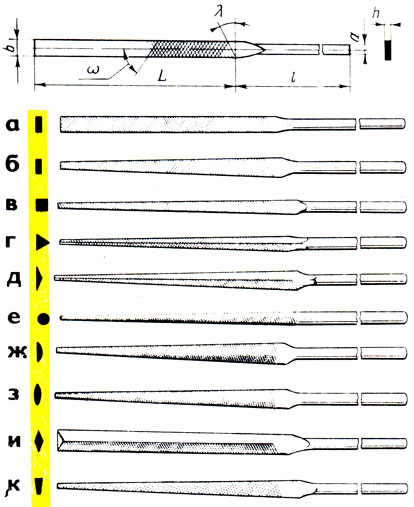 Рисунок 8.4 - Надфили: а - плоские тупоносые, б - плоские остроносые, в - квадратные, г - трехгранные, д - трехгранные односторонние, е - круглые, ж - полукруглые, з - овальные, и - ромбические, к - ножовочные, л - пазовые, L - рабочая часть, I - длина ручки, d - диаметр ручки, b - ширина надфиля, h - толщина надфиля. Техника и приемы опиливания.Положение корпуса считается правильным, если правая рука с напильником, установленным на губках тисков (исходное положение), согнутая в локте, образует угол 90° между плечевой и локтевой частью руки. При этом корпус работающего должен быть прямым и развернутым под углом 45° к линии оси тисков. Положение ног. При начале рабочего хода напильника масса тела приходится на правую ногу, при нажиме центр тяжести переходит на левую ногу. Этому соответствует такая расстановка ног: левая выносится (отводится) вперед по направлению движения напильника, правую ногу отставляют от левой на 200 - 300 мм так, чтобы середина ее ступни находилась против пятки левой ноги. При рабочем ходе напильника (от себя) основная нагрузка приходится на левую ногу, а при обратном (холостом) ходе - на правую, поэтому мышцы ног попеременно отдыхают. При снятии напильником толстых слоев металла приходится нажимать на напильник с большой силой, поэтому правую ногу отставляют от левой назад на полшага, и правая нога в этом случае является основной опорой. При слабом нажиме на напильник, например при доводке или отделке поверхности, стопы, ног располагают почти рядом. Эти работы как точные чаще выполняют сидя.
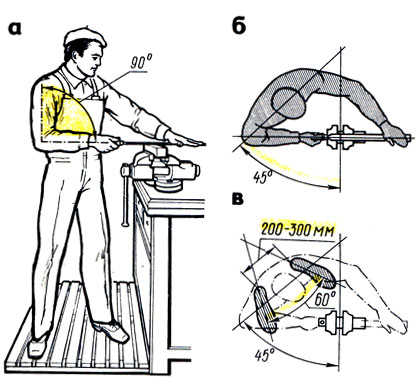 Рис. 8.5 Положение при опиливании: а - корпуса, б - корпуса, развернутого под углом 45°, в - ног
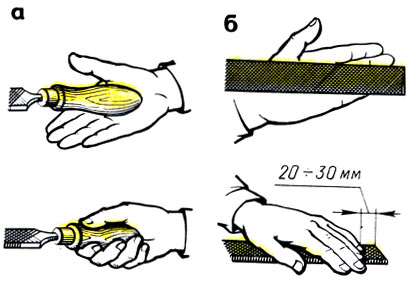 Рис.8.6 Положение рук при опиливании: а - правой, б – левой Положение рук (хватка напильника) имеет чрезвычайно важное значение. Слесарь берет в правую руку напильник за ручку так, чтобы ручка упиралась в ладонь руки, четыре пальца захватывали ручку снизу, а большой палец помещался сверху. Ладонь левой руки накладывают несколько поперек напильника на расстоянии 20 - 30 мм от его носка. При этом пальцы должны быть слегка согнуты, но не свисать; они не поддерживают, а только прижимают напильник. Локоть левой руки должен быть немного приподнят. Правая рука от локтя до кисти должна составлять с напильником прямую линию.
|