СВАРОЧНЫЕ ПОСТЫ. Сварочные посты для ручной дуговой сварки
 Скачать 84.5 Kb. Скачать 84.5 Kb.
|

|
СВАРОЧНЫЕ ПОСТЫ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ Стационарные и передвижные сварочные посты. Специально оборудованное рабочее место для сварки называют сварочным постом. Сварочные посты могут быть стационарными и передвижными. Стационарные сварочные посты(рис. 2.1) размещают в цехах для изготовления сварных конструкций. К посту подают собранную под сварку конструкцию, при выполнении швов сварщик передвигается, а источник питания током и пусковая аппаратура остаются неподвижными. Передвижения сварщика обусловлены длиной сварочного кабеля — не более 30—40 м; при большей длине падает напряжение в сварочной цепи, что затрудняет процесс сварки. При сварке небольших конструкций сварочный пост оборудуют в кабине размерами в плане примерно 2 х 2 м и высотой не менее 2 м. Стенки кабины могут быть изготовлены из негорючих и неэлектропроводящих материалов, например из асбестовых листов. При использовании фанеры и брезента их пропитывают огнестойким составом, например раствором алюмокалиевых квасцов. Стены окрашивают в светло-серый цвет красками, хорошо поглощающими ультрафиолетовые лучи (цинковые или титановые белила, желтый крон и др.). Освещенность кабины должна быть не менее 80 лк. » Кабину оборудуют местной вентиляцией с воздухообменом 40 м3/ч на каждого рабочего. Вход в кабину закрывают брезентовыми шторами с огнестойкой пропиткой. Между стенками и полом должен быть зазор не менее 50 мм для вентиляции. Пол должен быть выложен огнестойким материалом (кирпичом, бетоном). Для включения источника сварочного тока в кабине имеется рубильник или магнитный пускатель. Сварочный аппарат и пусковая аппаратура расположены обычно в кабине, однако они могут быть вынесены и за ее пределы. В этом случае сварочные аппараты устанавливают на расстоянии не более 15 м от кабины или места сварки в свободных промежутках между колоннами цеха. Лист 1 Питание сварочным током может быть централизованным. В цехе устраивают машинный зал, оснащенный мощными сварочными аппаратами, от которых проводят медные шины вдоль колонн для подачи тока к 15-30 постам. Посты оборудуют распределительной пусковой аппаратурой, подсоединяемой к шине, и балластным реостатом для регулирования сварочного тока. В кабине устанавливают металлический сварочный стол высотой 0,5-0,6 м для работы сидя или высотой 0,9— 1,1 м для работы стоя. Вместо стола можно использовать манипулятор, кантователь или другое механическое оборудование, облегчающее поворот изделия при сварке швов. При работе применяют стул с подвижным сиденьем. Кабину, как правило, обустраивают вентиляцией и консольным краном. Передвижные сварочные посты(рис. 2.2) применяют при сварке крупногабаритных изделий (металлоконструкций, сосудов, трубопроводов), при строительстве зданий и сооружений на строительной площадке, а также при ремонтных работах. Такие посты размещают в передвижных машинных залах, изготовленных из стального каркаса, обшитого листовым железом. В зале устанавливают обычно 1-3 сварочных аппарата, пусковую аппаратуру, шкаф для инструмента и сварочного кабеля, печь для прокалки электродов. Передвижные машинные залы имеют в верхних углах приваренные проушины для закрепления стропами и перемещения по высоте краном или погрузки на машины и вагоны, а внизу - полозья для перемещения на короткое расстояние волоком. Допускается размещение передвижных постов непосредственно на строительной площадке, но обязательно под навесом. Рабочее место сварщика в условиях монтажа должно быть защищено от дождя, снега и ветра, а также ограждено переносными щитами или ширмами. Находящуюся на площадках сварочную аппаратуру также необходимо защищать от дождя и снега. Посты, установленные на высоте более 2 м, должны быть оборудованы ограждениями и лестницами. Для защиты рабочих от излучения дуги используют складные щиты. Все участки, где производятся сварочные работы в стационарных или монтажных условиях, должны хорошо освещаться дневным или искусственным светом. Лист 2 Оборудование сварочного поста Основным оборудованием сварочного поста являются источник питания, балластный реостат, ограничитель напряжения холостого хода источника питания, пусковая аппаратура, рабочий стол сварщика, сварочный кабель, электрододержатель, приспособления для сборки и сварки. Наиболее распространенными источниками питания для ручной дуговой сварки являются сварочные трансформаторы. Обычно применяют трансформаторы типов ТД и ТДМ. Для сложных и ответственных сварочных работ посты укомплектовывают источниками питания постоянного тока - преобразователями ПД-502 или ПСО, а также однопостовыми выпрямителями ВД-401, ВД-501 и др. В цехе или при сварке крупных металлоемких конструкций используются многопостовые источники питания - преобразователь ПСМ-1001, выпрямитель ВДМ-1001 и др. В этом случае пост оборудуют балластными реостатами РБ-300 или РБ-500, которые подсоединяют к сварочному проводу (или шине), идущему от многопостового источника питания сварочной дуги. Балластный реостат формирует падающую характеристику источника питания и ступенчато регулирует сварочный ток. Ограничитель напряжения холостого хода источника питания снижает напряжение холостого хода сварочных трансформаторов до 12 В за время не более 1 с после прекращения горения дуги. Применяется при ручной дуговой сварке на открытом воздухе, в особо опасных помещениях, внутри металлических резервуаров, в траншеях, при сварке в неудобной позе или лежа. Включение однопостового источника питания в силовую электрическую сеть осуществляется с помощью пусковой и защитной электроаппаратуры, рассчитанной на напряжение до 1000 В. Это рубильники закрытого типа и плавкие предохранители или автоматические выключатели. Применяют также контакторы (аппараты дистанционного управления сварочным током) и кнопки управления для включения и выключения контакторов. Лист 3 В случае массовой сборки и сварки деталей в кабине вместо обычного устанавливают поворотный стол с перегородкой посередине, а также дополнительный стул для сборщика. В то время как на одной половине стола сварщик производит сварку, на другой - сборщик собирает детали под сварку. При сварке деталей с кольцевыми швами или сложной конфигурации в кабине устанавливают кантователь или манипулятор. Вентиляция кабины осуществляется местным газоотсо- сом. Эффективность местного отсоса вредных газов из зоны дыхания сварщика определяется правильным выбором вентилятора, максимальным приближением вытяжных панелей к месту горения дуги и уменьшением излишних подсосов воздуха путем максимального закрытия места сварки. Лучшим рабочим столом сварщика является стол с решеткой и вытяжкой газов и пыли в сторону или вниз. Лист 4 Рис. 2.1 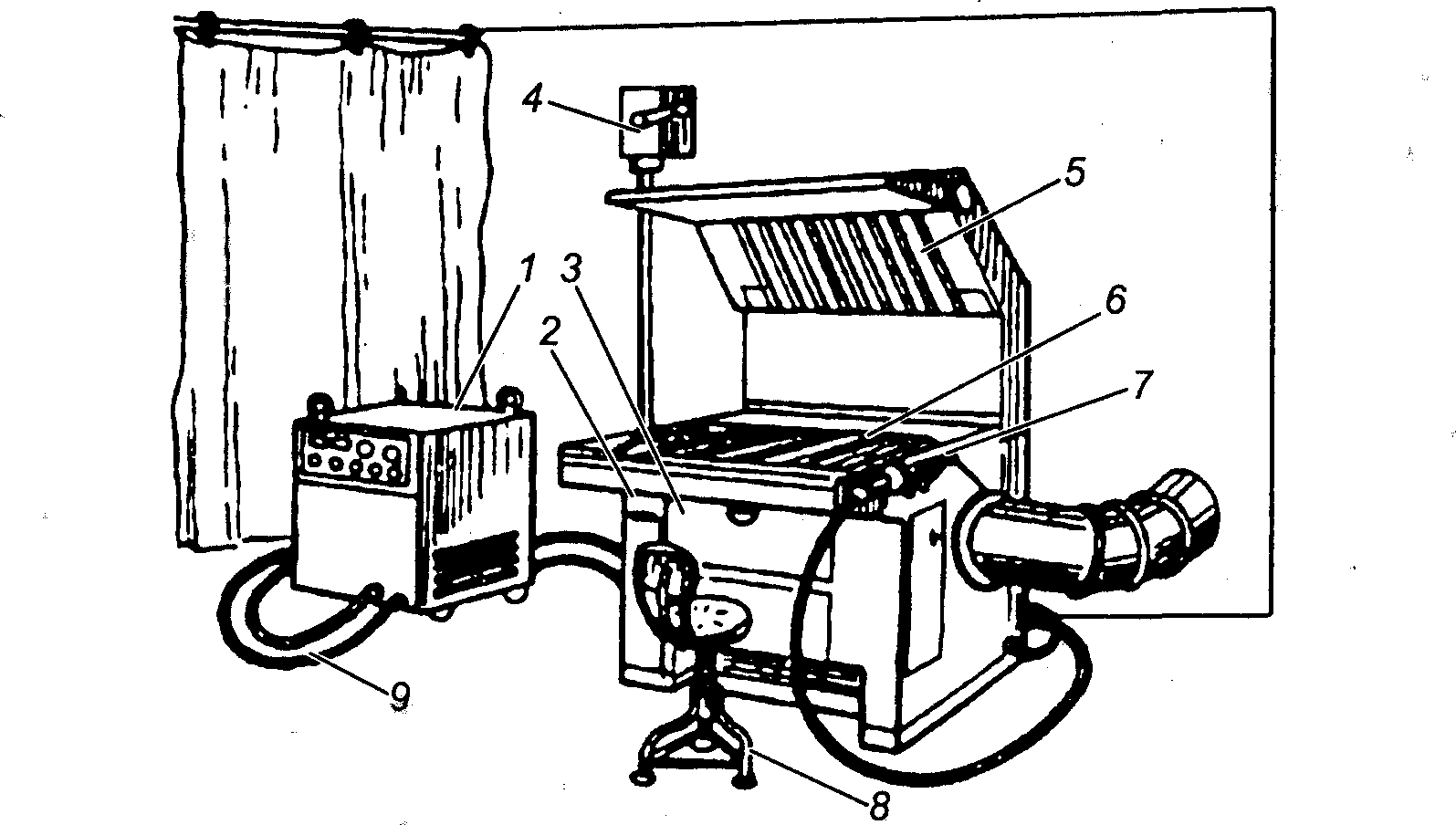 Рис. 2.1 Стационарный сварочный пост для ручной дуговой сварки : 1- источник сварочного тока ; 2- стол ; 3- ящик для инструмента ; 4- рубильник ; 5,6- вытяжная камера ; 7- электрододержатель ; 8- стул сварщика ; 9- сварочные провода . Рис. 2.2 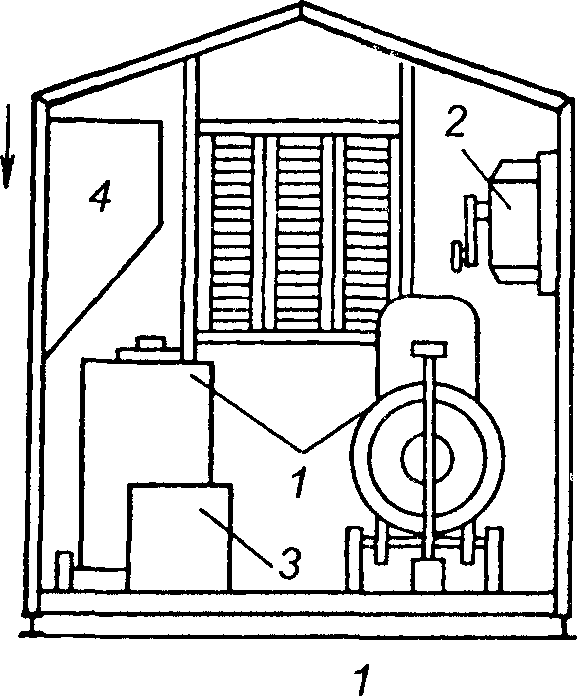  Рис.2.2 Передвижной сварочный пост: 1 - сварочные аппараты; 2 - пусковые аппараты; 3 - печь для прокалки электродов; 4 - шкаф для инструмента. |