|
|
Технологическая карта. ТК УЗК Стык. Технический директор ооо Диапак С. А. Стрижков
|
УТВЕРЖДАЮ
|
|
|
Технический директор ООО «Диапак»
|
|
|
|
|
|
___________________ С.А.Стрижков
|
|
|
"24" июня 2012 г
|
|
|
|
|
|
|
|
|
|
|
|
ОПЕРАЦИОНАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА
УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ
|
ШИФР
|
УК-С-1
|
НАИМЕНОВАНИЕ ПРЕДПРИЯТИЯ:
|
ООО «Диапак»
|
НАИМЕНОВАНИЕ ОБЪЕКТА, КАТЕГОРИЯ:
|
Трубопровод МН «Куйбышев – Лисичанск» 1 категории
|
НОРМАТИВНЫЕ ДОКУМЕНТЫ:
|
ГОСТ 14782-86; РД–19.100.00-КТН-001-10; РД-19.100.00-КТН-192-10; РД-23.040.00-КТН-387-07; ОР-19.100.00-КТН-010-10.
|
1 ИСХОДНЫЕ ДАННЫЕ
|
ОБЪЕКТ КОНТРОЛЯ
|
ДЕФЕКТОСКОП
|
ПАРАМЕТРЫ КОНТРОЛЯ
|
Номи-нальный диаметр трубы
|
Номи-нальная толщина стенки S
|
Тип сварного соединения
|
УД2В-46П или аналогичный по техническим характеристикам
|
Тип ПЭП
|
Рабочая частота
|
Угол ввода
|
Стрела ПЭП n
|
Браковочная чувстви-тельность по отражателю, размер зарубки (площадь или диаметр отверстия)
|
Уровень фиксации
|
Скорость
перемещения ПЭП,
не более
|
мм
|
мм
|
МГц
|
град
|
мм
|
мм
|
мм
|
дБ
|
мм/с
|
1020
|
14
|
стыковое
|
П121-5,0-65
|
5,0
|
652
|
12
|
2
|
2
|
+6
|
100
|
2 ПОДГОТОВКА К КОНТРОЛЮ
|
Наименование операции:
|
Содержание операции:
|
Подготовка к проведению контроля
|
- Получить задание на контроль с указанием типа и номера сварного соединения и его расположения на контролируемом объекте, параметров соединения и его элементов;
- ознакомиться с настоящей технологической картой, конструкцией и особенностями технологии выполнения сварных соединений в части способа сварки, с результатами предыдущего контроля.
- Проверить:
обеспечение доступа к сварному соединению для беспрепятственного сканирования околошовной зоны;
качество очистки зоны контроля сварного соединения по обе стороны от шва и по всей его длине от изоляционного покрытия, пыли, грязи, окалины, застывших брызг металла, забоин и других неровностей, размер очищенной околошовной зоны;
чистоту обработки поверхности околошовной зоны - должна быть не хуже Ra 6,3 (Rz 40);
ширину подготавливаемой зоны с каждой стороны шва - должна быть не менее 104 мм (2Stg α + ЗТВ (10 мм) + n1 (40 мм) – n (12 мм)).
- Произвести разметку контролируемого соединения. Отметить точку начала сканирования. Наложить мерный пояс.
- Нанести контактную жидкость в соответствии с температурой окружающего воздуха.
- Если предоставлена информация, что при выполнении сварного соединения заводская кромка трубы обрезана более чем на 30 мм, провести УЗК участка, прилегающего к сварному шву, шириной 60 мм, прямым раздельно-совмещенным ПЭП по всему периметру трубы для выявления возможных расслоений в соответствии с операционной технологической картой ультразвукового контроля расслоений в прокате.
|
Настройка аппаратуры
|
При помощи стандартных образцов СО-2, СО-3:
- проверить работоспособность дефектоскопа и измерить точку выхода n и фактический угол ввода α пьезоэлектрического преобразователя (ПЭП), установить измеренные значения в соответствующих полях;
- откалибровать по двум эхо-сигналам от СО-3 (55 / 165 мм) скорость в металле и задержку в призме ПЭП, установить измеренные значения в соответствующих полях дефектоскопа;
Установить в соответствующие поля:
фактический угол ввода α
частоту -5.0 МГц,
толщину образца–14 мм
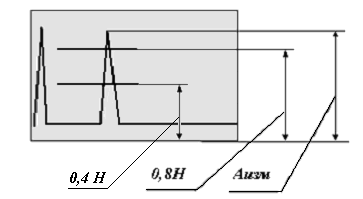
высоту строба 1 - 80 % высоты экрана
высоту строба 2 - 40 % высоты экрана
длительности развертки- 85 мм
При помощи стандартного образца предприятия с отражателем типа «зарубка»:
- уточнить настройку диапазона развертки, глубиномера
- произвести настройку браковочного уровня чувствительности;
- настройку системы автоматической сигнализации дефектов (АСД) (. В меню «А-зона») установить:
начало строб импульса– на 2-3 мм правее зондирующего импульса, ширину строб импульса – совместить конец строба с задним фронтом эхо-сигнала от верхней зарубки.
Настройку дефектоскопа производить при температуре контроля.
Манипуляции с органами управления дефектоскопа производить в соответствии с инструкцией по эксплуатации на дефектоскоп УД2В-46П. При проведении контроля инструкция должна находиться на рабочем месте.
|
Настройка уровня чувствительности
|
Используя поле «Усиление» и настройки меню «ВРЧ» установить амплитуду эхо-сигналов от обеих зарубок СОП до строб импульса – браковочный уровень чувствительности.
Уровень фиксации – +6 дБ (40% экрана)
Поисковый уровень чувствительности +6 ÷ +12 дБ
В меню «Настройки» сохранить настройку прибора.
Установленный уровень чувствительности проверять на отражателе СОП перед началом контроля и после окончания контроля каждого сварного шва.
|
3 ПРОВЕДЕНИЕ КОНТРОЛЯ
|
Наименование операции:
|
Содержание операции:
|
Сканирование
|
Установить поисковый уровень чувствительности, увеличив усиление на 6 дБ.
Произвести сканирование путем возвратно-поступательного передвижения преобразователя вдоль шва в пределах от края валика усиления до Lmax. В процессе перемещения ПЭП ось ультразвукового луча поворачивают относительно линии поперечного перемещения на 10 - 15. Следить за обеспечением акустического контакта. Сканирование произвести с обеих сторон усиления шва.
В процессе контроля периодически проверять настройку дефектоскопа по СОП не реже 2 раз в смену.
|
Схема контроля
|
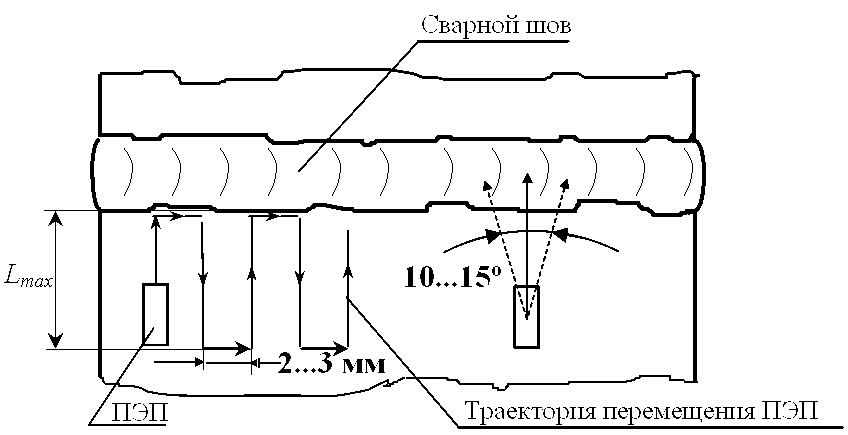 
Lmax = 2Stg + n1 + ЗТВ – n = 104 мм.
|
Локализация дефекта
|
Признаком обнаружения дефекта служит срабатывание АСД и появление эхо-сигнала в пределах строб-импульса. Зафиксировать преобразователь в положении, соответствующем максимальному эхо-сигналу и произвести измерение характеристик дефекта.
|
4 ИЗМЕРЕНИЕ ХАРАКТЕРИСТИК ДЕФЕКТА
|
Амплитуда эхо-сигнала Аизм
|
Амплитуду эхо-сигнала от дефекта Аизм измеряют относительно уровня, установленного при настройке браковочного уровня чувствительности. Если Аизм больше 80 % экрана, то дефект недопустим по амплитуде. Если Аизм меньше или равно 80 % экрана, но больше или равно 40 % экрана, то дефект допустим по амплитуде.
|
|
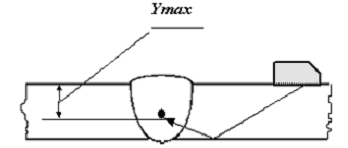
Наибольшая глубина залегания Ymax, мм
|
Измеряется с помощью глубиномера при максимальной амплитуде эхо-сигнала.
|
|
Условная протяженность l, мм
|
Измеряется линейкой как расстояние между крайними положениями преобразователя, перемещаемого вдоль шва и ориентированного перпендикулярно к нему. При этом крайними положениями преобразователя считают те, при которых амплитуда эхо-сигнала от дефекта уменьшается до уровня фиксации.
|
|
Условное расстояние между дефектами DL, мм
|
Измеряется линейкой на уровне фиксации как расстояние между крайними положениями преобразователя, при которых была определена условная протяженность расположенных рядом дефектов.
|
|
Суммарная условная протяженность SDl, мм
|
Определяется как сумма условных протяженностей дефектов на оценочном участке равном 300 мм.
|
5 КЛАССИФИКАЦИЯ ДЕФЕКТОВ
|
|
Наименование дефектов по результатам УЗК
|
Условное обозначение
|
Классификационные признаки
|
Размеры дефекта
|
|
Любой дефект, амплитуда эхо-сигнала от которого превышает браковочный уровень, считают недопустимым
|
При амплитуде эхо-сигналов от дефектов ниже браковочного уровня их считают допустимыми, если:
|
|
Непротяженные
|
SH
|
l 12 мм
|
300 30мм
|
|
Протяженные в сечении шва
|
LS
|
l 12 мм, Ymax 9,3 мм
|
l 2S, но 25мм; 300 25мм
|
|
Протяженные в корне шва
|
LB
|
l 12 мм, Ymax 9,3 мм
|
l £ S, но £ 25мм; å300 £ 25мм
|
|
Скопление
|
CC
|
3 и более дефекта с l 12 мм, L 12 мм
|
l S, но 30мм; 300 30мм
|
|
ОПИСАНИЕ ВЫЯВЛЕННЫХ ДЕФЕКТОВ
|
|
При составлении заключений каждый дефект следует описывать отдельно.
При сокращенном описании дефектов обозначают:
буквами - вид дефекта (SH, LS, LB, CC).
буквами - допустимость дефекта по амплитудному признаку:
а) Ад - при Аизм.£Аэтал;
б) Ан - при Аизм.> Аэтал;
Обозначения отделяют друг от друга дефисом.
|
Примеры SH-Ад-170-3-5 – непротяженный дефект, отстоящий на 170 мм от точки начала сканирования, глубина залегания в шве - 3 мм, условная протяженность – 5, допустим.
CC-Ан-568-4-25 – цепочка дефектов, отстоящая на 568 мм от точки начала сканирования, глубина залегания в шве - 4 мм, условная протяженность - 25 мм, недопустим по амплитуде эхо-сигнала.
LS-Ад-1030-4-90 – протяженный дефект в сечении шва, отстоящий на 1030 мм от точки начала сканирования, глубина залегания в шве - 4 мм, условная протяженность – 90 мм, недопустим по условной протяженности.
LB-Ан-2100-6-140 – протяженный дефект в корне шва, отстоящий на 2100 мм от точки начала сканирования, глубина залегания в шве - 6 мм, условная протяженность – 140 мм, недопустим по амплитуде эхо сигнала и условной протяженности.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Составил:
|
Заместитель тех. директора
|
|
Ермолов Михаил Игоревич
|
24.06.2012
|
№ 1-330-2009 НУЦ «Сварка и контроль» 09.10.2009
|
|
должность
|
подпись
|
ФИО
|
Дата
|
№ удоств.,кем и когда выдано
|
Проверил
|
Начальник лаборатории НК и ТД
|
|
Гусаров Андрей Викторович
|
24.06.2012
|
|
|
|
должность
|
подпись
|
ФИО
|
Дата
|
№ удоств.,кем и когда выдано
|
|
|
|
 Скачать 0.57 Mb.
Скачать 0.57 Mb.