1 Объект контроля
|
1.1 Объект контроля
|
Пластина 250x200x10мм со стыковым сварным соединением
|
1.2 Контролируемый элемент
|
Стыковое сварное соединение С-17 по ТУ ВИК 2-19
|
1.3 Материал основного металла
|
Ст20
|
1.4 Способ сварки
|
РАД
|
1.5 Объём контроля, %
|
100
|
1.6 Категория сварного соединения
|
III категория качества , конструкция
|
1.7 Степень контроледоступности
|
1C
|
2 Нормативная документация
ТУ ВИК 2-19, ТУ УЗК 1-19
|
3.Средства контроля
|
3.1 Дефектоскоп (тип)
|
А1212 Master
|
3.2 Ультразвуковой преобразователь (ПЭП)
|
П121-5-70
|
3.3 Калибровочный образец
|
CO-2, CO-3, V2
|
3.4 Настроечный образец
|
СОП-10,0 с угловым отражателем, эквивалентной площадью соответствующей максимально допустимой эквивалентной площади Si=5 мм2
|
3.5 Линейка металлическая
|
150
|
Р исунок 1 -Эскиз сварного соединения исунок 1 -Эскиз сварного соединения
|
4 Подготовка к контролю
|
Выполнить проверку подготовки контролируемого элемента;
поверхность контролируемого элемента в зоне перемещения ПЭП с обеих сторон сварного шва должна быть очищена от сварочного грата, пыли, грязи, окалины, ржавчины. С неё должны быть удалены забоины, отслаивающаяся окалина по всей длине контролируемого участка, шероховатость поверхности должна быть не хуже Rz40 мкм
ширина подготовленной под контроль зоны с каждой стороны шва должна быть не менее Х зач= 90 мм
обозначить начало и направление отсчета координат, нанеся метку кернением или несмываемым маркером
|
4.2. Проверить точку выхода и угол ввода ПЭП по СО-3 и СО-2
|
4.3.Выполнить настройку режимов работы дефектоскопа, включающую в себя: настройку задержки и длительности развертки, настройку глубиномера, определение уровней чувствительности, настройку рабочей зоны контроля по СОП-10,0 с угловым отражателем, эквивалентной площадью соответствующей максимально допустимой эквивалентной площади Si=5 мм2
|
4.3.1.Настройку задержки и длительности развертки выполнить так, чтобы наибольшая часть развертки на экране соответствовала пути ультразвукового импульса в контролируемом металле
|
4.3.2.Настройку глубиномера выполнить по настроечному образцу в соответствии с
рисунком 2
|
4.3.3 Установку браковочных уровней чувствительности для прямого и однократно отражённого лучей, при которых проводится оценка допустимости обнаруженных несплошностей по амплитуде эхо-сигнала, провести по отражателю типа «зарубка» эквивалентной площадью, соответствующей максимально допустимой эквивалентной площади Si=5 мм2 соответственно на прямом и однократно отражённом лучах.
Контрольный уровень, при котором проводится оценка допустимости обнаруженных несплошностей по условной протяженности, установить путем повышения чувствительности на 6 дБ относительно соответствующего браковочного уровня.
Поисковый уровень чувствительности, при котором проводят поиск несплошностей, установить путем повышения чувствительности на 6 дБ относительно контрольного уровня для однократно отражённого луча
|

Рис.2 Настройка развертки и глубиномера дефектоскопа.
1 – положение ПЭП, в котором получают эхо-сигнал от нижнего углового отражателя; 2 – положение ПЭП, в котором получают эхо-сигнал от верхнего углового отражателя; 3 – СОП; I – эхо-сигнал от нижнего углового отражателя в СОП; II – эхо-сигнал от верхнего углового отражателя в СОП; III – зондирующий импульс
|
5 Схема и параметры контроля сварного соединения
Параметры контроля приведены в таблице 1 и на рисунках 3 и 4
|
Схема
прозвучивания
|
пэп
|
Номинальная толщина сварного соединения Н, мм
|
Ширина усиления сварного соединения e, мм
|
Xmin* мм
|
Хmах,
мм
|
Околошовная зона Ь, мм
|
Прямым лучом
|
П121-5-70
|
10
|
143,0
|
Вплотную к усилению
сварного соединения
(рисунок 3)
|
44
|
10
|
Однажды отраженным лучом
|
71
|

Рис.3 Схема контроля.
|
6.Порядок проведения контроля
Контролируемую поверхность тщательно протереть ветошью и покрыть слоем контактной смазки. Установить поисковый уровень. Установить датчик в начало перемещения (рисунок 4). Провести УЗК сварного соединения путем поперечно - продольного сканирования на поисковом уровне чувствительности наклонным преобразователем П121- 5-70 прямым и однократно отраженным лучом с обеих сторон сварного соединения. Зона перемещения ПЭП указана в таблице 1 и схематично представлена на рисунках 3 и 4. Шаг (а) сканирования ПЭП не должен превышать 5 мм, скорость сканирования - не более 100 мм/с. При перемещении преобразователя производить его повороты относительно собственной вертикальной оси на угол (р=10о-15°. В процессе сканирования необходимо обеспечивать постоянный акустический контакт преобразователя с поверхностью сварного соединения.
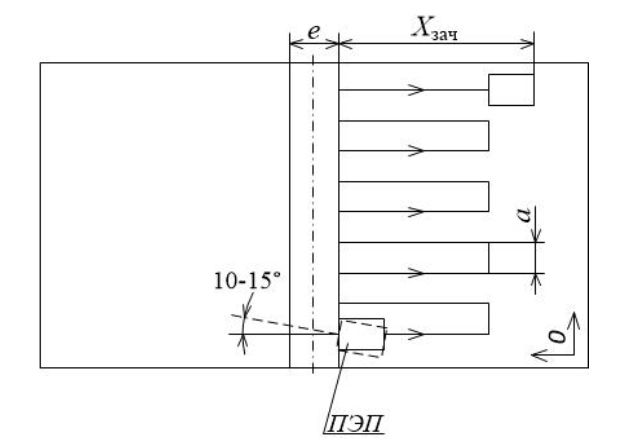
Рис.4 Схема сканирования.
|
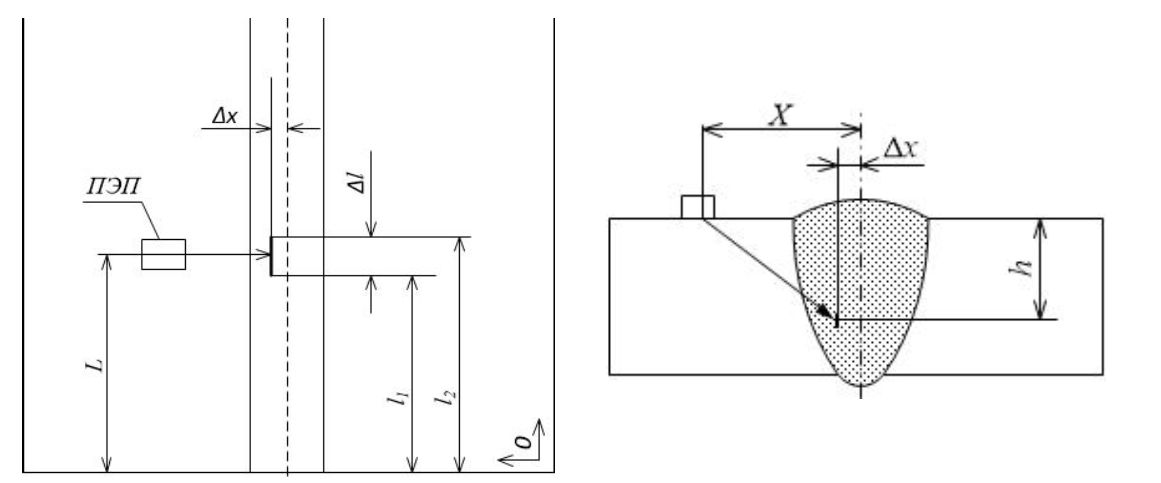
6.Измерение и расшифровка характеристик несплошностей.
При обнаружении несплошностей с амплитудой эхо-сигнала равной или превышающей контрольный уровень (уровень фиксации), измеряют и записывают:
-максимальную амплитуду эхо-сигнала (максимальную эквивалентную площадь) по показаниям аттенюатора;
-глубину залегания несплошности h, мм;
-расстояние от точки выхода преобразователя до несплошности X, мм;
-расстояние от оси сварного шва до несплошности х, мм;
-место расположения несплошности вдоль продольной оси сварного шва L, мм
Измерение и запись координат производить при положении преобразователя, которое соответствует максимальной амплитуде эхо-сигнала от несплошности. На контрольном уровне чувствительности определить условную протяженность ΔL, как расстояние между крайними положениями преобразователя при перемещении его вдоль несплошности, при которых амплитуда эхо-сигнала уменьшается до контрольного уровня чувствительности. Схема измерения характеристик представлена на рисунке 5
Несплошности две или более учитываются раздельно, если эхо-сигналы от них, наблюдаемые на экране одновременно или последовательно при перемещении преобразователя по поверхности изделия разделены интервалом, где амплитуда уменьшается на 6 дБ или более относительно меньшего эхо-сигнала. Если это условие не выполняется, то несплошности рассматриваются как одна
.
Рис.5 Схема измерения характеристик несплошности.
|
8. Оценка качества
|
Качество проконтролированного сварного соединения считается удовлетворительным при одновременном соблюдении следующих требований:
Характеристики и количество несплошностей удовлетворяют нормам таблицы 2
Несплошность не является протяженной. Протяженной считается несплошность, если её условная протяженность ΔL>10 мм
Расстояние по поверхности сканирования между двумя соседними несплошностями не менее условной протяженности несплошности с большим значением этого показателя.
|
Номинальная толщина
|
Эквивалентная площадь одиночных несплошностей мм2
|
Допускаемое число фиксируемых одиночных несплошностей на любые 100 мм протяженности сварного соединения
|
Минимально фиксируемая эквивалентная площадь несплошности
Sк, мм2
|
Максимально допускаемая эквивалентная площадь несплошности
Sбр, мм2
|
10
|
2,5
|
5
|
4
|
9.Оформление отчетной документации.
|
Результаты оценки качества по п.п. 8 контролируемого элемента занести в журнал, оформить заключение
При обнаружении несплошностей, подлежащих фиксации составить дефектограмму контролируемого элемента.
|
 Скачать 378.78 Kb.
Скачать 378.78 Kb.