Технология металлургического производства. Технология
 Скачать 1.21 Mb. Скачать 1.21 Mb.
|

|
МИНИСТЕРСТВО ВЫСШЕГО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ Брянский государственный технический университет Реферат на тему «Технология» Выполнил студент: Солдатенков А.И Группы З-КТО2-тм-Б Преподаватель: Давыдов С.В 2019 Содержание Технология металлургического производства…………………………………….3 Описание технологии производства ………………………………………….........4 Продукция данной технологии …………………………………………………….5 Маркировки металлов и сплавов с их физико-механические свойства………….5 Список литературы…………………………………………………………………..7 Технология — совокупность методов и инструментов для достижения желаемого результата; в широком смысле — применение научного знания для решения практических задач. 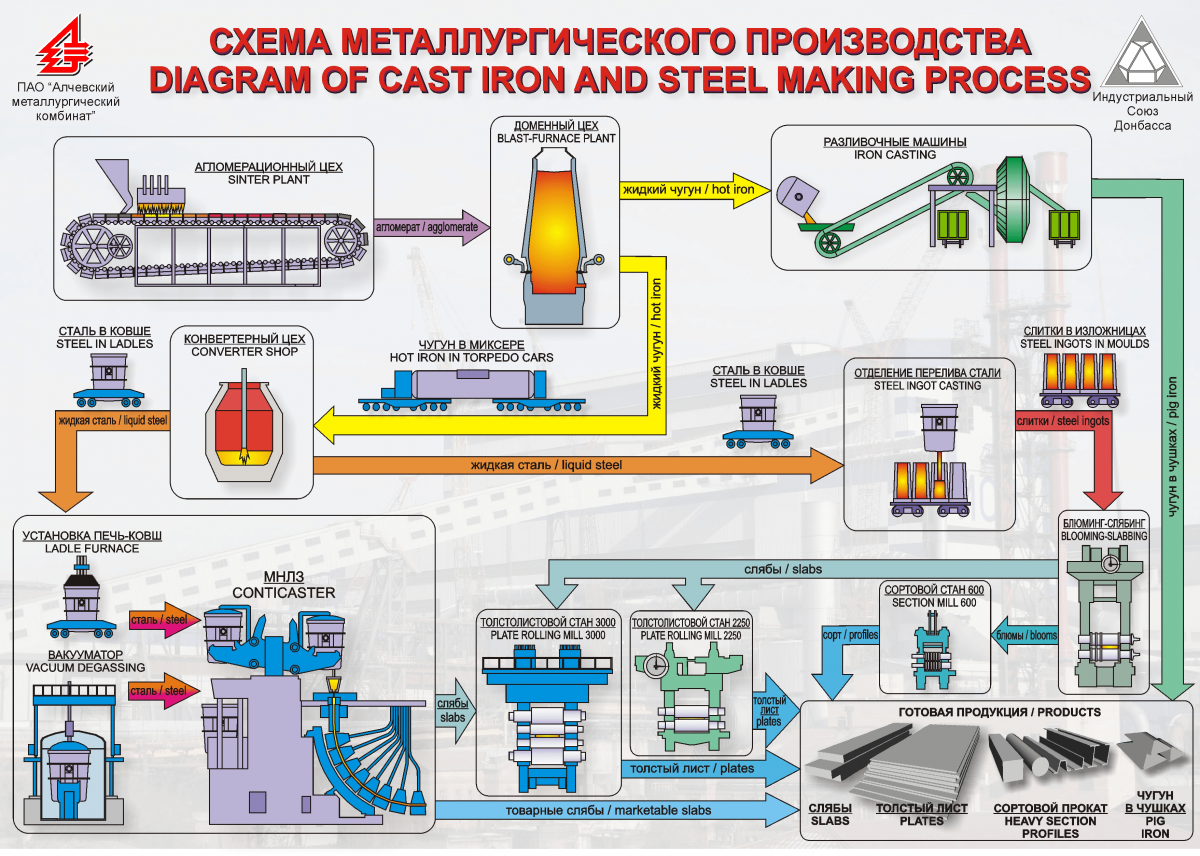 Производство агломерата и чугуна Предназначен для производства агломерата, являющегося высококачественным сырьём для выплавки чугуна в доменных печах из смеси железорудных концентратов, аглоруд и железосодержащих добавок (окалина, колошниковая пыль, шлам и т. д.).В доменном цехе производят передельный чугун для сталеплавильного производства, литейный чугун для разливки на разливочных машинах и синтетический чугун для цеха литья. В качестве исходного сырья используется собственный агломерат, привозные железорудные окатыши и железная руда Все доменные печи работают с применением технологии производства чугуна с вдуванием пылеугольного топлива на комбинированном дутье. Сталеплавильное производство Кислородно-конвертерный цех В загрузочном пролёте цеха установлены две двухпозиционные установки внепечной десульфурации для обеспечения заданного содержания серы в жидком передельном чугуне, поступающем из доменного цеха. Две двухручьевые слябовые машины непрерывного литья заготовок, в комплексе с двухпозиционной установкой ковш-печь и камерным вакууматором обеспечивают внепечную обработку и разливку жидкой стали на слябы толщиной 200-300 мм, шириной 1000-1800 мм, длиной 3600-12000 мм. Также, при необходимости, разливка осуществляется в изложницы верховым способом. Оборудование кислородно-конвертерного цеха, а также существующая технология, соответствует наивысшим современным стандартам в области сталеплавильного производства, что позволяет осуществлять выплавку и разливку более 100 марок стали, в том числе осевых и штрипсовых. Кислородно-конвертерный цех производит как передельную заготовку для прокатных цехов комбината, так и товарную для сторонних потребителей. Прокатное производствоЦех предназначен для производства заготовки (слябов) для толстолистовых цехов №№ 1, 2 и блюмов для сортопрокатного цеха. На обжимном стане 1250 прокатываются блюмы, осевые и кузнечные заготовки сечением от 250х250 до 400х400 мм и слябы шириной от 590 до 1250 мм при толщине от 110 до 320 мм и длине от 1200 до 6000 мм. Толстолистовой цех Цех, с последовательным расположением двух клетей, производит листовой прокат от 6 до 50 мм, шириной 1219–2650 мм и общей длиной до 12000мм. В составе цеха есть термическое отделение и установка контролируемого охлаждения раскатов (УКО). Исходной заготовкой для прокатки всего сортамента листов являются непрерывнолитые слябы, получаемые с ККЦ, и катаные слябы, получаемые с обжимного цеха. Основным сортаментом листопрокатных цехов (ТЛЦ–1, ТЛЦ–2) являются толстые листы из судовой, котельной, мостовой, конструкционной, легированной, низколегированной стали; штрипсы (категорий прочности К 52 – К 60), производимые по техническим условиям и техническим соглашениям. Качество листового проката дополнительно контролируется ультразвуковыми установками. Сортопрокатный цех редназначен для прокатки сортовых и фасонных профилей. Исходной заготовкой служат блюмы сечением 265х265 мм, 300х300 мм, 310х310 мм, 318х318 мм, длиной 3250–6000 мм. Продукция выпускаемая по данной технологии изготавливаются крупносортные профили, круглая сталь, квадратная заготовка, листовой прокат, заготовки для прокатных цехов комбината, передельный чугун для сталеплавильного производства Инструме́нт — предмет, устройство, механизм, машина или алгоритм, используемые для целевого воздействия на объект: его изменения или измерения в целях достижения полезного эффекта. Орудия труда включают инструменты, машины, приборы, двигатели и т. п., с помощьюкоторых в процессе производства обрабатываются предметы труда, изготовляется продукция конструкционная углеродистая сталь 20 ГОСТ 1050-88. Химический состав ‚стали 20, %: Углерод, С-0,17...0‚‘24 Кремний, Si ——0,17...0‚34 Марганец, Mn - 0,35.. .0,65 Медь, Си - не более 0,25 Сера, S - He более 0,04 Фосфор, Р - не более 0,035 Хром, Cr - не более 0,25 Никель, Ni - не более 0,25 Физико-химические свойства: Временное сопротивление разрыву  =42 кгс/мм2. =42 кгс/мм2. Предел текучести  =25 кгс/мм2. =25 кгс/мм2.Относительное удлинение  =25/°о. =25/°о. Относительное сужение 545=5 5%. Твердость HB < 16‘33 П .„ Плотность  = 7,85 r/CM3 = 7,85 r/CM3Медь ГОСТ 859-2001 Температура плавления °C 1084 Температура кипения °C 2560 Плотность, γ при 20°C, кг/м³ 8890 Удельная теплоемкость при постоянном давлении, Ср при 20°C, кДж/(кг•Дж) 385 Температурный коэффициент линейного расширения, а•106 от 20 до 100°C, К-1 16,8 Удельное электрическое сопротивление, р при 20°C, мкОм•м 0,01724 Теплопроводность λ при 20°C, Вт/(м•К) 390 Удельная электрическая проводимость, ω при 20°C, МОм/м 58 Механические свойства меди
Характеристики физико-механических свойств Титана ГОСТ 19807-91 Плотность r , кг/м3 4,5 × 10–3 Температура плавления Тпл, ° С 1668± 4 Коэффициент линейного расширения a × 10–6, град–1 8,9 Теплопроводность l , Вт/(м × град) 16,76 Предел прочности при растяжении s в, Мпа 300–450 Условный предел текучести s 0,2, Мпа 250–380 Удельная прочность (s в/r × g)× 10–3, км 7–10 Относительное удлинение d , % 25–30 Относительное сужение Y , % 50–60 Модуль нормальной упругости Е´ 10–3, 110,25 Модуль сдвига G´ 10–3, Мпа 41 Коэффициент Пуассона m , 0,32 Твердость НВ 103 Ударная вязкость KCU, Дж/см2 120 ГОСТ 14339.5-91 ВольфрамАтомная масса (молярная масса), г/моль - 183,84 а. е. м. Электронная конфигурация - [Xe] 4f14 5d4 6s2 Радиус атома, пм - 141 Ковалентный радиус, пм - 170 Радиус иона, пм - (+6e) 62 (+4e) 70 Электроотрицательность, шкала Полинга - 2.3 Электродный потенциал, В - W < W3+ 0,11 W < W6+ 0,68 Степени окисления - 6, 5, 4, 3, 2, 0 Энергия ионизации, кДж/моль(1-й ионизац. потенциал, эВ) - 769,7 (7,98) Плотность, кг/м3 (при н. у., г/см3) - 19300 (19,3) Температура плавления, °C, K - 3422, 3695 Температура кипения, °C, K - 5555, 5828 Теплота плавления, кДж/кг, кДж/моль - 191, 35 Теплота испарения, кДж/кг, кДж/моль - 4482, 824 Теплоемкость, кДж/(кг·°С) - 0,134 Молярная теплоемкость, Дж/(K·моль) - 24,27 Молярный объем, см3/моль - 9,53 Структура решетки - кубическая объёмно-центрированная Параметры решетки, A - 3,160 Температура Дебая, K - 310,00 Теплопроводность, K, Вт/(м·К) - 300, 173 Удельное электросопротивление при 20°С, ом·мм2/м - 5,03 Коэффициент теплопроводности при 20°С, кал/ (см·сек·град) - 0,4 Коэффициент линейного расширения, 1/град - 43·10-6 Временное сопротивление при растяжении, кг/мм2 - 35 Список литературы 1.http://met-all.org/stal/proizvodstvo-stali-tehnologiya-etapy-oborudovanie.html 2.http://metall.org.ru 3.https://lektsii.org | |||||||||||||||||