отчет. Арыстан Диана отчет. Технологиялы машиналар жне жабдытар
 Скачать 307.37 Kb. Скачать 307.37 Kb.
|

|
Қазақстан республикасының ауыл шаруашылық министрлігі С. Сейфуллин атындағы Қазақ агротехникалық университеті "Технологиялық машиналар және жабдықтар" кафедрасы Қажақты құралдармен өңдеудің ерекшелігі. Ажарлайтын станоктардың жіктелуі. Техникалық факультеті 06-064-19-04 Арыстан Диана Асқарқызы Университеттен тәжірибе жетекшісі Қадырбай С. Нұр-Сұлтан-2021 Мазмұны Кіріспе 3 2.Ұнтақтау арқылы өңдеудің ерекшеліктері 4 2.1. Ұнтақтау туралы түсінік 4 2.2. Ұнтақтаудың ерекшеліктері 4 2.3. Ұнтақтау әдістері 5 2.4. Тегістеуді өңдеу режимдері 6 3. Абразивті материалдар 8 3.1. Абразивті материалдардың ұнтақ мөлшері 9 3.2. Абразивті өңдеу түрлері 9 3.3. Абразивті құралдар 10 3.4.Абразивті құралдың қаттылығы 14 4.Тегістеу дөңгелегінің құрылымы 15 4.1.Тегістеу дөңгелектерінің тағайындалуы, қолданылуы және таңдау16 5. Классификация 18 5.1. Классификация аты және түрлері 20 6. Қорытынды 25 7. Пайдаланылған әдебиеттер тізімі 26 Кіріспе Беттердің өлшемдері, пішіні мен орналасу дәлдігіне, машина бөлшектерінің жұмыс элементтерінің үстіңгі қабаттарының сапасына, машиналар мен механизмдердің жұмысының сенімділігі мен беріктігіне қойылатын талаптардың жоғарлауы өрістің едәуір кеңеюіне себеп болды. абразивті өңдеуді қолдану. Абразивті өңдеудің кең тараған түрі - тегістеу, онда негізгі кесу қозғалысын құрал жасайды және ол тек айналмалы болады. Тегістеу әр түрлі беттерді, әсіресе айналу денелерін, бұрандалы, сплайнды, тісті дөңгелектерді және т.б өңдеудің өнімді әдістерінің бірі болып табылады. Ұнтақтауда абразивті құрал өңдеудің сапасына және процестің өнімділігіне үлкен әсер етеді. Заманауи үлгілердегі тегістеу машиналары пішіні, мөлшері, ауытқуы аз беттік кедір-бұдырлығымен және жоғары өнімділікпен бөлшектерді дайындауды қамтамасыз етеді. Бұл станоктар басқа металл кесетін станоктармен бірге автоматты желілерге салынған. Олар тегістеу машиналары мен CNC шығарады. 2. Ұнтақтау арқылы өңдеудің ерекшеліктері 2.1. Ұнтақтау туралы түсінік Тегістеу - металдарды абразивті дөңгелектермен кесу. Тегістеу дөңгелегі - бұл қаттылығы жоғары материалдардан жасалған, байланыстыратын көптеген абразивті дәндерден тұратын кеуекті дене. Шеңбердің кесу беттерінде дәндер кездейсоқ түрде бір-бірінен қашықтықта орналасады және әр түрлі биіктікке шығып тұрады. Сондықтан барлық дәндер әр түрлі жұмыс істейді. Астық саны ондаған және жүз мыңға жетеді. Дайындаманы жылжытқан кезде өз осінің айналасында айналатын шеңбер абразивті дәндердің шыңдары арқылы жұқа металл қабатын (чиптерді) алып тастайды. Чиптерді кездейсоқ орналастырылған көптеген дәндермен жою күшті ұсақтауға және жоғары энергия шығынын тудырады. Тегістеу дөңгелектері абразивті материал түрімен, түйіршіктің өлшемімен, байланысы, қаттылығымен, құрылымымен (құрылымымен), пішінімен және өлшемімен ерекшеленеді. Ұнтақтау тегіс және сатылы біліктерде, күрделі иінді біліктерде, иілген біліктерде, сақиналар мен ұзын құбырларда, тісті доңғалақтарда, төсек бағыттаушыларда, дене бөліктерінің тегіс беттері мен тесіктерінде және т.б. 2.2. Ұнтақтаудың ерекшеліктері Ұнтақтаудың ерекшеліктеріне кесудің жоғары жылдамдығы, чиптерді ұнтақтау, тегістеу дөңгелегінің кесу дәндерінің геометриясы, жер беті мен чиптердің қатты қызуы жатады. Өңдеу кезінде алынған бет - бұл доңғалақтың абразивті дәндерінің үстіңгі жағында қалдырылған тегістеу белгілерінің жиынтығы. Тәуекелдердің пайда болуы дәннің кесу жиегін жұмыс бетіне енгізу нәтижесінде пайда болады (2-сурет). Бірінші сәтте дән өңделген бетпен жанаспайды, сондықтан кесу болмайды және дәннің кесу жиегі оның астындағы металды қысып, беткейге сырғанайды (2-сурет, а). Дәннің жоғарғы бөлігінің серпімді сырғанауы салбырап түзілуімен металдың пластикалық ығысуымен ауыстырылады (2-сурет, б). Әрі қарай түйіршіктің қысымы метал бөлшектері арасындағы адгезия күшінен асады және жоңқаларды кетіру басталады (2-сурет, в). 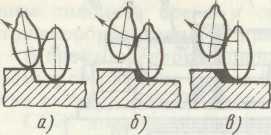 2-сурет. Абразивті дәнмен кесу схемасы Абразивті дәндердің негізінен теріс кесу бұрыштары болады. Чиптерді дәнмен жою шамамен 0.0001-0.0005 с ішінде жүзеге асырылады. Ұнтақтау кесу аймағында жылудың бөлінуімен қатар жүреді. Осы аймақта пайда болатын қысқа мерзімді қызып кету көбінесе күйіктердің пайда болуына әкеледі. Тегістеу бетінде жоғары температура секундтың бір бөлігінде қалады. Беткі температура жоғары жылу өткізгіштікке байланысты дайындаманың метал массасының орташа температурасымен тез салыстырылады. Қыздыру мен салқындатудың біркелкі болмауына байланысты дайындаманың металында құрылымдық өзгерістер орын алып, көбінесе беткі жарықтарға алып келеді. Ұнтақтау кезінде чиптердің бір бөлігі дайындамадан ұшып кетеді, ал бір бөлігі дөңгелектің кеуектерінде орналасқан және салқындатқыш жуылады, ұсақ чиптердің кішкене бөлігі күйіп кетеді. 2.3. Ұнтақтау әдістері Ұнтақтауды орындау үшін дайындама мен тегістеу дөңгелегі белгілі бір салыстырмалы қозғалыстарға ие болуы керек, оларсыз кесу мүмкін емес. Тегістеу кезінде кесудің негізгі қозғалысы құралдың айналуы болып табылады (3-сурет), ал қоректендіру қозғалыстары (олар әр түрлі болуы мүмкін) дайындамаға немесе құралға жеткізіледі. Дөңгелектің перифериясымен және дөңгелектің соңымен тегістеуді ажыратыңыз; бірінші жағдайда кесу бөлігі - шеңбердің сыртқы беті, оның генератрикасы оның айналу осіне параллель, ал екінші жағдайда шеңбердің соңы. Дайындаманың 2 өңделетін бетінің орналасуы мен пішініне байланысты ұнтақтау келесі бөліктерге бөлінеді: сыртқы (3, а, б, в-сурет), дайындаманың сыртқы беті өңделгенде; ішкі (сурет 3, г), ішкі беті өңделген кезде; тегіс (3-сурет, е, е), тегіс бетті өңдегенде; профилі, генераторы қисық немесе үзілген сызық болатын бетті өңдегенде 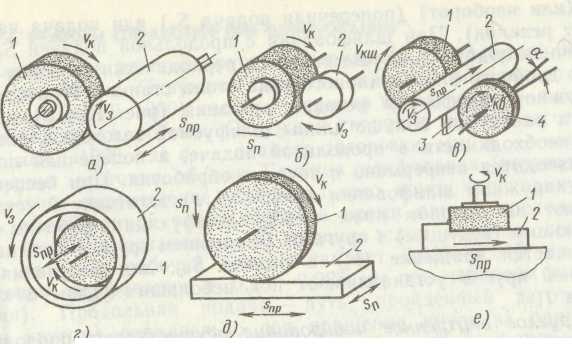 3-сурет. Ұнтақтаудың негізгі түрлерінің схемалары Революция бетін тегістеу дөңгелек тегістеу деп аталады, сфералық бетті сфералық тегістеу, тісті доңғалақтардың тістерінің бүйір беттерін тісті тегістеу деп, жіп профилінің бүйірлері мен қуыстарын жіппен тегістеу, ал сплайн беттерін сплайнды тегістеу деп атайды. Сондай-ақ, орталықтарда (егер дайындама орталықтарда бекітілген болса) және патронда (егер дайындама патронға бекітілген болса) ұнтақтау арасындағы айырмашылық жасалады. Машина жасауда көбінесе дөңгелек (сыртқы және ішкі) және жалпақ тегістеу қолданылады. Беттік тегістеу дөңгелектің перифериясымен (3-сурет, е) және ұшымен (3, е-сурет) жүзеге асырылады. Ұнтақтау кезіндегі кесу жылдамдығы пышақты өңдеу кезінде кесу жылдамдығынан асып түседі және 25-35 м / с (әдеттегі ұнтақтау), 35-60 м / с (жоғары жылдамдықтағы ұнтақтау) және 60 м / с жоғары (жоғары жылдамдықтағы ұнтақтау) құрайды. Тегістеу кезінде кесу жылдамдығы беру жылдамдығынан әлдеқайда жоғары. Дайындамалардан ақаулы қабатты алып тастауға арналған тегістеу тегістеу деп аталады. Бір немесе бірнеше дайындаманың бір немесе бірнеше бетін бірнеше дөңгелектермен бір уақытта тегістеу көп шеңберлі деп аталады. Құрал мен дайындама бірдей жылдамдықта айналмалы, поршенді немесе басқа күрделі қозғалысты орындайтын абразивті өңдеуді әрлеу деп атайды. Аяқтаудың негізгі түрлері - тегістеу, тондау, аяқтау. Тек өңделген беттің кедір-бұдырын төмендетуге қызмет ететін абразивті өңдеуді жылтырату деп атайды. Пышақ кесетін құралдың жұмыс бөлігін тегістеу қайрау деп аталады. 2.4. Тегістеуді өңдеу режимдері Сыртқы цилиндрлік тегістеу режимінің элементтері келесідей. Перифериялық жылдамдық, м / с, тегістеу дөңгелегі: мұндағы D - шеңбердің диаметрі, мм; n - дөңгелектің жылдамдығы, айн / мин. 2. Перифериялық жылдамдық, м / мин, дайындамалар: Цилиндрлік тегістеу машинасы 3M151 моделі мұндағы d - дайындаманың диаметрі, мм; n3 - дайындаманың айналу жиілігі, айн / мин. 3. Ұнтақтау (кесу) тереңдігі - тегістеу дөңгелегінің бір бойлық инсульт кезінде өңделген бетке перпендикулярлы көлденең қозғалысы (кесу тереңдігі, яғни бір жұмыс инсультында алынған металл қабатының қалыңдығы 0,005-0,015 мм) әрлеуге арналған және 0, 01-0.025 мм өрескел тегістеу үшін). 4. Бойлық қоректендіру - дайындаманың (немесе шеңбердің) шеңбердің айналу осіне параллель бір минутта (мм / мин) немесе тегістелетін дайындаманың бір айналымында өтетін жолы (мм / айналым). 3.Абразивті материалдар Абразивті материалдар табиғи (алмаз, кварц, корунд, эмерия, шақпақ тас, гранит) және жасанды (қалыпты балқытылған глинозем, хром балқытылған глинозем, титан балқытылған глинозем, моно-корунд; кремний карбидтері, бор; синтетикалық алмас және т.б.) болып бөлінеді. Абразивті материалдардың негізгі қасиеттері - қаттылық, кесу қабілеті, беріктігі және тозуға төзімділігі. Табиғи алмас (А) - көміртектің бір түрі. Ол басқа абразивті материалдармен салыстырғанда ең жоғары қаттылық пен сынғыштықпен сипатталады. Зергерлік бұйымдарға жарамсыз алмастарды техникалық гауһар деп атайды және оларды ұнтақтауға пайдаланады. Синтетикалық гауһар (АС) көміртегі бар заттардан (графит және т.б.) жоғары температура мен қысым әсерінен метал катализаторларын (хром, никель, темір, кобальт және т.б.) қосып алады. Механикалық қасиеттері, пішіні және кедір-бұдырлық параметрлері бойынша ерекшеленетін синтетикалық алмазды ұнтақтау ұнтақтарының бес сорттары бар: АСО - беті кедір-бұдырлы және беріктігі мен сынғыштығы төмен дәндер, минималды энергия шығыны мен жылу бөлумен жұмыс істейді, жақсы кесу қасиеттеріне ие; ACP - сынғыштығы аз және беріктігі жоғары дәндер дестеде жақсы ұсталады; ASV - беті тегіс, сынғыштығы азырақ және қаттылығы жоғары дәндер; ASK - ASO, ASR, ASV дәндеріне қарағанда сынғыштығы аз және қаттылығы жоғары дәндер; АСС - басқа пішінді алмаздармен және табиғи алмастармен салыстырғанда максималды беріктікке ие блок пішінді дәндер. Алмас микроұнтақтары өндіріледі: табиғи алмаздан (АМ) және синтетикалық алмастан (АФМ) қалыпты кесу қабілеті бар; табиғи (AN) және синтетикалық (ASN) гауһардан кесу қабілетінің жоғарылауымен. Электрокорунд боксит пен глиноземнен алынады. Олар A12O3 алюминий оксидінен және оның қоспаларынан тұрады. Қалыпты электрокорунд пен монокорундтағы А12О3 үлесі 93-96% құрайды. Қалыпты балқытылған глинозем 1А 12А сортына ие; 13А; 14А; 16А. Ақ балқымалы 2А глиноземінің 22А, 23А, 24А, 25А сорттары бар. Легирленген электрокорунд 3А сорттары бар: 32A, 33A, 34A, 37A. Монокорунд 4А-да 43А, 44А, 45А сорттары бар. Кремний карбиді - бұл 2100-2200 ° C температурада алынған және құрамында 97-99% SiC бар кремний мен көміртектің химиялық қосылысы. Олардың қаттылығы жоғары (тек алмас, эльбор, бор карбиді оған қарағанда қиын), кесу қабілеті және ыстыққа төзімділігі. Бор карбиді (КБ) - B4C химиялық қосылысы, кесу қабілеті, тозуға төзімділігі және химиялық төзімділігі жоғары. Бор нитридінің кубы (CBN) өте қатты материал болып табылады (43,6% бор және 56,4% азот). Оның абразивтік қасиеттері алмазбен бірдей және тозуға төзімділігі бойынша барлық белгілі абразивтік материалдардан асып түседі. CBN кесу қасиеттерін t = 1200 ° C кезінде жоғалтпайды. CBN-ден абразивті материал ұнтақтау ұнтақтары түрінде шығарылады: эльбор (L); кубонит (KO); микроұнтақтар (CM). 3.1. Абразивті материалдардың ұнтақ мөлшері Абразивті материалдардың түйіршіктері абразивті дәндердің мөлшерін сипаттайды (ұзындығы, ені, қалыңдығы). Абразивті материал ұнтақталған дәндерге, ұнтақтағыш ұнтақтарға, микро ұнтақтарға бөлінеді және келесі дәндер шығарылады: ұнтақтағыштар (өлшемдері 2000-160 мкм) - 200, 160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16; ұнтақтағыш ұнтақтар (мөлшері 125-40 мкм) - 12, 10, 8, 6, 5, 4; микро ұнтақтар (өлшемдері 63-14 мкм) - M63, M50, M40, M28, M20, M14; ұсақ ұнтақтар (мөлшері 10-5 мкм) - M10, M7, M5. Ұнтақталатын дәннің түйіршікті мөлшері елеу кезінде негізгі фракцияның дәндері сақталатын жарықтағы елек жасушасының (тордың) өлшемінің 0,1-ге (микронмен) тең. Алмаз және CBN ұнтақтау ұнтақтарының түйіршікті бөлігі бөлшекпен белгіленеді, онда нөмірлеуші жоғарғы електің бүйір бөлігінің өлшеміне сәйкес келеді (микронмен), ал бөлгіш бүйірінің 1 өлшеміне (микронмен) сәйкес келеді. негізгі фракция үшін төменгі електің жасушаларының (мысалы, 400/250; 400/315; 160/100; 160/125). Негізгі фракцияның пайызы B (жоғары), P (жоғарылаған), H (төмен), D (рұқсат етілген) индекстерімен көрсетілген. 3.2. Абразивті өңдеу түрлері Абразивті өңдеудің келесі түрлері бар:дөңгелек тегістеу - біліктер мен тесіктердің цилиндрлік және конустық беттерін өңдеу; Тегіс тегістеу - жазықтықтарды өңдеу және жазық беттерді жұптастыру; Центрсіз тегістеу - сыртқы және ішкі беттерді (біліктер, мойынтірек торлары және т.б.) кең көлемді өндіріс кезінде өңдеу; Белдеуді центрсіз тегістеу - сыртқы профильдер, соның ішінде күрделі профильдер; Күрделі профильдерді таспалы тегістеу - мысалы, турбина қалақтарын ұнтақтау; Дайындамаларды кесу және кесу - сатып алу және құрастыру өндірісі, құрылымдарды бөлшектеу; Тегістеу - беттерді абразивті тегістеу (мысалы, дизель инжекторының седласы мен инесі); Гидроабразивті өңдеу - жару және құю (құю, соғу, жабдықтар және т.б.); Құмды үрлеу - субстраттарды ескі бояудан, таттан, қабыршақтан және басқа ластаушы заттардан тазарту (жару), сонымен қатар беттерді тегістеу және құймалар мен соғылмаларды тазарту; Ультрадыбыстық өңдеу - қатты қорытпалардағы тесіктерді тесу, сынған құралдарды алу, Мөртабандар жасау; Магниттік абразивті өңдеу - магнит өрісінде магниттік абразивтік ұнтақпен өңдеу; Хонинг - саңылауларды өңдеу (қозғалтқыштардың цилиндрлері, сорғылар және т.б.); Жылтырату - бетіне кішкене кедір-бұдырлық пен айна жылтырлығы беру; Суперфинишинг - сыртқы, ішкі және күрделі профильдерді гауһар таспен өңдеуді қоса алғанда, жоғары дәлдік пен беттің тазалығына дейін беру (дәл механизмдер, құралдар, өте дәл аспаптардың бөліктері, құралдар, қарулар және т.б.). 3.3. Абразивті құралдар Өнеркәсіптік қолдануға арналған абразивті материалдар бекітілген немесе құрылымдық жағынан әртүрлі құралдар мен композициялар түрінде жасалуы керек. Абразивті құралдар мен композициялардың негізгі түрлері:кесетін дөңгелектер: әр түрлі диаметрлі (3500 мм-ге дейін), ені, биіктігі және жұмыс (абразивті) қабатының пішіндері (профильдері) және оны доңғалақ корпусына бекіту тәсілдері. Тегістеу дөңгелектері: дөңгелектер, дискілер, әр түрлі профильдер мен диаметрлі конустар түріндегі әр түрлі абразивті материалдар. Штангалар: әр түрлі мөлшердегі және профильді абразивті және металды абразивті, қопсытуға, тегістеуге, аяқтауға арналған. Таспа: әр түрлі ені бойынша синтетикалық немесе көкөністен тоқылған таспа, бір немесе екі жағына желімделген абразивті материалдардың түйіршіктері бар. Зімпара: абразивті материал шүберекке немесе қағаз тірегіне қолданылады. Паста: байланыстырғышта біркелкі орналасқан абразивті тегістеу және жылтырататын абразивтер (парафин, церезин, олеин қышқылы, стеарин, майлар, керосин және т.б.). Борпылдақ дәндер: су ағынды, ультрадыбыстық және құмды тазартуға арналған құрғақ абразивті дәндер. Болат жүн: тегістеуге және жылтыратуға арналған абразивті құрал. Дүрбелең денелер: геометриялық бұйымдар түріндегі абразивті құрал (цилиндр, призма, конус, текше және т.б.). Абразивті материалдар қаттылығы (қатты, қатты, жұмсақ), химиялық құрамы бойынша жіктеледі, ал ұнтақталған дәннің мөлшері бойынша (дөрекі немесе ірі, орташа, жұқа, қосымша ұсақ), дән мөлшері микрометрмен немесе тормен өлшенеді. Абразивті дән - абразивті материалдың бір кристалл, поликристалл немесе олардың сынықтары түріндегі бөлшегі. Абразивтердің жарамдылығы физикалық және кристаллографиялық қасиеттеріне байланысты; әсіресе олардың қажалу кезінде үшкір бұрышты бөлшектерге ену қабілеті маңызды. Алмаз үшін бұл қасиет максималды болып табылады. Абразивті материалды таңдау өңделген және өңделетін материалдың физикалық қасиеттеріне, сондай-ақ өңдеу сатысына байланысты (өрескел тегістеу, тегістеу және жылтырату), ал абразивті материалдың қаттылығы өңделгеннің қаттылығынан жоғары болуы керек (алмаспен өңделетін алмастан басқа). Абразивті материалдар қаттылығымен, сынғыштығымен, қажалуымен, механикалық және химиялық төзімділігімен сипатталады. Қаттылық - бұл материалдың басқа материалдың оған қысым жасауына қарсы тұру қабілеті. Абразивті материалдардың қаттылығы Mohs қаттылығының минерологиялық масштабымен 10 класс бойынша сипатталады, оның ішінде стандарттар бойынша: 1 - тальк, 2 - гипс, 3 - кальцит, 4 - флюорит, 5 - апатит, 6 - дала шпаты, 7 - кварц, 8 - топаз, 9 - корунд, 10 - алмас. Абразивтік қабілеттілік уақыт бірлігіне материалды ұнтақтау мөлшерімен сипатталады. Механикалық төзімділік - абразивті материалдың кесу, ұнтақтау және жылтырату кезінде бұзылмай механикалық кернеуге қарсы тұру қабілеті. Ол абразивті материалдың дәнін ұсақтау, жүкті жою сәтінде бекіту арқылы анықталатын соңғы қысым күшімен сипатталады. Абразивті материалдардың созылу беріктігі температура жоғарылаған сайын төмендейді. Химиялық төзімділік - абразивті материалдардың сілтілердің, қышқылдардың ерітінділерімен, сондай-ақ суда және органикалық еріткіштермен әрекеттесіп, олардың механикалық қасиеттерін өзгертпеу қабілеті. Жартылай өткізгіш материалдарды механикалық ұнтақтау және жылтырату үшін қолданылатын абразивті материалдар 200, 160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16, 10, 8, 6, 5, 4, 3, M40, M28, M20, M14, M10, M7 және M5 және төрт топқа бөлінеді: дәнді ұнтақтау (№ 200-ден 15-ке дейін), ұнтақтау ұнтағы (№ 12-ден 3-ке дейін), микро жылтыратылған ұнтақ (M63-тен M14-ке дейін), ұсақ ұнтақтар (M10-дан M5-ке дейін). Абразивті материалдарды астық сандары бойынша жіктеу олардың саны түйіршікті мөлшерін сипаттайтын арнайы електерге шашу арқылы жүзеге асырылады. Абразивті материалдардың түйіршік саны фракциямен сипатталады: шектеулі, дөрекі, негізгі, күрделі және ұсақ. Негізгі фракцияның пайызы B, P, H және D индекстерімен көрсетілген. Қазіргі кезде абразивті материалдар синтетикалық жолмен өндіріледі және өндіріледі, ал жаңа синтетикалық материалдар көбінесе табиғиға қарағанда тиімдірек болады. Төменде белгілі абразивтердің тізімдері берілген. Табиғи абразивтер.Гауһар: алғашқы (кимберлитті құбырлар) және аллювиалды шөгінділерде өндірілген, элементальды көміртектің алмас тәрізді кубтық аллотропты түрі. Оның қажалу қасиеттері үшін ең құнды материал. Ең жақсысы - оның қара сорты - карбонадо (карбонат), Бразилияда және Борнео аралында өндірілген. Екінші орынды моншақ алады - алмаздың радиалды-сәулелі түрі. Нарықта моншақ атымен кесуге жарамсыз кез-келген гауһар сатылады. Барлығының 20% карбонадо, 20% нағыз тақтай, қалғаны алмас ұнтағы мен сынықтары. Ол қатты тасты өңдеу кезінде, сондай-ақ гауһар тастың өзін ұнтақтау және жылтырату кезінде қолданылады. Гранат: Табиғи минерал, мыналардан тұрады: R2 + 3 R3 + 2 [SiO4] 3, мұндағы R2 + - Mg, Fe, Mn, Ca; R3 + - Al, Fe, Cr. Инфузоритті жер: негізінен диатомдардың қалдықтарынан тұратын шөгінді жыныс. Химиялық құрамы бойынша диатомды жер 96% гидро-кремнеземді (опал) құрайды. Ол тас пен металды жылтыратуға арналған ұнтақ түрінде қолданылады. Кварц: кристалды кремний диоксиді, ең арзан және қол жетімді абразивті материалдардың бірі. Құрғақ болған кезде ол силикоз тудырады. Тек сумен жабдықтаумен бірге қолданыңыз. Конхоидтық сынуы бар кварц пен шақпақ тастан жасалған кезде үшкір бұрышты бөлшектер пайда болады. Олар жұмсақ тастарды (мәрмәр) өңдеуге арналған ұнтақта, металды өңдеуге арналған құм үрлеу машиналарында, құрылыс бизнесіндегі тастарды тазарту үшін және абразивті терілерді жасау үшін қолданылады. Кремнийлі түйіндер шарлы диірменге арналған шарлар жасау үшін қолданылған. Корунд: Сафир сияқты кристалды алюминий оксиді пластерлерде, кейде рудаларда өндіріледі. Өндірілген корунд рудасы ұнтақталады, байытылады және астық мөлшері бойынша сұрыпталады. Ол ұнтақта және одан жасанды шеңберлер, барлар мен терілер жасау үшін қолданылады. Қызыл темір рудасы: кең таралған темір минералы Fe2O3. Өте таза сорттарда ол темір мен әйнекті жылтырату үшін қолданылады. Бор: Кальций карбонаты, ұсақ абразивті материалдар үшін (тегістеу, жылтырату). Эмери: табиғи минерал, құрамына кіреді: корунд және магнетит - қара магнитті темір оксиді Fe3O4 Пемза: вулканикалық көпіршікті шыны. Ұнтақтауға жарамды - жіңішке шыны табақшалары бар жасушалар арасында қалқалар құрайтын пемза. Ең жақсы пемза - Сицилияға жақын Липари аралынан. Ол ағаш, жұмсақ тастар мен металдарды ұнтақтауға арналған. Дала шпаты: силикаттар класына жататын тау жыныстары түзуші минералдар тобы. Дала шпаттарының көпшілігі изоморфтық қатардағы үштік жүйенің қатты ерітінділерінің өкілдері болып табылады [AlSi3O8] - Na [AlSi3O8] - Ca [Al2Si2O8], олардың соңғы мүшелері сәйкесінше альбит (Ab), ортоклаз (немесе), анортит (An). Шүберекке немесе қағазға желімделген жер түрінде жұмсақ тегістеу материалы қажет болған жағдайда қолданылады. Триполи: борпылдақ немесе нашар цементтелген, ұсақ кеуекті опал шөгінді жынысы. Ол тас пен металды жылтыратуға арналған ұнтақ түрінде қолданылады. Синтетикалық абразивтер.Төменде ГОСТ 21445-84 көрсетілген абразивті материалдардың тізімі келтірілген. Абразивті материалдарға тек ГОСТ сәйкес келетін материалдарды жатқызуға болады. Әр тұжырымдама үшін бір стандартталған термин бар. Стандартталған терминнің синонимдік терминдерін қолдануға тыйым салынады. Синтетикалық алмас - Жасанды тәсілмен жасалған алмас. Жоғары қысыммен синтездеу, қатты қорытпаларды, тасты, әйнекті, түсті металдарды өңдеу. Кубтық нитридті боразон (Ресейде борлы нитридті эльбор деп атайды): әр түрлі болаттар мен қорытпалардан бөлшектерді ұнтақтау кезінде қолданылатын жоғары қысымдағы синтез. Бор карбиді (B4C): қаттылығы бойынша гауһардан кейінгі екінші қатардағы отқа төзімді қосылыс. Ол қатты қорытпаларды, шыны, қара металдарды өңдеуге қолданылады. Кремний карбиди (SiC) немесе карборунд: кремнийдің көміртегі бар химиялық қосылысы. Алғашқы рет электр пешінде 1891 ж. Ең жақсысы - американдық - С °, Нортон; Неміс қоспаларға байланысты нашар. Оның дәндерінің мөлшері неғұрлым аз болса, соғұрлым олардың беріктігі артады. Ол қатты қорытпаларды, түсті металдарды және титанды өңдеуге арналған жасанды шеңберлер мен терілерді жасауға арналған ұнтақта қолданылады. Электрокорунд (Al2O3): кристалды глинозем. Ол қара металдарды, кейде тас пен әйнекті өңдеу кезінде қолданылады. Қалыпты балқытылған глинозем - бокситтен жасалған электрокорунд. Ақ балқымалы глинозем - глиноземнен жасалған электрокорунд. Монокорунд - оксульфидті қожды ыдырату арқылы құрамында глинозем бар және күкірті бар шикізаттан жасалған, монокристалл түріндегі электрокорунд. Цирконий электрокорунд - құрамында король-бадделейиттің эвтектикалық құрылымымен сипатталатын құрамында глинозем бар және құрамында цирконий бар шикізаттан жасалған электрокорунд. Легирленген электрокорунд - құрамында электрокорунд, құрамында алюминий оксиді бар шикізаттан, корундпен қатты ерітінді түзетін легірлеуші элементтер қосылады. Қапталған абразивті - Абразивті дәндердің бетінде басқа материал қабаты бар абразивті. Қаптау материалына байланысты металмен қапталған абразивтер мен метал емес қапталған абразивтер ажыратылады. Жаңа перспективалы абразивті материалдар жасалуда: Көміртекті нитрид C3N4 Титан карбидінің қорытпасы (TiC) және скандий карбиді (Sc4C3) Магниттік абразивті өңдеу әдісі мен оны жүзеге асыруға арналған материалдарды бөліп көрсету керек. Әдістің мәні жоғары абразивтік және магниттік қасиеттері бар материалдарды қолдануға негізделген, бұл жоғары деңгейде жұмсақ өңдеу мен жылтыратуға мүмкіндік береді. 3.4. Абразивті құралдың қаттылығы Абразивті материалдың қаттылығы дегеніміз - бұл белгілердің белгіленген нормалар шеңберінде бола отырып, дәндер мен байланыстың арасындағы адгезияның бұзылуына қарсы тұру үшін материалдың қасиетін сипаттайтын шама. Абразивті құралдың қаттылығы неғұрлым жоғары болса, соғұрлым олар күштерді чипсіз қабылдай алады. Сондықтан қатты дөңгелектер аз тозады. Жұмсақ абразивті құралдар деп абразивті дәндері әлсіз ұсталатын құралдарды айтады. 12 - M14 түйіршіктері бар абразивті құралдардың қаттылығы Рокуэлл құрылғысында болат шарикті (0 5 - 10 мм) құрал корпусына 981 немесе 1471 Н жүктеме астында басу арқылы анықталады. Содан кейін тесіктің тереңдігі өлшенеді. 4. Тегістеу дөңгелегінің құрылымы Тегістеу дөңгелегінің ішкі құрылымы - бұл дөңгелек массасындағы сандық (көлемдік) қатынас және фазалардың өзара орналасуы: абразивті (түйіршіктер алып жатыр); байланыстырғыш (шоғыр алып жатыр); газ тәрізді (тесіктер алып жатыр). Кейбір аспаптарда қосымша толтырғыш фазасы болады. Құрылым құралдың құрамындағы абразивті дәннің көлемдік құрамына негізделген. Құрылым 0-ден 20-ға дейінгі сандармен көрсетілген, көлем бірлігіне түйіршіктер неғұрлым аз болса, абразивті құралдарға арналған құрылымның реттік саны соғұрлым жоғары болады. Тесіктерге чиптер орналастырылған, олар тегістеу дөңгелегі дайындамаға тиген кезде, тесіктерден еркін ұшып шығуы керек, әйтпесе ол кесу қабілетін жоғалтады. Суретте. 4 тегістеу дөңгелектерінің әртүрлі құрылымдарын көрсетеді. 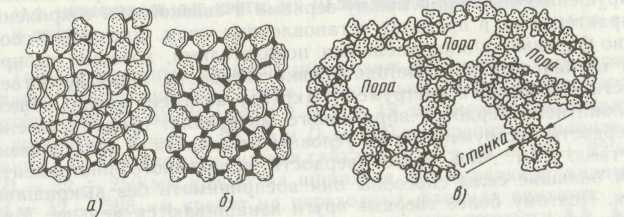 4-Сурет. Тегістеу дөңгелектерінің құрылымдары: а - тұйық, б - ашық, в - өте кеуекті Алмаз дөңгелектерінде денесіне бекітілген қалыңдығы 1,5-3 мм гауһар сақина бар. Корпустың материалы - болат, алюминий қорытпалары, пластмасса және т.б. Алмас қабаты алмас дәндерінен, байланыстырғыштан, толтырғыштан тұрады. Абразивті дәндерді абразивтік құралға бекіту үшін қолданылатын материал немесе материалдар жиынтығы байланыс деп аталады. Органикалық, минералды (керамикалық) және металдық байланыстарды ажыратыңыз. Органикалық байланыстырушыларға бакелит, вулканит, эпоксид, глифтал және т.б. Бакелиттік байланыста (В) негізгі компонент сұйық немесе ұнтақты бакелит (жасанды шайыр) болып табылады. Бұл байламдағы шеңберлер өте жоғары жылдамдықта жұмыс істейді (80 м / с және одан да көп), беріктігі жоғары. 250 - 300 ° C температурада ұзақ уақыт байланыста болған кезде байланыстырушы зат күйіп кетеді, 200 ° C және одан жоғары температурада ол сынғыш болады, бұл шеңберлердің бұзылуына әкеледі. Бакелиттік байланыстағы дөңгелектер негізінен салқындатусыз қолданылады, өйткені байланыс кескіш сұйықтық құрамындағы сілтілі ерітінділердің әсерінен бұзылады. Бакелитті байланыстағы доңғалақтарды 0,5 мм биіктікте жасауға болады) және оларды абразивті кесу үшін қолдануға болады. Вулканит байланысы (В) негізінен әртүрлі қоспалары бар синтетикалық каучуктан тұрады. Дөңгелектер бакелит байланысына қарағанда серпімді және оларды бөлу және кесу үшін қолданылады. Керамикалық байланыстар (К) - бұл балқитын балшық, дала шпаты, кварц, бор, тальк және басқа да қоспалардың қоспалары. Бұл байланыс дөңгелектерінің кеуектілігі ең жоғары, сондықтан олар аз тұздалған, суға жақсы төзімді, салқындатқышпен жұмыс істейді және металды оңай кеседі. Кемшілігі - соққы жүктемелеріне сезімталдық. Силикат байланысы (С) мырыш оксиді, бор, саз және т.б. араласқан сұйық шыныдан жасалған. Ол жеткілікті беріктігі бар. Бұл байланыстағы дөңгелектер тез тозады, бірақ аз жылумен жұмыс істейді. Олар әдетте салқындатқышсыз қолданылады. Металл байланыстары (М) мыс, қалайы, мырыш, алюминий, никель қорытпаларынан жасалады және негізінен алмас құралдары үшін қолданылады. 4.1.Тегістеу дөңгелектерінің тағайындалуы, қолданылуы және таңдау Тегістеу дөңгелектерінің түрлері мен негізгі өлшемдері стандартталған. Дөңгелектердің бірнеше түрі және бірнеше жүздеген стандартты өлшемдері бар (Cурет 5). Тегістеу доңғалақтары АА, А және В дәлдік кластарымен дайындалады, дәлдік В классындағы дөңгелектер үшін тегістеу материалдары В, Р, N, D индекстерімен қолданылады, А класты дөңгелектер үшін негізгі фракцияның мазмұнын сипаттайды - тек индекстермен B, P, H, AA классындағы дөңгелектер үшін - тек B және P индекстерімен. Шекті ауытқулар D, H, d құралының номиналды өлшемдеріне байланысты болады (5-суретті қараңыз). Абразивті құралдың өлшемдерін бақылау әмбебап өлшеу құралымен, арнайы өлшеуіштермен және шаблондармен жүзеге асырылады. 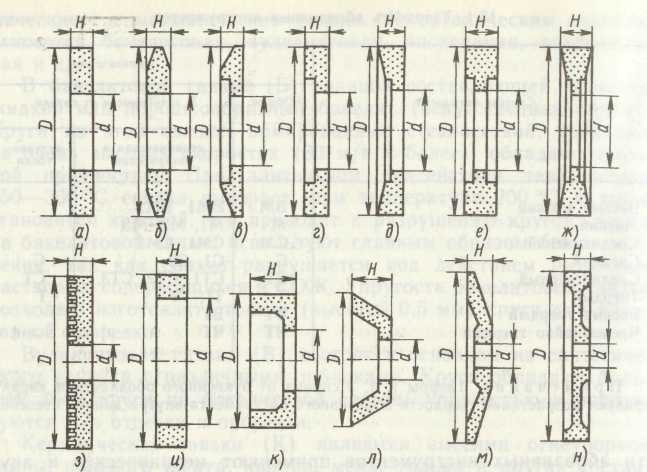 5-Сурет.а - түз профиль (PP), b - екі жақты конустық профильмен (2P), c - конустық профильмен (ZP). d - конустық астымен (ПВХ), f - екі жақты астымен (LDPE), g - екі жақты конустық астымен (PVDK), h - арнайы, және - сақиналы (K), k - цилиндрлік кесе (ChTs), l - кесе конус тәрізді (ChK), m - көкнәр (T), n - екі жақты ойығы және концентраторы (PVDS) бар; D - сыртқы диаметр, H - биіктік, d - тесік диаметрі. Тегістеу дөңгелектерін станок шпинделіне бекіту мұқият орындалуы керек. Дұрыс емес бекітілген және теңгерілмеген шеңбер жұмыс кезінде үзілуі мүмкін. Диаметрі 100 мм-ден аспайтын шеңберлер шпиндельге еркін салынып, фланецтермен және гайкамен бекітіледі (Cурет 6, а). Резеңкеден немесе былғарыдан жасалған серпімді аралықтар шеңбер мен фланецтердің арасына шеңбердің біркелкі қысылуын қамтамасыз ету үшін орналастырылған. Диаметрі 100-ден 1000 мм-ге дейінгі шеңберлер адаптер фланецтеріне бекітілген (6-сурет, б); бұл жағдайда фланецтің шеңбері мен мойыны арасында 0,1-0,3 мм саңылау болуы қажет. Фланецтер 2 бұрандалармен бекітілген. Шеңбердің соңында картоннан жасалған тығыздағыштар орнатылған. Салмақ салмақтары сақиналы ойықта 4 орналасқан. 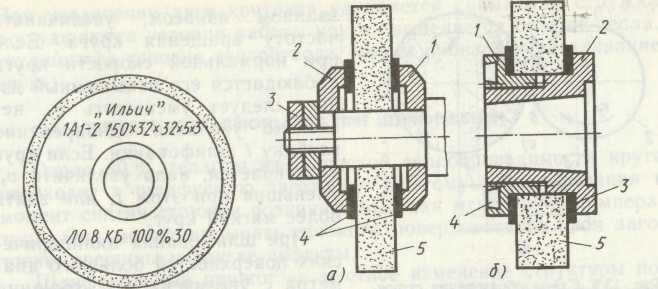 6-Сурет. Тегістеу дөңгелектерін монтаждау схемалары: а - ернемектер; 1, 2 - фланецтер, 3 - гайкалар, 4 - тығыздағыштар, 5 - шеңбер; b - адаптер фланецтерінде; 4 - сақиналы ойық, 3 - тығыздағыш 5. Классификация Бұрын айтылғандай, тегістеу машинасы шығарылатын бірнеше сызбалар мен схемалар бар. Бұл бөлшектердің пішіні мен мөлшері өңдеудің қалай жүзеге асырылатындығын, шпиндель, төсек, тегістеу жабдықтарының қандай болатынын анықтайтындығымен байланысты.  7-Суерт. Станоктардың жіктелуі Орнату түріне сәйкес келесі классификацияны жасауға болады: Жұмыс үстелі. Жұмыс үстелі машиналарының заманауи сызбалары мен сызбалары оларды күнделікті өмірде қолдануға болатындығын анықтайды. Сонымен қатар, техникалық қызмет көрсету көптеген қиындықтар әкелмейді, электр қуатын тұтыну шамалы, ал басқару қиын емес. Дегенмен, жұмыс үстелінің нұсқасы өнімділікпен қатар, функционалдылыққа да ие. Қазіргі заманғы өнеркәсіптік нұсқасы жоғары өнімділікке ие, диаграмма мен модельдік сызбалар модельдердің ықшам жалпы өлшемдеріне ие екендігін анықтайды. Техникалық тұрғыдан алғанда, олар өткен мыңжылдықта фабрикаларда шығарылған модельдерге қарағанда өте жақсы. Кеңес Одағының фабрикаларында жасалған тегістеу машинасы шеберханаларда да жиі кездеседі. Олардың сызбалары мен сызбалары оқу орындарында тиісті біліктілікке ие болғаннан кейін зерттеледі. Алайда мұндай жабдыққа қызмет көрсету әлдеқайда күрделі болады, өйткені қажетті құралдар мен бөлшектер шығарылмайды. Мақсаты бойынша келесі топтарды ажыратуға болады: Цилиндрлік тегістеу машиналары - цилиндрлік және конустық бөлшектерді өңдеу үшін қолданылатын кең таралған модельдер. Мұндай машиналар дәлдік класы бойынша бірнеше топқа бөлінеді. Олар 90-жылдардың ортасынан бастап шығарылды. Кейбір модельдер жоғары диаметрлі және сызықтық өлшемдері бар дайындамалар үшін шығарылды. Ішкі тегістеу модельдері аз таралған, бірақ олардың барлығы көбінесе металл өңдеу зауыттарында қолданылады. Ішкі тегістеу машиналары тұрмыста және өнеркәсіпте қолданылуы мүмкін, олардың өнімділігі жабдыққа және өңдеу процесінің автоматтандыру дәрежесіне байланысты. Цилиндрлік ішкі беттерді, әртүрлі пішіндегі саңылауларды өзгерту үшін ішкі тегістеу модельдерін қолданыңыз. Аспаптар ішкі тегістеу машинасының техникалық сипаттамаларын айтарлықтай өзгерте алады. Беткі тегістеу тобында тегіс және түйісетін беттердің кедір-бұдырлары мен өлшемдерін қажетті мәндерге дейін жеткізуге мүмкіндік беретін схемасы бар. Шпиндель бұл жағдайда тегістеу машинасын тегіс бетке байланысты жұмыстарды орындау үшін қолдануға болатындай етіп орналастырылған. Ірі өндіріс үшін центрсіз тегістеу тобы. Мұндай топқа тән сызба мен сызба техникалық қызмет көрсету процесінің жеңілдетілуін анықтайды, сонымен қатар техникалық сипаттамалар процесті автоматтандыруға және өнімділікті арттыруға мүмкіндік береді. Хонинг - бұл ауытқу миллиметрдің бірнеше фракциясын құрайтын беттің өлшемдерін дәлдіктің жоғары дәрежесіне келтіру процесі. Осы топтың тегістеу машинасында болатын барлық құрылымдық элементтердің орналасуы цилиндрлік және тегіс беттерді өңдеуге мүмкіндік береді. Қол құралдарының көмегімен мұндай нәтижеге жету мүмкін емес, басқару тапсырмаға байланысты өңдеу сипаттамаларын өзгертуге мүмкіндік береді. Цилиндрлік тегістеу нұсқаларын келесі топтарға бөлуге болады: әмбебап машиналар - әртүрлі цилиндрлік және конустық дайындамаларды ұнтақтау үшін қолдануға болады, модельдердің сипаттамалары қолдану аясын айтарлықтай кеңейте алады. Әмбебап машинаны басқару механикалық немесе автоматтандырылған CNC жүйесін қолдану арқылы жүзеге асырылуы мүмкін; қарапайым модельдер - дайындаманың белгілі бір тобы үшін қолданылатын тегістеу жабдығы. Қарапайым модельдердің схемасы мен сипаттамалары оларды пайдалану кезінде бөлшектердің тек белгілі бір топтарын өңдеуге болатындығын анықтайды. Жақында осы топқа жататын машиналар іс жүзінде өндірілмейді. Бұл оларды сатып алу көбінесе ақталмайтындығына байланысты. Жиі олар жаппай өндірісті ұйымдастыру кезінде тапсырыс бойынша жасалады.  8-Сурет. Цилиндрлік тегістеу машинасы Цилиндрлік тегістеу машиналарының осындай кең таралуын ескере отырып, біз дизайн ерекшеліктерін қарастырамыз. Айналмалы жұмыс үстелін басқару, сондай-ақ бөлшектің айналуына мүмкіндік беретін сипаттама модельдің жан-жақтылығын анықтайды. Дизайн схемасында тік осьтің айналасында айналатын шпиндель бар. Кейбір модельдерде әр түрлі пішіндегі саңылаулардың кедір-бұдырларын өзгертуге мүмкіндік беретін қосымша шпиндель бастары бар. 5.1. Классификация аты және түрлері Тегістеу машиналарының жіктелуі және декодтау.Тегістеу машиналарының кең ассортименті бар және олардың мақсаты, құрылғысы, құрылымдық параметрлері, әмбебаптығы, автоматтандыру дәрежесі, дәлдігі және құрал түрімен ерекшеленеді. Әмбебаптық дәрежесі бойынша металл кесетін станоктар кең ауқымды бөлшектерді бір және шағын өндірісте өңдеуге арналған әмбебап станоктарға бөлінеді; ауқымды және жаппай өндірісте әр түрлі көлемдегі бөлшектердің бір түрін өңдеуге мамандандырылған; жаппай өндірісте бірдей стандартты өлшемдегі бөлшектерді өңдеуге арналған. Барлық металл кесетін станоктар, оның ішінде тегістеу станоктары ГОСТ 8 - 82Е сәйкес бес дәлдік кластарында дайындалады; H - қалыпты; P - жоғарылаған; B - жоғары; A - әсіресе жоғары; C - әсіресе дәл. Салмағы бойынша машиналар жеңіл - салмағы 1 тоннаға дейін, орташа - 10 тоннаға дейін, ауыр - 10 тоннадан жоғары салмаққа бөлінеді, атап айтқанда 100 тоннадан асатын ауыр машиналар әмбебап деп аталады. Тегістеу машиналарының декодтауы.Машина моделінің шартты белгіленуі үш-бес саннан және бір-үш әріптен тұрады (мысалы, 3L722V). Бірінші цифр машиналар тобының кодын көрсетеді. 3 саны тегістеу, жылтырату және тегістеу машиналарына сәйкес келеді (1 - токарлық станоктар; 2 - бұрғылау және ұңғылау машиналары, 4 - құрама машиналар; 5 - тісті және жіп иіру машиналары; 8 - кесу машиналары және 9 - әртүрлі машиналар). Екінші сан ұнтақтағыштардың түрлерін көрсетеді: 1 - айналмалы тегістеу; 2 - ішкі тегістеу; 3 - тегістеу және ұнтақтау; 4 - мамандандырылған ұнтақтау; 5 - қолданылмайды; 6 - қайрау; 7 - беттік тегістеу; 8 - лақтыру және лақтыру; 9 - әртүрлі. Үшінші, кейде төртінші цифрлар машинаның немесе бөлшектің негізгі параметрлерін сипаттайды. Сонымен, 3M151 машинасында диаметрі 200 мм және ұзындығы 700 мм дайындамалар, ал 3M152 машинасында сәйкесінше 200 және 1000 мм өңделеді. Сандардан кейінгі әріптер машинаның негізгі моделінің модернизациялануын, машинаның дәлдігі мен ерекшеліктерін көрсетеді. Әдетте әріптердің біріншісі бірінші немесе екінші цифрдан кейін келеді және қарастырылып отырған машинаның дизайны жақсарғанын көрсетеді, яғни ол машиналардың жаңа буынына жатады (мысалы, 3K229 моделі). 3L722V тегістеу машинасын декодтау 3 - тегістеу және тегістеу машиналарының тобы L - машинаны құру 7 - беттік тегістеу түрі 22 - кестенің ұзындығы мен ені 1250х320 мм белгілі бір стандартты өлшемдегі машина B - дәлдіктің жоғары класы Бағдарламаланған басқарумен жұмыс жасайтын станоктар үшін қосымша индекстеу енгізілді, ол модель белгісінің соңында қойылады. Ц әрпі циклдік бағдарламаланған басқаруы бар машиналар модельдерінің белгіленуіне қосылды. Сандық басқару құралымен (CNC) және сандық дисплей құрылғысымен (DRO) станоктарды тағайындау үшін модель белгісіне нөмірі бар Ф әрпі енгізілді: 1 - сандық позициясы бар машиналар үшін, сондай-ақ сандық дисплейі бар машиналар үшін және алдын ала координаттардың қолмен жиынтығы; 2 - позициялық CNC жүйелері бар станоктар үшін; 3 - CNC контурлық жүйесі бар машиналар үшін; 4 - біріктірілген CNC жүйесі бар машиналар үшін. Арнайы және мамандандырылған машиналар әр өндірушіге тағайындалған бір немесе екі әріптен тұратын индекспен белгіленеді, ол машина моделінің коды алдына қойылады. Өндіруші машинаның бірнеше моделін шығарған кезде оның коды модельдің реттік нөмірімен толықтырылады. Мысалы: ұнтақтау жабдықтары әртүрлі материалдардан (металл, ағаш, тас) дайын бөлшектерді құралдармен өңдеу үшін қолданылады. Машиналар ұсақтау мен тегістеудің, сондай-ақ құймаларды кесудің технологиялық операцияларын орындайды. Металды өңдеу процесі екі қозғалыстың өзара әрекеттесуімен жүреді: құралдың айналуы және дайындаманың қозғалысы (айналуы).  9-Сурет. 3D711VF11 тегістеу машинасы Машиналарды қолдану сыртқы, ішкі және профильді ұнтақтауға мүмкіндік береді. Сыртқы цилиндрлік тегістеу цилиндрлік, конустық, соңғы және пішінді беттерді өңдеуге, құралдарды қайрауға арналған. Ішкі тегістеу тесіктерді, жіптерді, соңғы беттерді өңдеуге жарамды. Профильді ұнтақтау күрделі формалардың дайындамаларымен жұмыс кезінде қолданылады. Металды тегістеу машиналары қолдану аймағына байланысты әр түрлі топтарға бөлінеді. Ең кең қолданылатыны: цилиндрлік тегістеу, беткі ұнтақтағыштар, ішкі тегістеу машиналары. 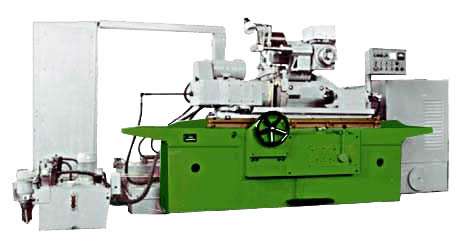 10-Сурет. Цилиндрлік тегістеу машинасы ZU131VM Цилиндрлік тегістеу машиналары дайындамаларды өңдеу үшін (тегістеу немесе әрлеу) бойлық және шұңқырлы тегістеу әдісімен қолданылады. Бөлшекті патронда да, артқы таяқ пен бастың ортасында да бекітуге болады. Жабдық көлденең қимасы 2,5-60 см болатын бөлшектермен жұмыс істеу үшін қолданылады. 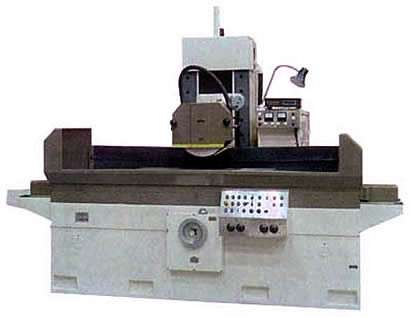 11-Сурет. Беткі тегістеу машинасы 3l722v Беткі тегістеу модельдері дайындамаларды ұзындығы 500 см-ге дейін, кесіндісі 30-200 см өңдеуге мүмкіндік береді.Машиналар тегіс беті бар дайындамалармен жұмыс жасағанда қолданылады, кейбір модельдер дөңгелек пішінді бөлшектерді ұшымен өңдеуге де мүмкіндік береді. немесе жұмыс құралының перифериясы. Беттік тегістеу машиналары шпиндельдің орналасуына байланысты көлденең және тік болуы мүмкін. Арнайы құрылғылармен жабдықталған қосымша құрылғылардың көмегімен сіз контурдың күрделі бөліктерін өңдей аласыз.  12-Сурет.Жіпті тегістеу машинасы VZ-633F3 Ішкі тегістеу қондырғылары дайындаманың ішкі бөлігін өңдеуге арналған. Бөлшекті өңдеу процесі шпиндельдің бекітілген дискімен қозғалуына байланысты жүзеге асырылады. Машиналар жұмыс істеу принципіне байланысты екі үлкен топқа бөлінеді. Бірінші топқа дайындама мен тегістеу дискісі айналатын жабдық жатады. Екінші топ бөлшектер қозғалмайтын машиналардан тұрады, ал диск орбиталық қозғалысты орындайды. Бір шпиндельді, екі жақты машиналардың модельдері бар. 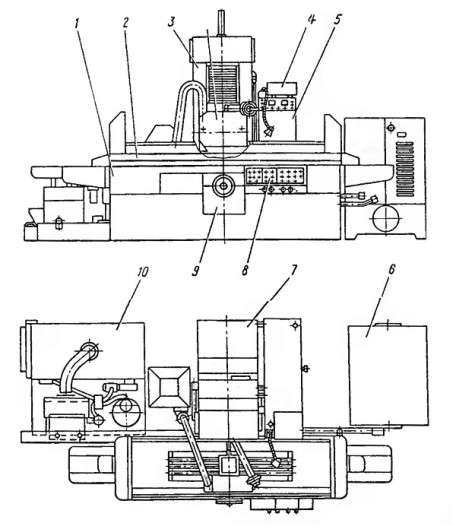 13-Сурет. Тегістеу машинасының негізгі бөлшектерінің орналасуы. 1. Төсек 2. Кесте 3. Тұру 4. Ұнтақтайтын бас 5. Электр шкафы 6. Гидравликалық қондырғы 7. Тірек жақтауы 8. Басқару панелі 9. Көлденең беріліс редукторы 10. Салқындату қондырғысы 6. Қорытынды Курстық жұмыс барысында мен ұнтақтау арқылы өңдеу әдісі үлкен өлшемді дәлдікпен және беттің кедір-бұдырлығы төмен бөлшектер алу процесінде маңызды буын болып табылатынын білдім. Мұндай бөлшектерді тек есептер жиынтығын шешу арқылы алуға болады. Бұл CNC-ті қолдана отырып, оларды автоматтандыру деңгейін жоғарылату және абразивті құралдардың жаңа конструкцияларын пайдалану, сондай-ақ абразивті материалдардың сапасын жақсарту және тегістеу циклдарын жақсарту және жұмысшы кадрлардың біліктілігін арттыру тұрғысынан тегістеу машиналарын жетілдіру. Тегістеу - бұл өңдеудің жетілдірілген процесі. Сондықтан тегістеу машиналарына автоматтандырылған реттеуге, дөңгелектерді теңдестіруге және теңгеруге, дайындаманың айналу осінің параллельдігін үстелдің бойлық қозғалысына басқаруға, жер бетін өлшеуге және қажет болған жағдайда командалар беруге мүмкіндік беретін құрылғылар кіруі керек. дайындаманың айналу осін автоматты түрде түзетуді қамтамасыз ететін, яғни ... өзіндік диагностика жүргізу. 7.Пайдаланылған әдебиеттер тізімі Попов С.А. Шлифовальные работы [Текст]: Учеб. для проф. учеб. заведений. – 2-е изд., испр. – М.: Высшая школа; Издательский центр «Академия», 1999. - 383 с. Чернов Н.Н. Металлорежущие станки [Текст]: Учебник для техникумов по специальности «Обработка металлов резанием». – 4-е изд., перераб. и доп. – М.: Машиностроение, 1987. – 416 с. Справочник шлифовщика Кащук В. А. Верещагин А. Б. Шлифовальные станки Лоскутов В. В., Схиртладзе А.Г., Новиков В.Ю. Станочник широкого профиля [Текст]: Учеб. для профессиональных учебных заведений. – 2-е изд., испр. – М.: Высшая школа; Издательский центр «Академия», 1998. – 464с. |