Дефект
|
Причина
|
Способ предупреждения
|
Перекос реза.
|
Слабо натянуто полотно. Резание проводилось поперек полосы или полки угольника.
|
Натянуть полотно таким образом, чтобы оно туго подавалось нажатию пальцем сбоку.
|
Выкрошивание зубьев полотна.
|
Неправильный подбор полотна. Дефект полотна- полотно перекалено.
|
Полотно следует подбирать таким образом, чтобы шаг зубьев был не более половины толщины заготовки, то есть, чтобы в работе учувствовало два-три зуба. Вязкие металлы (алюминий и его сплавы) резать полотнами с более мелким зубом, тонкий материал закреплять между деревянными брусками и разрезать вместе с ними.
|
Поломка полотна.
|
Сильное нажатие на ножовку. Слабое натяжение полотна. Полотно перетянуто. Неравномерное движение ножовкой при резании.
|
Ослабить вертикальное (поперечное) нажатие на ножовку, особенно при работе новым, а также сильно натянутым полотном. Ослабить нажатие на ножовку в конце реза. Движения ножовкой производить плавно, без рывков. Не пытаться исправлять перекос реза перекосом ножовки. Если полотно тупое, то необходимо заменить его.
|
Дефекты
|
Причины дефектов
|
Способы устранения дефектов
|
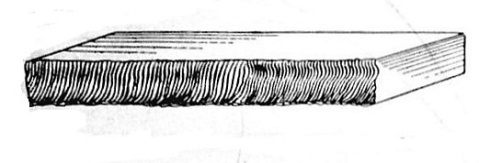
1. Выхваты на поверхности реза

(рис. 1)
|
1. а) Хлопки резака от его неисправности, перегрева или прикасания к разрезаемой поверхности, а также от недостатка горючего или попадания окалины на отверстие мундштука;
|
1. а) Работать только исправным резаком, не допуская его перегревов и прикасания мундштука к разрезаемой поверхности. В случае перегрева резака своевременно охлаждать его в сосуде с водой. Увеличить подачу горючего, не допускать частых перерывов процесса резки;
|
б) качание резака из- за непрочности закрепления его в держателе или люфт в поперечной штанге;
|
б) добиться прочного закрепления резака в держателе и устранения люфта в поперечной штанге;
|
в) толчки машины на плохо пригнанных стыках направляющих путей;
|
в) тщательно пригнать стыки направляющих рельсовых путей;
|
г) начало реза непосредственно на чистовой кромке детали после перерыва резки;
|
г) при вынужденных перерывах резки начинать рез на отходе листа на расстоянии 20—30 мм от контура детали с последующим доведением резака вручную до чистовой кромки;
|
д) расслоение металла.
|
д) перенести контур детали дальше от кромки листа.
|
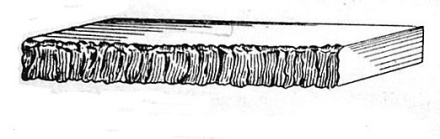
2. Местные непрорезы в нижней части кромки, конусность реза, образование впадин на поверхности реза под верхней кромкой
(рис. 2)
|
2. Чрезмерная скорость резки.
|
2. Установить скорость движения резака соответственно разрезаемой толщине и поддерживать ее в процессе резки постоянной. Скорость отрегулировать пробным резом на отходе листа до начала резки детали.
|
3. Оплавление верхних кромок реза
(рис. 3)
|
3. а) Чрезмерно сильное пламя;
|
3. а) Отрегулировать пламя, чтобы оно было нейтральным или слегка окислительным, т. е. с небольшим избытком кислорода;
|
б) замедленная скорость резки;
|
б) установить нормальную скорость движения резака для данной толщины металла;
|
в) увеличенное расстояние конца мундштука от разрезаемого листа;
|
в) поддерживать постоянным расстояние от мундштука резака до изделия, при котором ядро пламени должно почти касаться поверхности металла;
|
г) особые свойства некоторых марок стали, при резке которых образуются каплеобразные наплывы.
|
г) при резке стали, у которой по верхней кромке образуются наплывы, следует увеличить скорость резки.
|
4. Неперпендикулярность кромок реза к поверхности изделия.
|
4. а) Неправильная установка резака или погнутость его;
|
4. а) Установить резак строго перпендикулярно к поверхности разрезаемого листа. Пользоваться исправными резаками;
|
б) негоризонтальность рельсовых путей стационарной машины и плоскости раскроечного стола. Неровная поверхность листа;
|
б) выверить рельсовые пути и раскроечный стол и установить их строго горизонтально. Выправить лист;
|
в) чрезмерное или недостаточное давление кислорода для данной толщины;
|
в) отрегулировать нормальное давление кислорода. Проверить исправность редуктора;
|
г) отклонение режущей струи кислорода при перекосах или засорении внутреннего мундштука.
|
г) прочистить канал внутреннего мундштука медной или латунной иглой.
Во всех случаях перед началом работы сделать пробный рез на отходе листа и проверить перпендикулярность к поверхности листа угольником.
|
5. Отклонения угла разделки кромок выше допускаемых
|
5. а) Неправильная установка резака на заданный угол;
|
5. а) Установить резак на строго требуемый угол скоса;
|
б) непрочное крепление резака в держателе;
|
б) прочно закрепить резак в держателе, устранить люфты;
|
в) засорение мундштука;
|
в) прочистить канал режущего кислорода медной или латунной иглой;
|
г) резка плохо выправленного металла.
|
г) производить резку только выправленного металла.
Во всех случаях перед началом снятия фасок нужно сделать пробный рез и величину угла проверить по угломеру или шаблону. Проверка должна производиться в процессе всей резки.
|
6. Зарезы деталей

(рис. 4)
|
6. а) Невнимательность газорезчика;
|
6. а) В процессе резки проявлять максимум внимания и устранять причины возникновения дефектов;
|
б) сход переносной машины с направляющих путей на плохо пригнанных стыках или по другим причинам;
|
б) тщательно подогнать стыки направляющих рельсовых путей;
|
в) задевание шлангов или электропровода за какие-либо препятствия;
|
в) следить за свободным перемещением шлангов и электропровода;
|
г) отход магнитного ролика от копирной рейки;
|
г) перед началом работы проверить горизонтальность укладки копирных щитов, достаточность магнитного притяжения и отсутствие препятствий на пути перемещения ролика;
|
Дефект
|
Причина
|
Способ предупреждения
|
При резании листового материала ножницы мнут его.
|
Тупые ножницы. Ослаблен шарнир ножниц.
|
Резание производить только острозаточенными ножницами. Перед началом резания проверить и, если необходимо, подтянуть шарнир ножниц так, чтобы раздвигание ручек производилось плавно, без заеданий и качки.
|
«Надрывы» при резании листового металла.
|
Несоблюдение правил резания.
|
Во время работы ножницами следить, чтобы лезвия ножниц не сходились полностью, так как это приводит к «надрывам» металла в конце реза.
|
Отступление от линии разметки при резании электровибрационными ножницами.
|
Несоблюдение правил резания.
|
При резании листового материала больших размеров (более 500×500мм) лист задней кромкой упереть в какой-либо упор и разрезание производить перемещением (подачей) ножниц. При вырезании заготовок с криволинейными контурами (особенно при небольших размерах заготовок) подачу производить передвижением заготовки.
|
Ранение рук.
|
Работа производилась без рукавиц.
|
Работать ножницами следует только в брезентовых рукавицах (прежде всего на левой руке, поддерживающей разрезаемый лист)
|
 Скачать 168.5 Kb.
Скачать 168.5 Kb.