лекция пм4. лекция пм4 тема5-2. Универсальносборная переналаживаемая оснастка
 Скачать 445.32 Kb. Скачать 445.32 Kb.
|

|
Универсально-сборная переналаживаемая оснастка Исследования показали, что в компоновках УСП погрешности положения блоков опор, являющихся установочными или направляющими поверхностями приспособления, являются результатом суммирования трех составляющих: погрешностей изготовления элементов (60 %), деформаций элементов (30 %) и контактных деформаций (10%). Последняя составляющая увеличивается прямо пропорционально по мерс увеличения числа стыков в блоках опор. В комплексе универсально-сборной переналаживаемой оснастки (УСПО) шпоночные соединения с более плотными посадками существенного снижения погрешностей взаимного положения сопрягаемых элементов не обеспечивают. Это объясняется тем, что при сборке шпоночных соединений наблюдаются перекосы шпонок в пазах, деформации и срез шпонок. Для УСПО в качестве фиксирующих устройств принято особое соединение элементов без зазоров, обладающее способностью стабильно сохранять рабочее состояние в течение всего срока работы, а также быстро и легко быть разобранным.  Рис. 5.9. Беззазорное соединение элементов комплекса УСПО Соединение элементов УСПО обеспечивается двумя разжимными штифтами (рис. 5.9). Каждый штифт состоит из пальца 1 с двумя коническими поверхностями, основаниями, направленными друг к другу, двух разрезных втулок 2 с коническими отверстиями и двух упругих шайб 3. Под действием зажимного элемента (болта, шпильки) соединяемые детали приспособления, например опора 4 и плита 5, прижимаются до полного закрытия стыка А. При этом опора и плита донышками глухих отверстий давят через шайбы на втулки, которые, перемеща- ясь по пальцу, увеличиваются в диаметре, выбирают зазор А] и создают натяг в соединении. Беззазорный способ соединения повышает компактность, жесткость, точность компоновок приспособлений и совмещает надежность специальной оснастки с положительными качествами универсально-сборной. Например, стабильность положения элементов при многократной сборке-разборке повышается в 3...5 раз по сравнению со шпоночным соединением, жесткость соединения при статических нагрузках повышается на 20...30 %, а при динамических - в 2...4 раза. 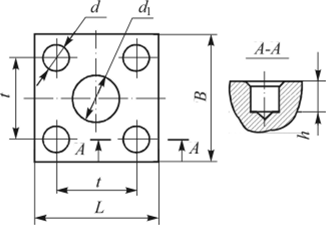 Рис. 5.10. Модуль элементов комплекса УСПО Модуль конструкции элементов комплекса представляет собой квадрат, стороны которого для серии 12 составляют 45 мм, а для серии 16 - 60 мм (рис. 5.10, табл. 5.2). Предпочтение модулю квадратной формы было отдано еще и потому, что путем введения в состав комплекса переходных подкладок 1 (рис. 5.11), у которых с одной стороны имеются шпоночные пазы по типу П-образных пазов УСП, а с другой - глухие фиксирующие отверстия, принятые для комплекса УСПО, обеспечивается собираемость элементов комплекса с элементами УСП. Соотношение размеров в модуле элементов комплекта УСПО 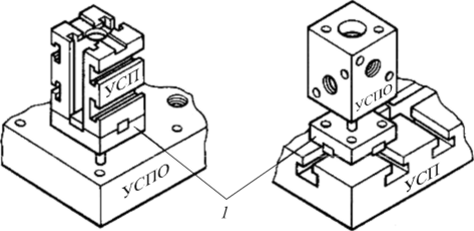 Таблица 5.2
Элементы комплекса УСПО по основному функциональному назначению объединены в группы: базовые, корпусные, направляющие, установочные, зажимные и др. По конструктивному исполнению все элементы разделены на детали и сборочные единицы (немеханизированные и механизированные).  Рис. 5.12. Форма и расположение крепежных отверстий в базовых плитах Базовые элементы комплекса - плиты прямоугольной, квадратной и круглой формы и угольники - используют в качестве оснований.  Рис. 5.13. Спутник ГПС, облицованный плитами УСПО Для обеспечения ориентации базовых плит на столах станков и спутников в центре плит на основании выполнены цековки (рис. 5.12), которые обеспечивают связь с центральным отверстием столов станков и спутников. Для закрепления плит в углах их рабочей поверхности, а также по оси симметрии имеются резьбовые отверстия, диаметры которых на размер больше, чем диаметры остальных крепежных отверстий. Эти отверстия могут оыть использованы и для других целей, например, чтобы собрать основание (плиту) большой площади из двух или нескольких плит с помощью подкладных плит. Такая компоновка может быть выполнена при сборке приспособления для маятниковой обработки заготовок на станках с ЧПУ. Подобная компоновка может быть использована при облицовке плитами 3 УСПО относительно больших по габаритам с толов с танков 1 и спутников, используемых в ГПС (рис. 5.13) с применением крепежных элементов 2. Круглые базовые плиты применяются для сборки токарных приспособлений, а также могут быть использованы в качестве планшайб на поворотно-делительных головках, содержащихся в комплексе элементов УСПО. Базовые угольники, имеющие по четыре рабочие поверхности (лицевая, две боковых и верхняя), предназначены для создания вертикальных поверхностей с сеткой фиксирующих и крепежных отверстий. Это обеспечивает компоновку приспособлений для обработки заготовок крышек, поддонов и других деталей плоской формы. Основой построения всех корпусных деталей УСПО в качестве модуля принят квадрат. Конструкции корпусных деталей строились по схеме (рис. 5.14). В качестве примера па схеме изображены четыре типа корпусных деталей: одномодульные квадратная опора 1 и призма 3, имеющие но одному крепежному отверстию, двухмодульная прямоуг ольная 2 и четырехмодульные 4 опоры. 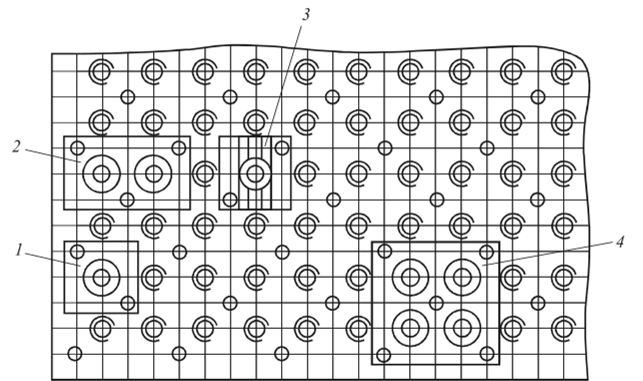 Рис. 5.14. Схема построения размерною ряда корпусных элементов УСПО Типичные корпусные детали: квадратные и прямоугольные силовые опоры (рис. 5.15, а) обеспечивают сборку корпусов; облегченные опоры (рис. 5.15, б), имеющие коробчатое сечение с тонкими стенками, используют в качестве подставок для соединения базовых или опорных деталей; установочные опоры (рис. 5.15, в) применяют для размещения установочных пальцев, штырей, валиков, колонок и других деталей, служащих для установки заготовок по обработанным отверстиям; призмы (рис. 5.15, г, (3, е), которые устанавливают или непосредственно на базовые детали, или на квадратные или прямоуг ольные опоры.  Рис. 5.15. Типовые корпусные элементы комплекса УСПО Установочные элементы используют в компоновках приспособлений в качестве баз для установки обрабатываемых заготовок: колпачковые опоры, диски, пальцы, упоры, штыри и т. д. Зажимные элементы - прихваты, прижимы, зажимы, планки, качалки, шайбы быстросъемные и др. В качестве опоры для прихватов используют крепежные шпильки различной длины. Конструкции деталей этой группы аналогичны конструкциям деталей УСП. Исключение составляет, например, установочный диск (рис. 5.16). Для перемещения его по поверхности базовой плиты на диске с одной торцовой стороны выполнен П-образный паз шириной 12 мм (рис. 5.16, а), который при использовании имеющейся в комплекте специальной шпонки 2 (рис. 5.16, б) позволяет перемещать установочный диск по одной координате. Повернув диск на 90° и переустановив шпонку, можно перемещать диск по другой координате. В случае, когда необходимо зафиксировать диск по имеющимся на другой торцовой поверхности отверстиям, диск переворачивают на 180°. В таком положении фиксация осуществляется с помощью штифтов 1. В состав механизированных сборочных единиц УСПО входят несколько типоразмеров гидрофицированных базовых оснований. 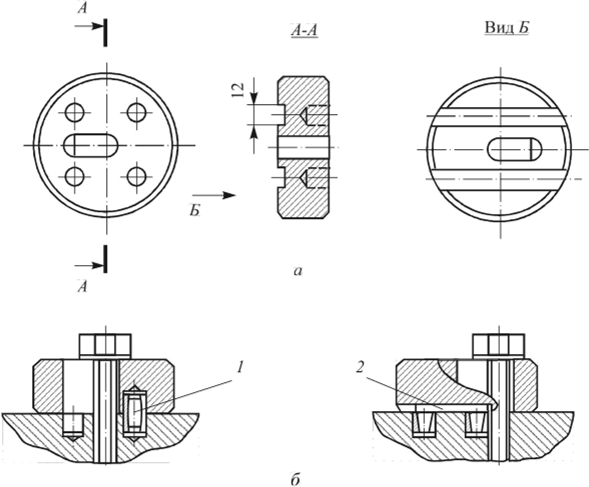 Рис. 5.16. Установочный диск УСПО Общий вид базовой гидрофицированной плиты показан на рис. 5.17. На рабочей поверхности корпуса плиты 2 кроме мест для установки гидроцилиндров, закрытых пробками 3, выполнена сетка резьбовых б и точных фиксирующих отверстий а. Резьбовые отверстия закрыты пробками 5. Входные отверстия каналов для разводки рабочей жидкости, выполненные по вертикальным плоскостям корпуса плиты, закрыты пробками 4. Плита состоит из корпуса 2 (рис. 5.17), в котором выполнена сетка каналов а, б для подачи гидравлической жидкости к быстросъемным гидроцилиндрам (на схеме не показаны). Гидроцилиндры присоединяются к плите посредством отверстий в, которые закрыты заглушками. Подача жидкости от привода, например пневмогидропреобразователя, осуществляется через штуцер /. Закрепление заготовки осуществляется с помощью быстросменных бес- шланговых гидроцилиндров. Между выступами гидроцилиндров и отверстиями для их установки в базовой плите размещены стандартные уплотнения. Для возможности регулирования положения гидроцилиндров цилиндрические выступы выполнены относительно корпуса гидроцилиндра с эксцентриситетом. Для установки гидроцилиндров на необходимую высоту li применены переходники. Цилиндрический выступ переходника может быть выполнен с эксцентриситетом относительно места их установки. При обработке на станках с ЧПУ возникает необходимость обрабатывать деталь с минимальным числом переустановок.  Рис. 5.17. Конструкция гидрофицированной базовой плиты УСПО Компоновки приспособлений, в которых обеспечивается обработка поверхностей заготовок с шести сторон, показаны на рис. 5.18. В первом приспособлении (рис. 5.18, а) заготовки обрабатывают с двух сторон, ограничивающих ее высотный размер. Заготовка 1 устанавливается с помощью трех колпачковых опор 4, смонтированных на квадратных одномодульных опорах 3. В качестве направляющих точек служат опоры 8 и 10, из которых первая смонтирована на блоке опор, несущих прихват 7, а вторая - на боковой поверхности опоры 11. Заготовка прижимается к направляющим опорам винтовым прижимом 5, установленным посредством прихвата на опоре 13. От продольного перемещения заготовка ограничена опорой 9. Заготовку зажимают двумя прихватами б и 7, а также быстросъемной шайбой 12 и крепежной шпилькой, проходящей через отверстия в заготовке. В этой компоновке обрабатывают основание и крепежные отверстия со стороны основания (поверхности I и II), поверхность III, и поверхность отверстия IV, и группу крепежных отверстий V. 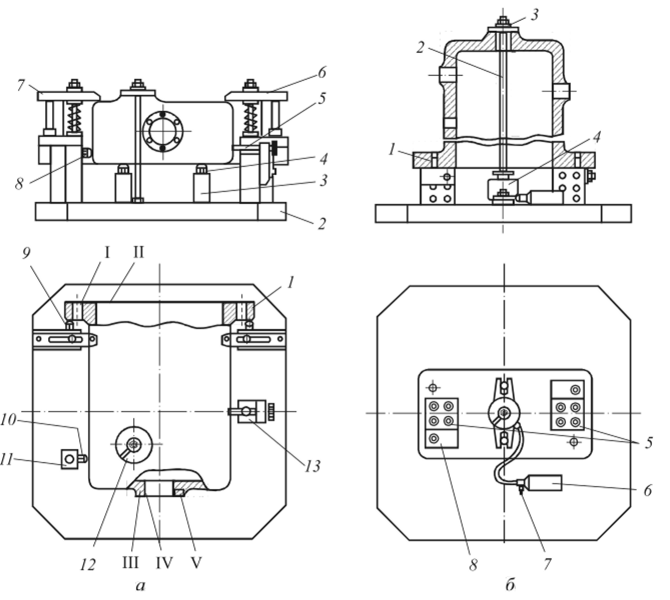 Рис. 5.18. Компоновка приспособления для обработки корпуса с шести сторон за два установа Во втором приспособлении (рис. 5.18, б) заготовка ориентируется относительно осей базовой плиты с помощью двух пальцев 1, установленных в опорах 5. Установочные опоры крепятся к блокам четырехмодульных опор 5, которые одновременно являются и опорными поверхностями для обрабатываемых заготовок. Заготовка обработанным основанием прижимается быстросъемной шайбой 3 с помощью шпильки 2, ввернутой в цилиндр 4 тянущего типа, который трубопроводом соединен с гидроаккумулирующим устройством 6. Масло поступает в приспособление через приемную часть быстроразъемного соединения 7. В этом приспособлении фрезеруют все фланцевые поверхности, сверлят крепежные и растачивают установочные отверстия, расположенные на четырех сторонах заготовки. |