Курсовая нано. Влияние шероховатости полимерных материалов на адгезионную прочность клеевых соединений
 Скачать 430.4 Kb. Скачать 430.4 Kb.
|

|
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное бюджетное образовательное учреждение высшего образования «ИВАНОВСКИЙ ГОСУДАРСТВЕННЫЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»  Институт информационных технологий, естественных и гуманитарных наук Кафедра естественных наук и техносферной безопасности Курсовая работа по теме: «Влияние шероховатости полимерных материалов на адгезионную прочность клеевых соединений» Учебная дисциплина “Процессы на поверхности раздела фаз” Направление подготовки 28.03.02 Наноинженерия Работу выполнил Студент группы НИ – 31 _________________Смирнов К.А. подпись ФИО Работу проверил Преподаватель __________________Баранов.А.В подпись ФИО Отметка о защите ___________ Дата ________ Иваново 2022 Содержаие ВВЕДЕНИЕ…………………………………………………………………… 2 ЛИТЕРАТУРНЫЙ ОБЗОР 1. Факторы, влияющие на адгезионную прочность клеевых соединений… 3 2. Измерение краевого угла смачивания поверхности жидкостями………. 6 3. Измерение шероховатости поверхности ……………………………….... 8 ЦЕЛЬ РАБОТЫ……………………………………………………………… 11 ОБЪЕКТЫ ИССЛЕДОВАНИЯ …………………………………………….. 11 ОБОРУДОВАНИЕ…………………………………………………………... 11 ЗАКЛЮЧЕНИЕ……………………………………………………………… 12 СПИСОК ЛИТЕРАТУРЫ…………………………………………………... 12 ВВЕДЕНИЕ В многочисленных фундаментальных и практических, экспериментальных и теоретических исследованиях показано, что специфика адгезионных связей зависит от природы контактирующих фаз, состава и структуры субстрата и адгезива, формы и размеров обоих тел, условий, определяющих процесс сближения и разъединения фаз. Закономерности адгезии и роль этого явления в обеспечении прочности полимерных композиционных материалов (ПКМ) исследуются на стыке различных областей наук: физической химии и химии высокомолекулярных соединений, физики твёрдого тела, классической механики, физико-химической механики, математической статистики и др. Прочность клеевого соединения зависит от конструктивных ,технологических и эксплуатационных факторов. Воздействуя на факторы, можно повышать прочность клеевых соединений. ЛИТЕРАТУРНЫЙ ОБЗОР1. Факторы влияющие на адгезионную прочность клеевых соединенийАдгезия — это связь между приведёнными в контакт разнородными поверхностями. Причины возникновения адгезионной связи — действие межмолекулярных сил или сил химического взаимодействия. Адгезия обусловливает склеивание твёрдых тел — субстратов — с помощью клеящего вещества — адгезива[3]. Адгезия измеряется в кгс/см2, кН (килоньютоны) – это показатель силы , которую необходимо приложить , для разделения материалов основания и покрытия . Работа адгезии Wа, характеризующая прочность адгезионной связи, определяется работой обратимого разрыва адгезионной связи, отнесенной к единице площади. Работа адгезии измеряется в Дж/м2 . Формула отражает закон сохранения энергии при адгезии. И рассчитывают её по формуле Дюпре: где σжг — поверхностное натяжение на границе раздела двух фаз (жидкость-газ), cosθ — краевой угол смачивания, Wa — обратимая работа адгезии[1]. Адгезионная прочность соединения вносит значительный вклад в обеспечение прочности полимерных композитных материалов (ПКМ) , полезно рассмотреть факторы, определяющие величину τо. τо – адгезионная прочность соединения «адгезив-субстрат»[1]. 1) Энергия связей, действующих через поверхность раздела определяется химической природой адгезива и субстрата, наличием на поверхности субстрата и в структуре полимерной цепи адгезива функциональных групп, способных к химическому взаимодействию, а также степенью конверсии реакционно-способных групп адгезива и субстрата, увеличение которой не всегда приводит к росту τо из-за изменения механических свойств связующего . Эффективным способом увеличения τо является предварительная окислительная окислительная обработка или аппретирование. Волокна для того, чтобы увеличить число полярных групп на его поверхности, способных если не к химическому, то к взаимодействию с полимерным адгезивом за счёт недисперсионных межмолекулярных сил притяжения. Важно отметить, что в результате окислительной обработки волокна может увеличиться площадь его поверхности, что также может привести к увеличению τо[10]. 2) Число связей, образующихся на границе раздела в результате химических реакций, действия межмолекулярных сил или диффузии зависит от площади контакта адгезива и субстрата. Ключевую роль в том, насколько полно будет реализована площадь фактического закономерностями смачивания жидким адгезивом поверхности субстрата и термодинамической совместимостью адгезива и полимерного субстрата[10]. 3) Дефектность границы раздела определяется, наряду со смачиванием поверхности субстрата жидким адгезивом, возникновением остаточных напряжений на границе раздела «полимерный адгезив-субстрат». При хорошем смачивании жидкий адгезив декорирует поверхность субстрата, обеспечивая полный бездефектный контакт компонентов адгезионного соединения. При последующем охлаждении адгезионного соединения от температуры отверждения до температуры, при которой проводится измерение τо, вследствие различия тепловых и механических характеристик адгезива и субстрата возникают внутренние напряжения. Кроме того, в процессе отверждения термореактивных связующих формируется трёхмерная сетка, по мере увеличения густоты которой повышается прочность и жёсткость полимера. Соответственно, при охлаждении системы после отверждения увеличиваются термические и усадочные напряжения на границе раздела. При температурах выше стеклования полимера влияние остаточных напряжений на величину τо невелико, однако при переходе полимера в стеклообразное состояние эти напряжения почти линейно возрастают с понижением температуры. Величина остаточных напряжений зависит от места их локализации в адгезионном соединении, от размеров адгезионного соединения и формы образца[10]. 4) Структурно-морфологическая организация и фазовый состав поверхности раздела определяет механизмы возникновения и распространения дефектов. В процессе отверждения в объёме полимера и вблизи границы раздела формируется однофазная или гетерофазная структура полимерного адгезива. Присутствие в полимерной матрице диспергированных частиц с механическими свойствами, отличными от свойств полимера, может привести к изменению механизма разрушения адгезионного соединения благодаря изменению процесса роста и распространения трещин. Встречая на своём пути препятствие, трещина может остановиться, изменить направление, разветвиться и т.п. Если фаза включения достаточно пластична, на конце трещины может возникнуть пластическая деформация, замедляющая процесс разрушения и, в конечном счёте, способствующая росту ударной вязкости и трещиностойкости полимерного композитного материала (ПКМ). Однако по мере увеличения в связующем количества диспергированных частиц, адгезия которых к наполнителю мала, увеличивается вероятность повреждения границы раздела и образования дефектов, способствующих разрушению. Наиболее эффективным способом регулирования адгезионной прочности является модифицирование полимерного связующего. Модифицирование позволяет уменьшить остаточные напряжения на границе раздела, улучшить смачивание связующим поверхности волокна и регулировать механизм разрушения приповерхностных слоёв полимерной матрицы. Кроме того, модифицирование полимеров позволяет расширить диапазон их физико-механических характеристик для получения материалов с необходимыми свойствами[10]. Адгезионная прочность зависит от природы полимера, подложки, от условий формирования покрытия. При рассмотрении факторов, оказывающих влияние на адгезионную прочность клеевого соединения необходимо учитывать природу, физико-химические свойства адгезивов и субстратов с целью установления закономерностей адгезионного взаимодействия. Для оценки шероховатости поверхности используют классы чистоты поверхности. Физическая (пыль, вода, жиры) и химическая (оксиды, карбиды, нитриды) чистота поверхности могут влиять на адгезию вещества как в положительную (увеличения), так и отрицательную (уменьшения) сторону в зависимости от физико-химических свойств загрязняющего материала . В большинстве случаев пыль, вода и жиры, создавая неровности и поры на границе раздела плёнки и подложки, снижают адгезию плёнки. Если осаждаемая плёнка лучше адгезирует с оксидами (нитридами, карбидами и т. п.), то такие загрязнения способствуют увеличению адгезии[11]. Загрязнения поверхности могут рассматриваться с физико-химической точки зрения как источник промежуточных сил, по-разному влияющих на адгезию плёнок и покрытий. В любом случае физико-химическая неоднородность поверхности приводит к нестабильным значениям адгезии. Прочность адгезионных соединений зависит от концентрации и прочности связей между активными центрами макромолекул адгезива и субстрата. Величина адгезионной прочности имеет чётко выраженную скоростную зависимость: увеличение скорости нарастания разрушающего усилия приводит к повышению сопротивления разрушению. Скорость разрушения оказывает влияние на его характер. Когезионное разрушение адгезива наблюдается обычно при небольшой скорости, повышение скорости приводит к смешанному разрушению, а при высоких скоростях разрыв имеет преимущественно адгезионный характер. Величина адгезионной прочности в значительной степени зависит от температуры испытания, причём эта зависимость иногда имеет немонотонный характер[8]. На увеличение адгезионной прочности влияет : радиационное воздействие , использование магнитного и ультразвукового поля , как на исходные композиции лакокрасочных материалов перед их нанесением на поверхность, так и на покрытия в процессе их формирования на субстрате[8]. Повышение температуры и продолжительности нагревания до определённого предела благоприятствует адгезии. Для каждого покрытия существует определённые оптимальные температурные режимы его формирования. Адгезия является одной из важнейших характеристик многих процессов современного строительства, поэтому для её увеличения разрабатываются всё новые методы. Их применение обеспечит большую долговечность строительным конструкциям и отделочным материалам, что в конечном итоге даст существенную экономию. 2. Измерение краевого угла смачивания поверхности жидкостями. Краевой угол смачивания - угол, который образуется между касательной, проведённой к поверхности фазы жидкость-газ и твёрдой поверхностью с вершиной, располагающейся в точке контакта трёх фаз, и условно измеряемый всегда внутрь жидкой фазы. Обозначается греческой буквой тета – θ[10]. Краевой угол смачивания является количественной характеристикой процесса смачивания, его величина определяет межмолекулярное (атомное, ионное) взаимодействие частиц поверхности твёрдых тел с жидкостями. Смачивание - поверхностное явление, заключающееся во взаимодействии жидкости с твёрдым телом [7]. Мерой смачивания жидкостью твёрдых тел является краевой угол. Обычно при измерениях предполагается, что поверхность твёрдого тела абсолютно гладкая и однородная. Поверхность же реальных твёрдых тел далека от идеальной: неоднородная по составу и негладкая. Известен целый ряд методов измерения краевого угла смачивания: по профилю пузырька; по давлению газа, компенсирующему капиллярное давление; по скорости капиллярного поднятия; метод прямой пластины (метод Вильгельми) ; метод наклонной пластины ; метод по величине капель; по профилю капли; метод лежачей капли [7]. Поподробнее рассмотрим метод лежачей капли, который относится к статическим методам определения поверхностного натяжения, т. е. поверхность в момент измерения неподвижна. В основе метода лежит определение параметров профиля капли , лежащей на плоской поверхности твёрдого тела. Для того чтобы определить параметры капли и рассчитать краевой угол смачивания, каплю нужно сфотографировать . Однако полученные таким образом статические углы не являются, строго говоря, углами оттекания q от или натекания Q нт воды[2]. Краевой угол смачивания θ образуется векторами сил поверхностного натяжения, направленными по касательной к поверхностям раздела «твёрдое тело - жидкость» и «жидкость - воздух». В методе лежачей капли жидкость с известным поверхностным натяжением помещается на твёрдую поверхность с помощью шприца. Диаметр капли должен составляет от 2 до 5 мм; это гарантирует, что краевой угол не будет зависеть от диаметра [2]. 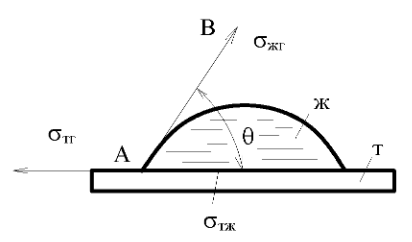 В методе лежащей капли измеряется угол между твёрдой поверхностью и жидкостью в точке контакта трёх фаз. Соотношение сил межфазного и поверхностного натяжения в точке контакта трёх фаз может описываться уравнением Юнга, на базе которого можно определить краевой угол:  При статическом методе размер капли не меняется в течение всего измерения, но это не означает, что угол контакта всегда остаётся постоянным. Наоборот, воздействие внешних факторов может привести к изменению угла контакта со временем. Из-за седиментации, испарения и аналогичных химических или физических взаимодействий краевой угол будет самопроизвольно изменяться со временем [2]. Измерение шероховатости поверхности. Шероховатость - это совокупность неровностей появляющихся на поверхностях готовых изделий или деталей. При этом, шаг неровности, принимаемый в качестве шероховатости, должен быть очень мал, относительно базовой длины всей поверхности. Шероховатость поверхности - совокупность неровностей поверхности с относительно малыми шагами, выделенная, например, с помощью базовой длины[1]. Любая, обработанная даже тщательнейшим образом поверхность детали, не может быть полностью идеально ровной. Для количественной оценки шероховатости стандарт устанавливает шесть параметров: три высотных (Ra, Rz, Rmax), два шаговых (Sm, S) и параметр tр, характеризующий относительную опорную длину профиля[1]. Ra- cреднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины 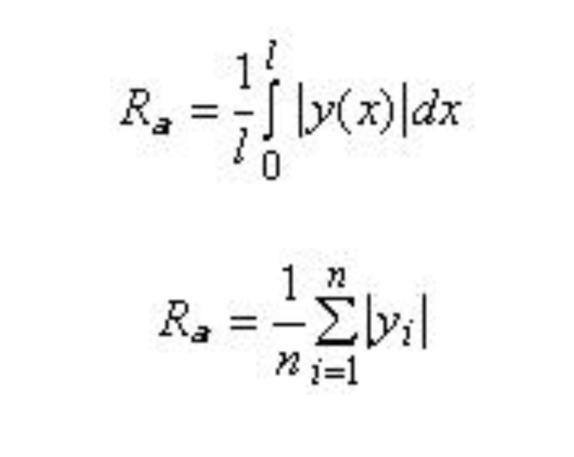 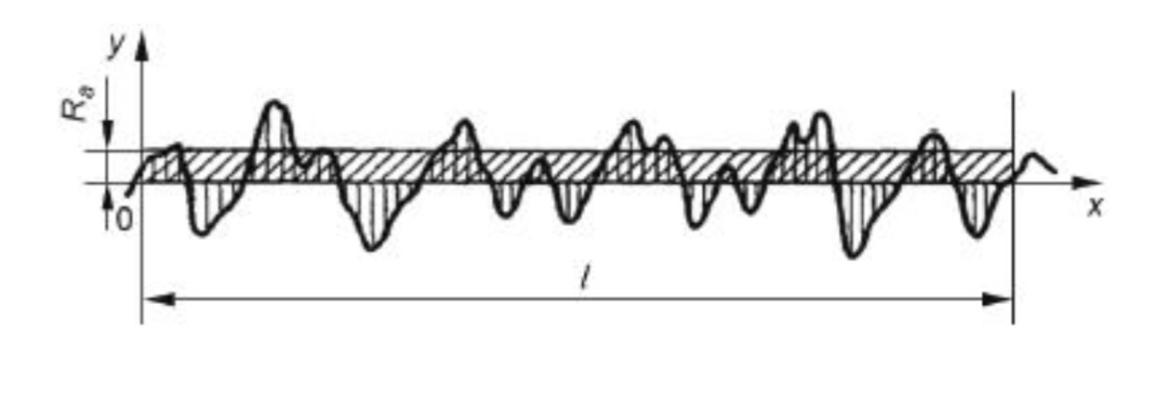 Rz- cумма высоты наибольшего выступа профиля Rp и глубины наибольшей впадины профиля Rv в пределах базовой длины l. 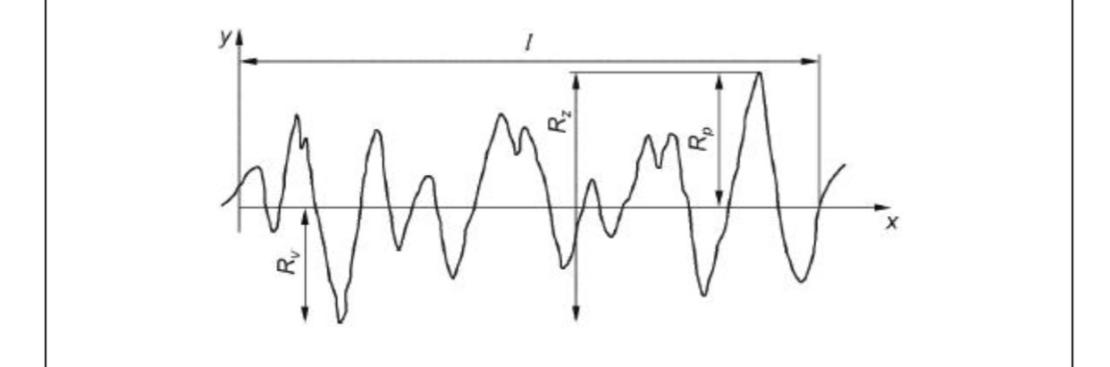 Rmax - полная высота профиля, cумма высоты наибольшего выступа профиля Rp и глубины наибольшей впадины профиля Rv в пределах длины оценки L. 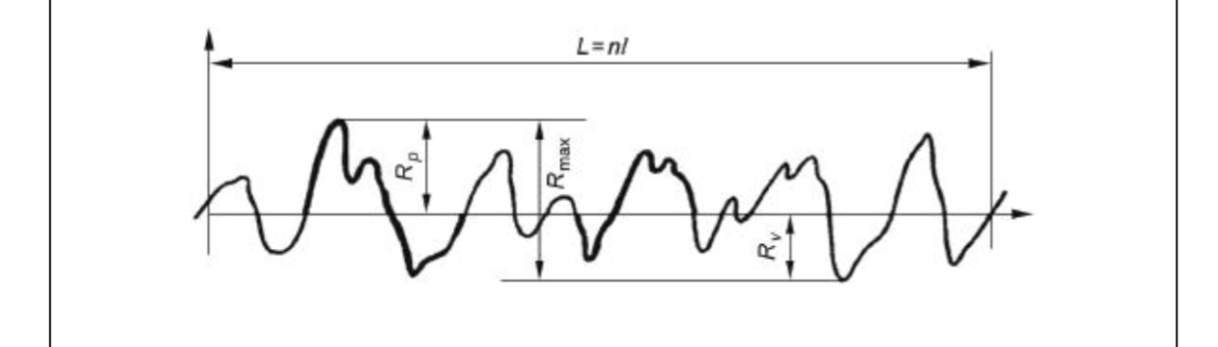 Sm - среднее значение шага неровностей профиля в пределах базовой длины S - среднее значение шагов местных выступов профиля, находящихся в пределах базовой длины Профилографы - это приборы, позволяющие получать изображение микронеровностей профиля в увеличенном масштабе на каком-либо носителе (фотоплёнке, фотобумаге) [9]. Профилометры - минуя этап получения изображения, производят необходимые измерения профиля микронеровностей. Измеритель шероховатости (профилометр) – устройство, которое предназначено для определения неровности поверхности. Результаты представляются в виде кривой линии – профилограммы. Для оценки данного параметра используется показатель шероховатости, исчисляемый в микрометрах (мкм). Стандартный прибор имеет шкалу, на которой отсчитываются значения данного показателя. Устройства применяются для измерений неровностей поверхности изделий в метрологических центрах, лабораториях, центрах экспертизы, научно-исследовательских институтах, а также на приборостроительных, машиностроительных и других предприятиях [9]. Объектом для исследования будет лавсановая плёнка (ПЭТ). Важными особенностями плёнки из лавсана является прозрачность, газонепроницаемость. Благодаря гладкой поверхности на неё без труда наносят различные красители. Плёнка не прилипает, не меняет своих свойств в условиях повышенной влажности. Она имеет высокую прочность, стойкость к проколам и другим механическим повреждениям. Такой вид плёнки более чем в 10 раз прочнее обычной полиэтиленовой. Лавсановая плёнка долговечна, в эксплуатации при повышенной температуре даёт лишь незначительную усадку. Обладает высокой степенью негорючести (практически не горит). Устройство и принцип работы профилометра Контактный профилометр (измеритель шероховатости) представляет собой индуктивный датчик с алмазной иглой и опорой на измеряемую площадь. Игла движется перпендикулярно относительно проверяемой поверхности. Датчик генерирует импульсы, проходящие через электронный усилитель. Возникающие при этом механические колебания щупа преобразуются в цифровой сигнал. Обработка нескольких таких сигналов позволяет вычислить усреднённое значение параметра – количественную характеристику неровности участка из расчёта на определённую длину.   Устройство и принцип действия прибора для определения краевого угла смачивания 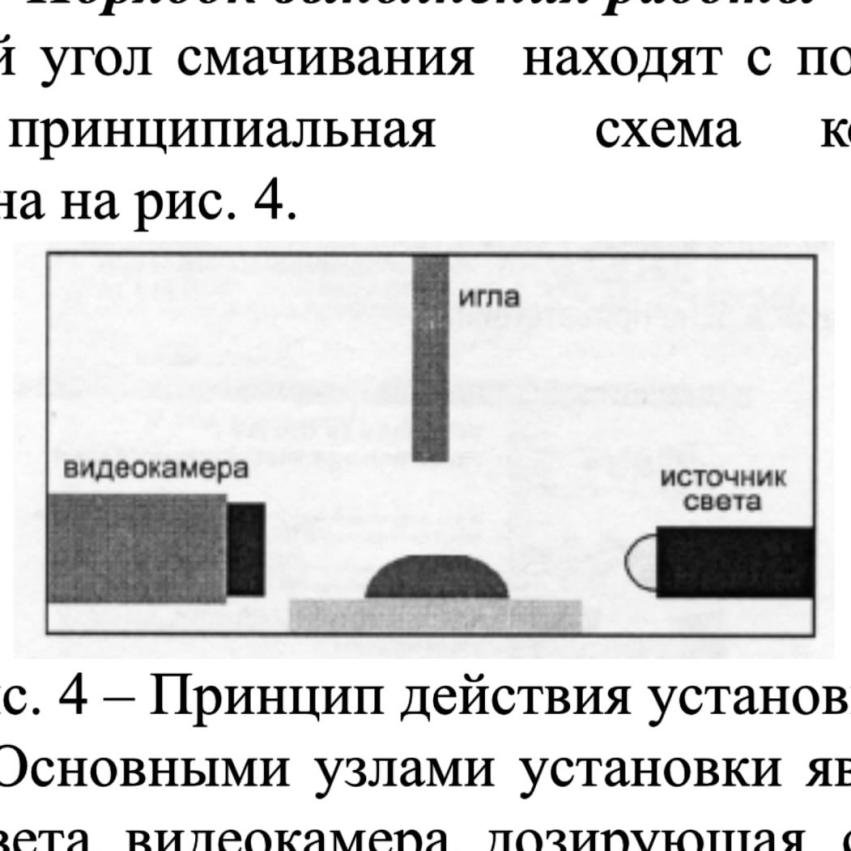 Основными узлами установки являются источник света, видеокамера, дозирующая система и столик для размещения исследуемого образца. В качестве дозатора используется стеклянный шприц объёмом 1 мл с металлической иглой диаметром 0,3 мм. Размер капли тестовой жидкости должен быть не более 3 мм. Исследуемая полимерная плёнка помещается на специальный горизонтальный столик. Капля исследуемой жидкости помещается на поверхность плёнки при помощи микрошприца. Необходимо произвести фокусировку для чёткого изображения капли на экран ПК. Подсветка капли осуществляется с помощью лампы (источник света). Перемещая столик в горизонтальном направлении можно последовательно наносить и измерять несколько капель жидкости. Анализ и обсчёт оцифрованного изображения капли осуществляется с использованием программного обеспечения ПК, которое позволяет: - передавать изображение капли на компьютер; - производить запись видеоизображения капли с последующей их обработкой; - определять краевой угол смачивания на границе раздела трёх фаз (твердой, жидкой и газообразной). Для обработки сфотографированного изображения и измерения краевого угла смачивания воспользуйтесь методом измерения по касательным. ЦЕЛИ РАБОТЫ Определить влияние шероховатости поверхности ПЭТФ-пленки на величину краевого угла и работу адгезии к ней дистиллированной воды . ОБЪЕКТЫ ИССЛЕДОВАНИЯ Полиэтиле́нтерефтала́т (ПЭТФ) — термопластик, наиболее распространённый представитель класса полиэфиров, известен под разными фирменными названиями. Мы будем использовать лавсановую плёнку. ОБОРУДОВАНИЕ Профилометр Установка по определению краевого угла ЗАКЛЮЧЕНИЕ В настоящей работе было определено влияние шероховатости поверхности ПЭТФ-плёнки, обработанной наждачными бумагами с различной зернистостью на величину краевого угла и работу адгезии к ней дистиллированной воды. По полученным данным построили график зависимости. Установлено что с ростом шероховатости значение краевого угла увеличивается. СПИСОК ЛИТЕРАТУРЫ ГОСТ 25142-82 (СТ СЭВ 1156-78) Шероховатость поверхности. Термины и определения. М.В. Николаева, Р.А. Атласов, С.В. Кулагин, М.Д. Филиппова, С.Ю. Попов. Определение краевых углов смачивания методом лежащей капли. Щербина А.А. Переходные зоны в полимерных адгезионных соединениях. Фазовые равновесия, диффузия, адгезия. М.Г. Киселёв, В.В. Савич, Т.П. Павич. Определение краевого угла смачивания на плоских поверхностях. С.Л. Фурашова . Клеевые соединения. Г.В. Комаров. Адгезионное взаимодействие при склеивании пластмасс. А.Л. Дубов. Смачивание и гидродинамические свойства анизотропных супергидрофобных поверхностей Т.В. Бурдикова, А.М. Коробков, Е.Г.Белов. Адгезионная прочность композиционных материалов. С.А. Трифонов, Т.С. Павленко. Определение краевого угла смачивания. Ю.Г. Богданова. Учебное пособие. Адгезия и ее роль в обеспечении прочности полимерных композитов . Москва 2010 г. Т.В.Маркова, И.М.Крыжановская. Шероховатость поверхностей. Санкт-Петербург . 2006 |