Практическое задание 2. Задание 3
 Скачать 441.39 Kb. Скачать 441.39 Kb.
|

|
Задание 2.3. В прокатно-ремонтном цехе нефтегазопромыслового оборудования нефтегазодобывающего управления изготавливаются три вала для центробежных насосов. Технологический процесс изготовления вала состоит из пяти операций. Затраты времени на выполнение этих операций приведены в табл. 2.4. Каждая операция выполняется на одном токарном станке. Процесс передачи деталей на следующую операцию производится поштучно. Таблица 2.4 Нормы времени на операции
Определите технологический цикл производственного процесса изготовления валов центробежного насоса при последовательном, параллельно-последовательном и параллельном выполнении операций изготовления данной партии. Построить график изготовления данной партии валов насосов при параллельном выполнении операций. Определите технологический цикл при данных видах выполнения операций, если партию валов утроить. Последовательный цикл выполнения операций: 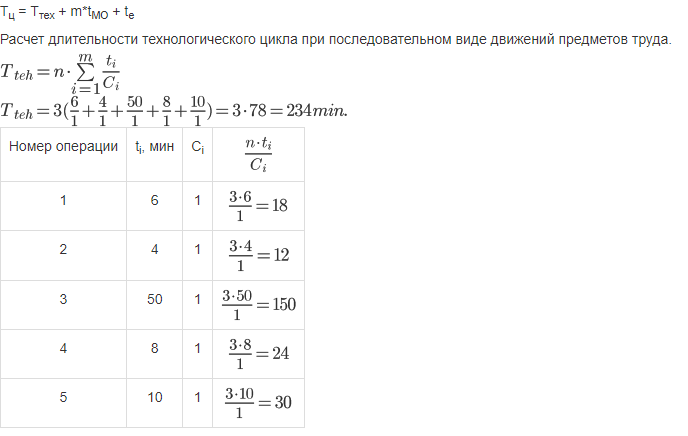 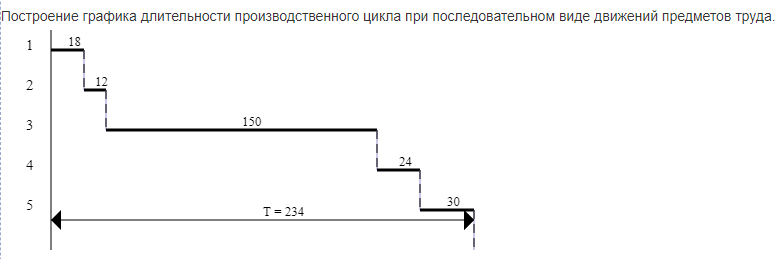 П 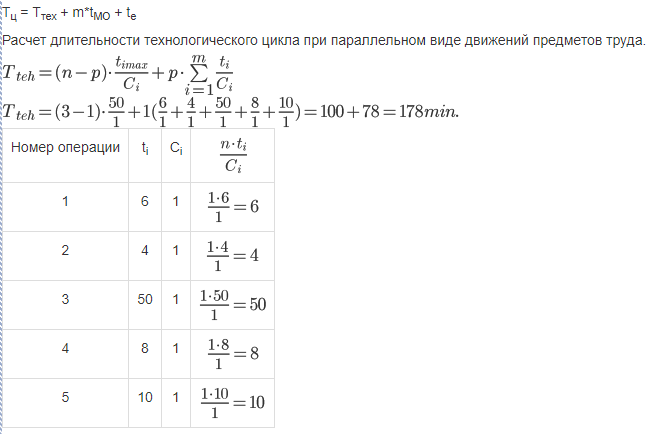 араллельный цикл выполнения операций: араллельный цикл выполнения операций: 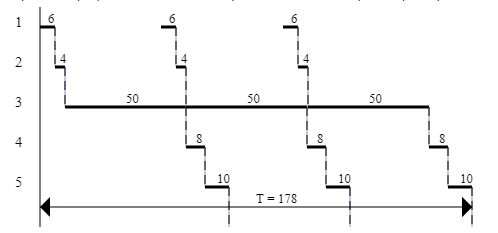 Параллельно-последовательном цикле выполнения операций: 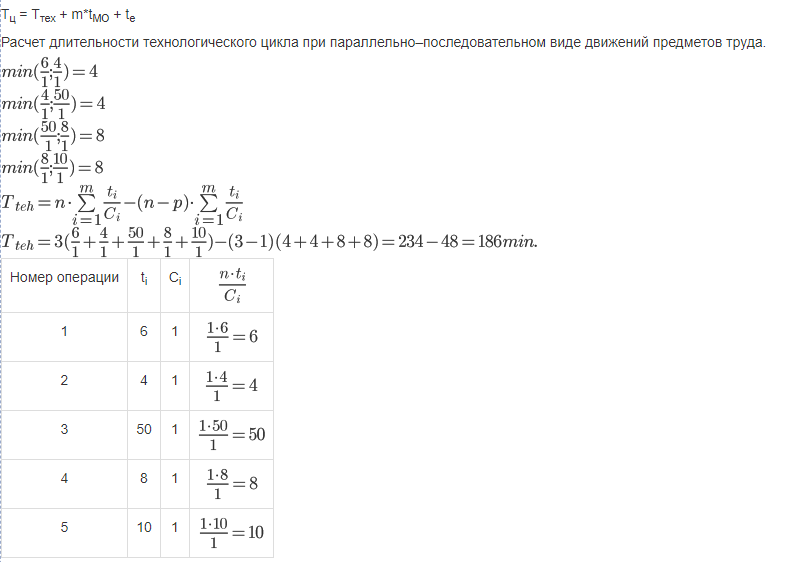 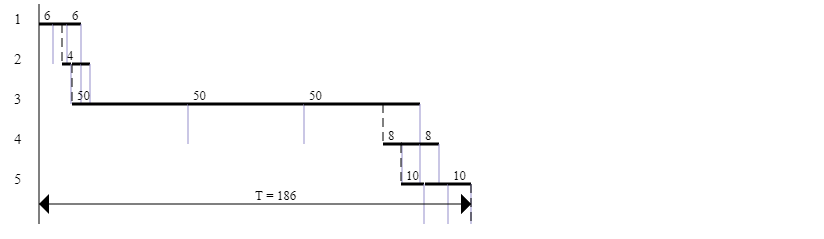 1.Последовательный цикл выполнения операций если партию валов утроить: 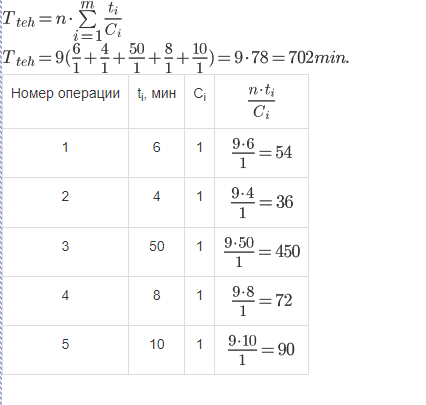 2. Последовательный цикл выполнения операций если партию валов утроить 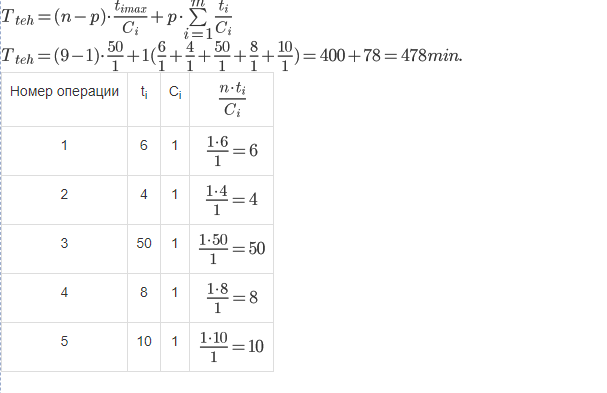 3.Параллельно-последовательном если партию валов утроить 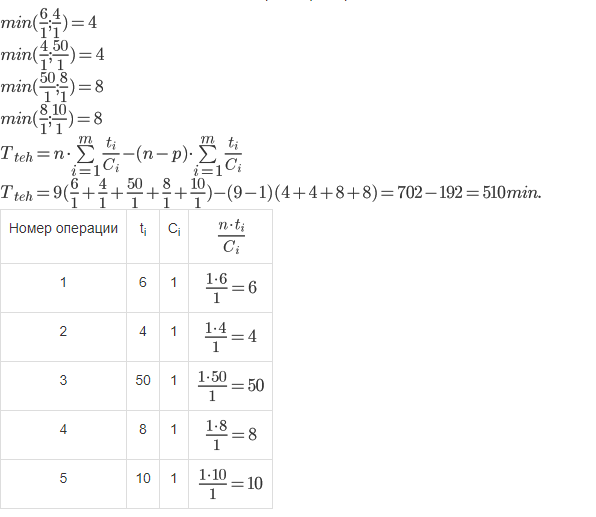 Задание 2.4. Определите производственный и технологический циклы обработки деталей на токарных станках в прокатно-ремонтном цехе нефтегазопромыслового оборудования базы производственного обслуживания нефтегазодобывающего управления. Партия деталей из 70 штук обрабатывается параллельно. Количество деталей в передаточной партии – 7 штук. Среднее время межоперационных перерывов – 5 минут. Технологический процесс обработки детали включает операции, приведенные в табл. 2.5. Таблица 2.5 Нормы времени на операции
Определите технологический и производственный циклы обработки партии деталей при последовательном и параллельно-последовательном видах движения деталей по операциям. Постройте график производственного цикла при параллельном движении. Определите производственный цикл обработки деталей при параллельном выполнении операций, если совместить 6 и 7 операции в одну и выполнять эту операцию на одном станке. Определите коэффициент непрерывности производственного процесса обработки деталей. П 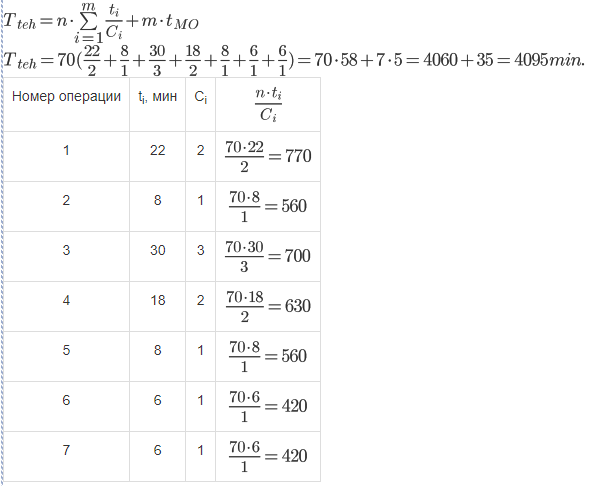 оследовательный цикл выполнения операций: оследовательный цикл выполнения операций: 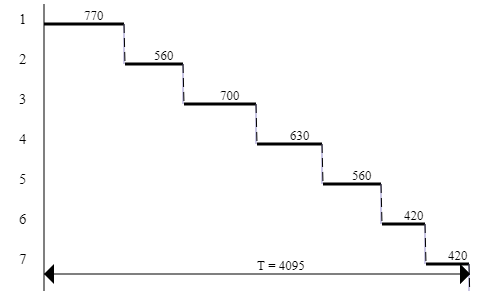 Параллельный цикл выполнения операций: 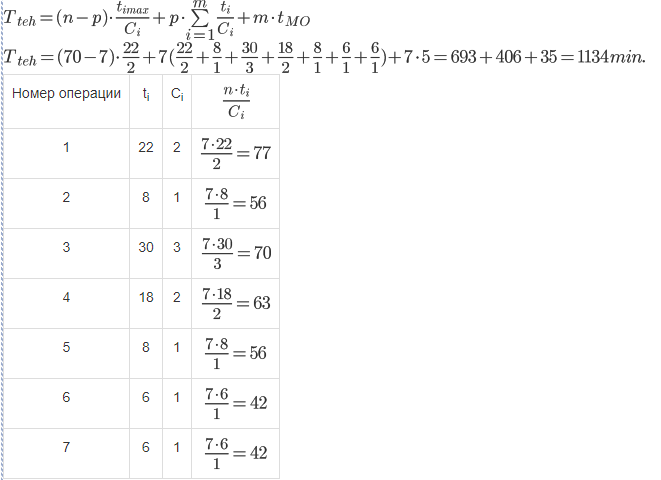 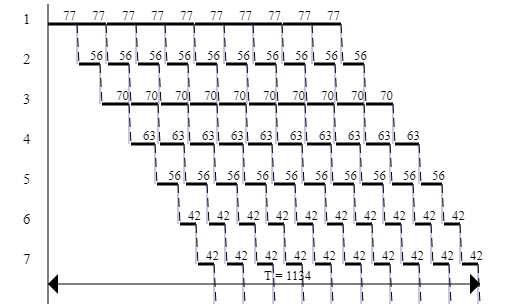 П 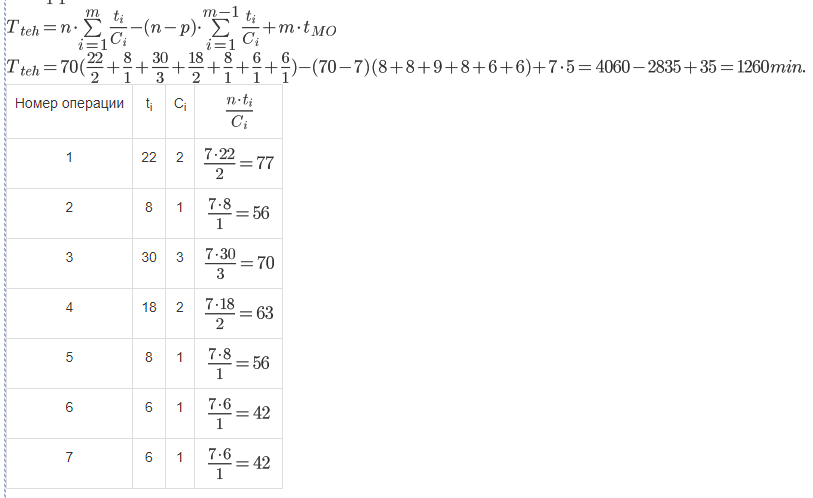 араллельно-последовательном цикле выполнения операций: араллельно-последовательном цикле выполнения операций: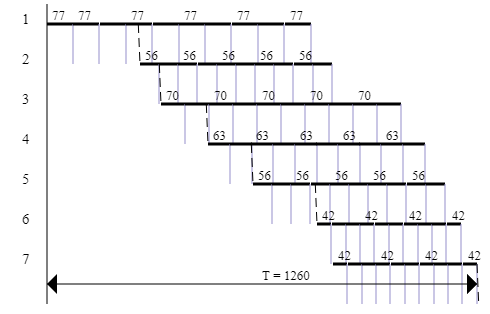 При параллельном выполнении операций, если совместить 6 и 7 операции в одну и выполнять эту операцию на одном станке. 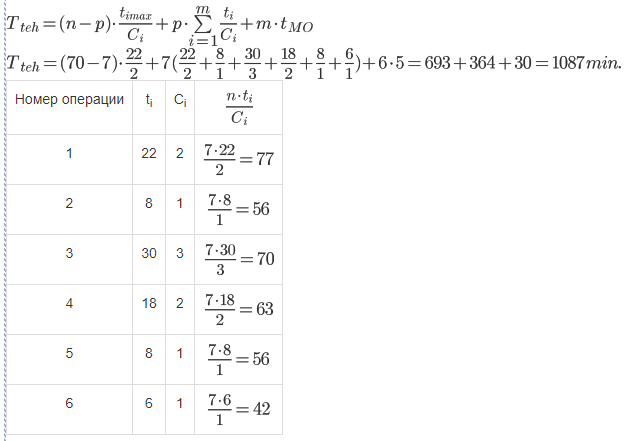 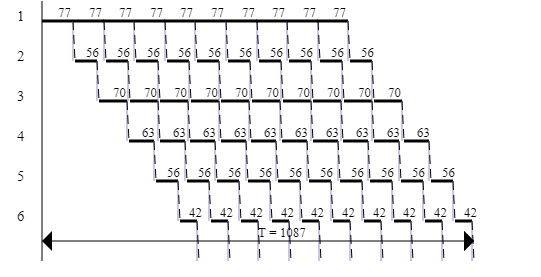 |