Измерение неэлектрических величин. курсач. измерение неэлектрических величин. 1 Электромеханический метод измерения длины и скорости
 Скачать 0.77 Mb. Скачать 0.77 Mb.
|

ОглавлениеВведение: В процессе изготовления стальных канатов, прядей, проводов и проволоки требуется измерять длину и скорость соответствующих изделий. На предприятиях торговли и предприятиях-потребителях продукции измерения применяются на участках приемки и контрольной перемотки канатов, тросов и проволоки, а так же на участках отпуска готовой продукции покупателям. 1.Методы измерения скорости. В зависимости от вида преобразователя, устанавливаемого на линии движения, измерители скорости можно разбить на два больших класса: электромеханические измерители скорости (контактные) и фото импульсные измерители скорости (бесконтактные). Кроме того, к бесконтактным измерителям скорости относятся приборы с магнитными и тепловыми метками, а также приборы, основанные на эффекте Доплера.  Косвенные методы измерения скорости преобразуют длину изделия путем ее интегрирования по времени. Фото импульсные измеряют время, за которое передний или задний концы изделия пройдут некоторое базовое расстояние, тем самым, определяя скорость движения, а также время, за которое все изделие пройдет мимо преобразователя (рис. 1). Рис.1. Методы измерения скорости протяжённых изделий. Считая, что скорость движения во все время измерения остается постоянной и, произведя ее перемножение на время можно тем самым определить длину изделия. Очевидно, что особенно для длинномерных изделий, скорость движения может существенно изменяться в процессе измерения, искажая тем самым результаты измерения, поэтому такие методы не нашли широкого применения и используются в основном для измерения длины относительно коротких изделий в некоторых лабораторных макетах и стендах. 1.1.Электромеханический метод измерения длины и скорости. Принцип работы электромеханических измерителей длины заключается в следующем. Измерительный цилиндрический ролик, вращаемый на оси, прижимается к изделию и обкатывает его при поступательном движении. С роликом жестко связан импульсный датчик, который выдаст определенное число импульсов на один оборот ролика. Цена импульса может быть определена по следующей формуле: k = πD / nμ , где D – диаметр мерительного ролика; n – число импульсов на один оборот импульсатора; μ – передаточное отношение между роликом и импульсатором. Подсчитав число импульсов т, можно определить длину изделия L: L = k ⋅m , где k – цена импульса; m – число импульсов. В данной системе возможно проскальзывание ролика по изделию. Чтобы избежать этого, применяют магнитные ролики или специальные прижимы. В качестве импульсных датчиков применяются индуктивные фотоэлектрические, электромеханические, электромагнитные и другие устройства. При выборе импульсного датчика важна стабильность импульса во время работы измерительного ролика. Кроме того, надо учитывать, что увеличение числа импульсов на один оборот измерительного ролика уменьшает цену импульса, т.е. увеличивает точность измерения. Несмотря на все принимаемые меры, полностью избежать проскальзывание между роликом и изделием не удается, особенно в переходных режимах. Ошибка измерения в этом случае зависит от длины изделия и может достигать величин, не удовлетворяющих требованиям производства. В связи с этим схему измерительной установки строят так, что производят измерение с помощью мерительного ролика не всего изделия, а только части, равной превышению длины изделия над так называемым «базовым расстоянием» Lδ . Длину базового расстояния принимают обычно равной минимально возможной длине изделия. Точность измерения в этом случае значительно повышается. 1.2. Бесконтактные методы измерения длины и скорости. Бесконтактные методы измерения длины и скорости протяжённых изделий целесообразно использовать только в тех случаях, когда по тем или иным причинам невозможно использовать контактный электромеханический метод, описанный в п. 3.1. Например, при измерении длины оптоволокна и оптоволоконных кабелей невозможно применять контактный метод из-за хрупкости объекта измерения. А при измерении длины и скорости стальных канатов, проката, арматуры и т.п., контактный метод непригоден, так как мерные колёса не выдерживают нагрузок возникающих при производстве этих изделий и быстро изнашиваются. Также электромеханический метод измерения малопригоден при движении измеряемого объекта с большими скоростями (более 1000 м/мин) из-за своей инерционности. Приборы, использующие бесконтактные схемы измерения, как правило, на порядки более сложны, дороги и потенциально менее надёжны хоть зачастую и обеспечивают хорошие метрологические характеристики. 1.2.1. Метод с использованием магнитных меток Способ измерения длины и скорости ферромагнитных изделий (стальные канаты, лента, прокат, проволока и т. п.) методом магнитных меток заключается в нанесении на движущееся изделие импульсным электромагнитом магнитных меток, считывании этих меток расположенным на фиксированном расстоянии от электромагнита магнитным преобразователем, нанесении каждой последующей метки в момент считывания предыдущей, подсчете числа считанных магнитным преобразователем магнитных меток, измерении временного интервала между соседними метками и определении длины изделия путем умножения числа посчитанных магнитных меток на базовое расстояние, а скорости изделия путем деления базового расстояния на временной интервал между соседними метками. Структурная схема измерителя приведена на рис. 3.1.2.1.1. Измеритель содержит два основных блока: блок измерительных преобразователей (БИП) с записывающей (ЗГ), считывающей (СЧГ) и стирающей (СТГ) головками и электронный блок (ЭБ), осуществляющий формирование сигналов для функционирования головок и преобразование сигналов измерительной информации. Где: И – изделие; БИП – блок измерительных преобразователей; СТГ – стирающая головка; ЗГ – записывающая головка; СЧГ – считывающая головка; w1 – обмотка возбуждения; w2 –измерительная обмотка; ЭБ – электронный блок; Г – генератор напряжения синусоидальной формы; САФП – схема амплитудно-фазового преобразования; СУ – сравнивающее устройство; ОВ-одновибратор; УМ – усилитель мощности; МК – микроконтроллер; БВ – блок ввода; БИ – блок индикации; БИУ – блок исполнительных устройств. 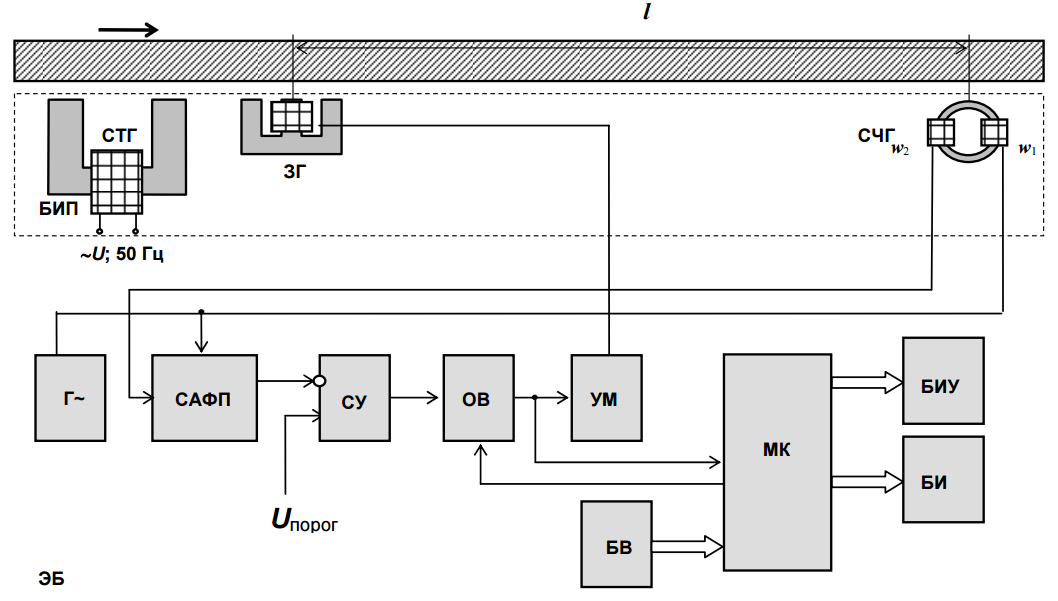 Рис. 2. Структурная схема датчика скорости методом магнитных меток. Измерение длины изделия осуществляется следующим образом. В процессе измерения канат перемещается с некоторым зазором относительно последовательно расположенных стирающей, записывающей и считывающей головок. Стирающей головкой, представляющей собой электромагнит, формируется убывающее по амплитуде переменное магнитное поле. Этим полем осуществляется предварительное размагничивание движущегося стального каната. Записывающей головкой, представляющей собой электромагнит, осуществляется нанесение на движущийся канат магнитных меток. Считывающей головкой, представляющей собой измерительный преобразователь, осуществляется считывание нанесенных магнитных меток. Процесс измерения организуется следующим образом. В случае прохождения мимо считывающей головки намагниченного участка стального каната (магнитной метки) на выходе измерительного преобразователя возникает электрический сигнал, который подается на вход схемы амплитудно-фазового преобразования (САФП), осуществляющей усиление, частотную фильтрацию и детектирование выходного сигнала считывающей головки. При прохождении магнитной метки на выходе САФП возникает импульсный сигнал, который подается на вход сравнивающего устройства (СУ), на второй вход которого подается пороговое напряжение Uпорог. При превышении выходного напряжения САФП Uпорог происходит срабатывания СУ. Выходным напряжением СУ производится запуск одновибратора (ОВ), формирующего короткий импульс положительной полярности, подаваемый на входы усилителя мощности (УМ) и микроконтроллера (МК). Выходным сигналом УМ, подаваемым на записывающую головку осуществляется нанесение следующей после считываемой магнитной метки. Расстояние между осями считывающей и записывающей головками (база измерительного преобразователя) равно известному значению l. Соответственно и длина участка стального каната между соседними магнитными метками равна этому же значению l. Микроконтроллером осуществляется подсчет числа импульсов N, поступающих на его вход с выхода одновибратора и определение искомой длины изделия Lx по формуле: Lx = l ⋅ N, где l – базовая длина с метрологическими характеристиками; N – число импульсов. Измерение скорости движения Vx изделия осуществляется по частоте импульсов fx, поступающих с выхода ОВ на вход МК: Vx = l ⋅ fx, где l – базовая длина с метрологическими характеристиками; fx – частота поступающих импульсов N. Начало процесса измерения инициируется постановкой первой магнитной метки по сигналу с выхода МК, формируемого при поступлении на его вход сигнала с выхода блока ввода. 1.2.2. Измерения длины протяженных, движущихся объектов с использованием ЛДИС С 1970-80-х годов в США, Германии, Японии, Дании и в России начали разрабатываться лазерные и оптические измерители скорости и длины на базе допплеровских, времяимпульсных, растровых и корреляционных методов. Эти приборы не имеют механического контакта с контролируемым объектом и, соответственно, погрешностей, связанных с проскальзыванием, износом, налипшей грязью, практически не требуют калибровок и профилактического обслуживания, рассчитаны на широкую номенклатуру контролируемых изделий. Сегодня на рынке предлагаются различные модели лазерных допплеровских измерителей скорости и длины и, менее широко, оптические измерители на основе растровых анализаторов или ПЗС-камер, использующие некогерентные источники излучения. Эти приборы обеспечивают высокую точность измерения (0,05 % – 0,2 %) в широком диапазоне скоростей и ускорений и рассчитаны на расстояние до объекта от 30 мм до 300 мм. Они надежно работают практически с любыми поверхностями от черных матовых, до блестящих металлических. В основу лазерной доплеровской анемометрии положен эффект Доплера – измерение частоты регистрируемых колебаний при движении источника или приемника волн. При движении источника монохроматического излучения относительно неподвижного приемника со скоростью V приемник регистрирует изменение частоты. На практике используют двукратный эффект Доплера, при котором объект исследования движется, а передатчик и приемник сигнала неподвижны. 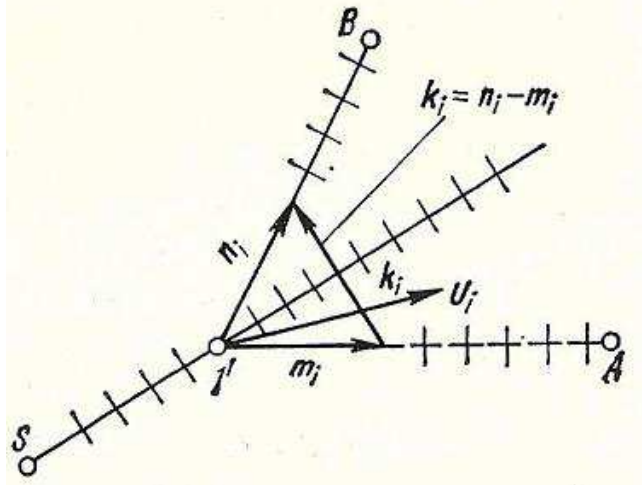 Рис. 3. Векторная диаграмма эффекта Доплера. Лазерный пучок расщепляется светоделительной призмой на 2 луча, которые, пересекаясь на поверхности контролируемого объекта, образуют интерферирующую картину с периодом «d». Излучение, рассеянное неоднородностями на поверхности объекта, собирается приемной оптикой и преобразуется фотоприемным устройством в электрический сигнал, частота которого пропорциональна скорости движения объекта: [1] 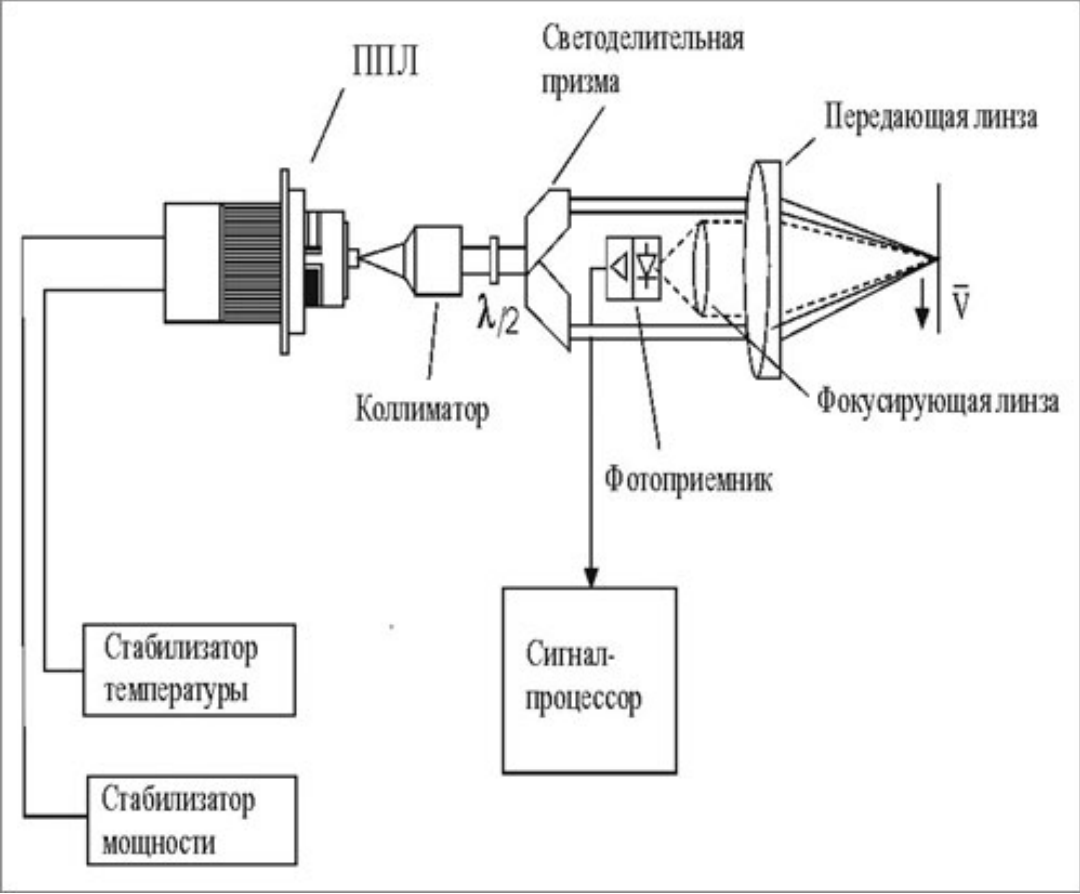 Рис. 4. Структурная схема ЛДИС. 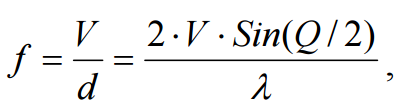 где f – выходная частота лазерного датчика; V – скорость объекта; Q – угол между лазерными лучами; λ – длина волны лазера. Таким образом, измеряя выходную частоту лазерного датчика, можно определить скорость и, соответственно, длину движущегося объекта:  где Кгр – градуировочный коэффициент прибора; λ – длина волны; f – выходная частота лазерного датчика;  где L – длина объекта; t – время измерения. В качестве источника когерентного излучения выступает лазер. Практическое применение лазерной доплеровской анемометрии было ограничено, так как в качестве излучателей использовались газовые лазеры, что определяло большие габариты и высокую стоимость приборов. Поэтому их применение ограничивалось черной металлургией при учете холодного и горячего проката. Однако переход на полупроводниковые лазеры позволил не только значительно снизить стоимость приборов и уменьшить габариты, но и повысить надежность, что значительно расширело область применения ЛДИС. В качестве объекта измерений может выступать любой движущийся элемент. Список литературы: Методы и средства контроля в кабельной промышленности: методические указания к выполнению лабораторных работ для магистрантов, обучающихся по магистерской программе «Приборы и методы контроля качества и диагностики» направления 200100 «Приборостроение» / В.В. Редько, Е.М. Федоров. – Томск: Изд-во Томского политехнического университета, 2008. – 118 с. Лазерный доплеровский измеритель скорости и длины. А.В. Хурхесова, Е.М. Федоров. Лазерный доплеровский измеритель скорости и длины протяжных изделий. Метод фильтрации информации. Юруткина Т.Ю., Кузьма А.А. |