Юсупова Эсет. Автоматизация проектирования как средство сокращения его продолжительности
 Скачать 304.85 Kb. Скачать 304.85 Kb.
|

|
АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ КАК СРЕДСТВО СОКРАЩЕНИЯ ЕГО ПРОДОЛЖИТЕЛЬНОСТИ Распишите следующие стадии жизненного цикла изделия: 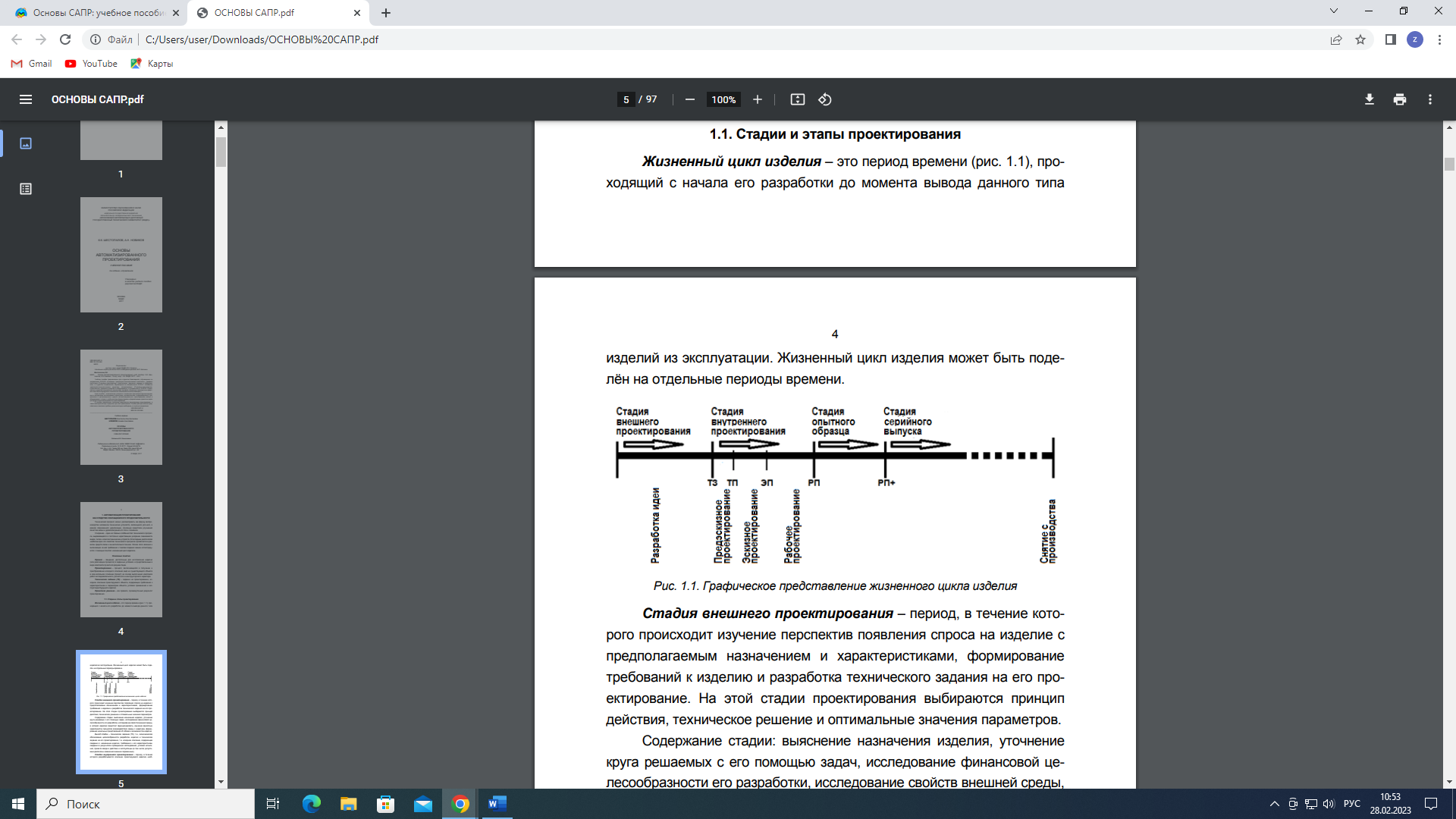 Заполните следующую таблицу:
1.Стадии жизненного цикла прибора (машины) Под жизненным циклом прибора (машины) будем понимать путь и время его (её) существования. В общем случае, различают семь стадий жизненного цикла. Надо сразу отметить, что границы между стадиями нечёткие и в составе одних стадий могут присутствовать элементы других. Научная подготовка производства (НПП). Изучение потребностей в производстве прибора (машины) и принятие решения (например, отказаться от выпуска, или отложить выпуск прибора (машины) на определённое время, или организовать поиск аналогов, имеющихся в стране и за рубежом, или приступить к немедленному выпуску без поисковых работ). Проведение научно-исследовательской работы (НИР) с расчётами принципа действия прибора (машины), условий функционирования и т.п. Проведение научных экспериментов: построение математических и компьютерных моделей. В случае положительного решения по выпуску прибора (машины), после выполнения данной стадии, информация о приборе (машине) представлена в виде технического задания на его (её) производство. Зачастую стадия НПП объединяется со стадией КПП. Конструкторская подготовка производства (КПП). Анализ периодических источников и патентное исследование среди существующих конструкций приборов (машин), отдельных узлов, механизмов и т.п. В советское время сложилось мнение 1, что «публикации в зарубежной литературе часто бывают завуалированными, по присущему капиталистическому хозяйству стремлению охранять фирменные секреты. Конструктор должен уметь читать между строк. Иногда короткое сообщение содержит многозначительные намёки на готовящиеся крупные нововведения в данной отрасли машиностроения». История конструирования знает примеры, когда после создания того или иного механизма выясняется, что такой механизм уже давно разработан и применяется другими. В своё время в советской печати приводился такой факт. «Специально созданная в США исследовательская группа 5 лет искала математическое решение задачи, связанной с системой переключений линий связи. На работу было затрачено 200 тыс. долларов. И лишь после того, как задача была решена, американские учёные узнали: в СССР это решение было опубликовано задолго до того, как они принялись за работу». Таким образом, при создании нового механизма конструктор должен «смотреть вперёд, оглядываться назад и озираться по сторонам» 1. Инженерное прогнозирование: проведение прочностных, точностных, экономических и прочих расчётов будущей конструкции прибора (машины). Основная задача заключается в правильном выборе параметров объекта производства. Частные конструкторские ошибки исправимы в процессе изготовления и доводки прибора (машины). Ошибки же в параметрах и в основном замысле не поддаются исправлению и нередко ведут к нетехнологичности конструкции. На этом этапе не следует щадить ни времени, ни усилий на изыскания. Здесь более чем где либо, действительно правило: «Семь раз отмерь, один раз отрежь». Проведение опытно-конструкторских работ (ОКР): выполнение чертежей отдельных наиболее ответственных и принципиальных узлов конструкции прибора (машины). Создание действующего макета будущего прибора (машины). После выполнения данной стадии информация о приборе (машине) представлена в виде конструкторской документации (сборочных чертежей и чертежей деталей) и макета. Технологическая подготовка производства (ТПП). Отработка деталей, сборочных единиц и объекта производства, в целом, на технологичность. Разработка технологических процессов (ТП) изготовления деталей, сборочных единиц и всего прибора (машины), в целом. Разработка специального технологического оснащения, при условии невозможности применения существующего. Организация и управление ТПП: создание производственных подразделений, подготовка технических, инженерных и управленческих кадров. После выполнения данной стадии информация о приборе (машине) представлена в виде технологической документации (карт, эскизов, ведомостей и т.п.). Непосредственно производство. Опытное производство пробного количества приборов (машин). Производственные испытания изготовленных образцов. Серийное производство приборов (машин), в случае успешного завершения испытаний. После выполнения данной стадии объект производства представлен в виде материального объекта и промышленной продукции, пригодной к применению. Эксплуатация: использование прибора (машины) по назначению. Техническое обслуживание и ремонт: поддержание прибора (машины) в рабочем состоянии или приведение в это состояние, в случае выхода из строя. Утилизация: демонтаж (разборка) и разрушение прибора (машины) в виду физического износа или морального старения. |