балансирование производственных мощностей. Балансирование сборочной линии. Пример и задание. Балансирование сборочной линии
 Скачать 163.86 Kb. Скачать 163.86 Kb.
|

|
Балансирование сборочной линии При размещении производственных участков может возникнуть необходимость сбалансировать сборочную линию. Необходимость балансирования возникает также, когда размеры или количество рабочих мест на поточной линии нужно изменить. В самом общем случае сборочная линия представляет собой движущийся конвейер, предметы труда на котором проходят через ряд рабочих мест (станций) через временные интервалы, называемые временем цикла рабочей станции (промежуток времени между изготовлением на сборочной линии двух соседних единиц продукции). На каждом рабочем месте над изделием выполняется определенная технологическая операция. Операция, выполняемая на каждом рабочем месте, состоит из отдельных элементов, действий и заданий, представляющих собой рабочие единицы. Обычно рабочие единицы состоят из таких действий и движений, которые трудно подразделить на более мелкие единицы. Задачей балансирования сборочной линии представляется установление таких времен циклов на всех рабочих станциях (местах), чтобы каждый рабочий выполнял столько элементов и заданий (рабочих единиц), составляющих операцию, сколько можно выполнить за время цикла всей сборочной линии, и чтобы свободное время, не занятое выполнением операций (простой), было минимальным на всех рабочих местах. Балансирование должно осуществляться с учетом предшествующих взаимосвязей заданий и элементов операций, обусловленных конструкцией изделия и технологическим процессом. Эти взаимосвязи определяют последовательность выполнения заданий и элементов операций в процессе сборки. Балансирование сборочной линии предполагает выполнение следующих этапов. 1. Постройте граф последовательности выполнения элементов. Граф состоит из кружков и стрелок. Кружками обозначены элементы операций, а стрелками — очередность их выполнения. 2. Определите время цикла сборочной линии С по формуле  3. Определите минимальное количество рабочих мест  , теоретически необходимое для обеспечения работы линии с рассчитанным временем цикла, по формуле (результат необходимо округлить до следующего большего целого числа): , теоретически необходимое для обеспечения работы линии с рассчитанным временем цикла, по формуле (результат необходимо округлить до следующего большего целого числа): 4. Определите два правила, в соответствии с которыми следует определять последовательность выполнения элементов на рабочих местах и формировать операции. Выбор осуществляется из двух вариантов Правило «а» Последовательно отбирать элементы с наибольшим количеством последующих элементов, ранжируя их по мере убывания количества последующих элементов. Правило «b» Последовательно отбирать самые продолжительные элементы, так как именно они ограничивают возможность достижения баланса, ранжируя их в порядке убывания продолжительности. Практика показывает, что решение о том, какое из этих двух правил применять первым, а какое – вторым, нужно выбирать отдельно в каждом конкретном случае. 5. Определите состав и продолжительность операции для первого рабочего места, добавляя элементы, начиная с первого, по одному до тех пор, пока суммарное время выполнения операции не станет равно времени цикла сборочной, линии или пока станет невозможно добавить какие-либо элементы из-за нехватки свободного времени или нарушения последовательности выполнения элементов. Повторите эту процедуру для рабочего места 2, 3 и т.д., пока не определите продолжительности всех операций, которых фактически окажется  . .6. Оцените эффективность балансирования по формуле  7. Оцените решение. Если эффективность недостаточна, проведите повторное балансирование, поменяв местами правила формирования операций. Пример. Балансирование сборочной линии На конвейере завода игрушек собираются тележки модели X. В день необходимо изготовить 500 единиц. Дневное рабочее время – 420 минут, элементы сборочных операций и их продолжительности приведены в табл. 1. Таблица 1. Элементы операций по сборке тележки модели X и время их выполнения
Задание. По условиям задачи сбалансируйте линию так, чтобы количество рабочих мест было минимальным и соответствовало времени цикла линии. Решение 1. Постройте граф последовательности выполнения элементов сборки тележки, иллюстрирующий последовательность выполнения элементов, заданных в табл. 1 (рис. 1). 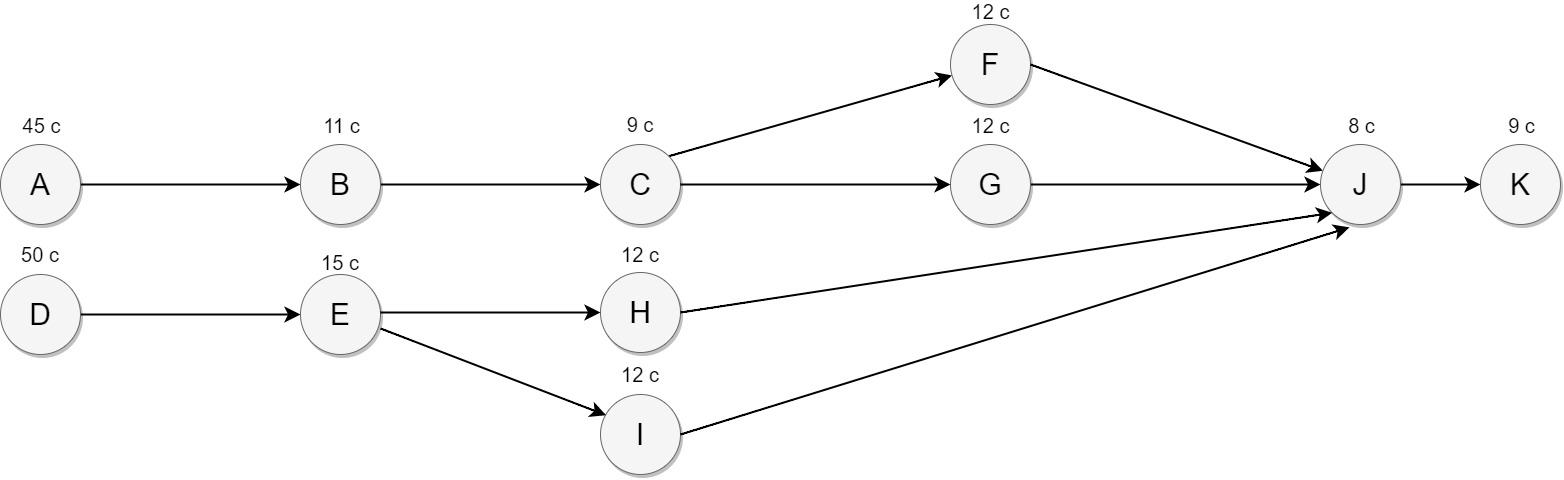 Рис. 1. Граф последовательности выполнения элементов сборки тележки модели J 2. Определите время цикла сборочной линии С. При определении цикла время следует выражать в секундах, так как продолжительность элементов задана в секундах:  3. Определите минимальное количество рабочих мест , теоретически необходимое для обеспечения работы линии с рассчитанным временем цикла (фактическое количество рабочих мест может оказаться больше): 4. Определите первое правило, которым следует руководствоваться при определении состава операции на каждом рабочем месте. Используем в качестве первого правило «а». Ниже в табл. 2 представлены все элементы, проранжированные по мере убывания количества последующих элементов. Таблица 2. Ранжирование элементов по правилу «а»
Затем в соответствии с правилом «b» нужно последовательно, начиная с элементов А и В, среди элементов с наибольшим количеством последующих элементов находить наиболее продолжительный элемент и включать его в состав операции. Такие действия нужно продолжать до тех пор, пока суммарное время выполнения элементов не станет равным или несколько меньшим времени цикла. Отобранные элементы войдут в рассматриваемую операцию. После этого из оставшихся элементов аналогичным образом формируют последующие операции до полного исчерпания элементов. Результаты применения правила «b» представлены в табл. 3 и на рис. 2. Таблица 3. Балансирование линии по правилу «b» – выбор элемента с наибольшим количеством последующих элементов
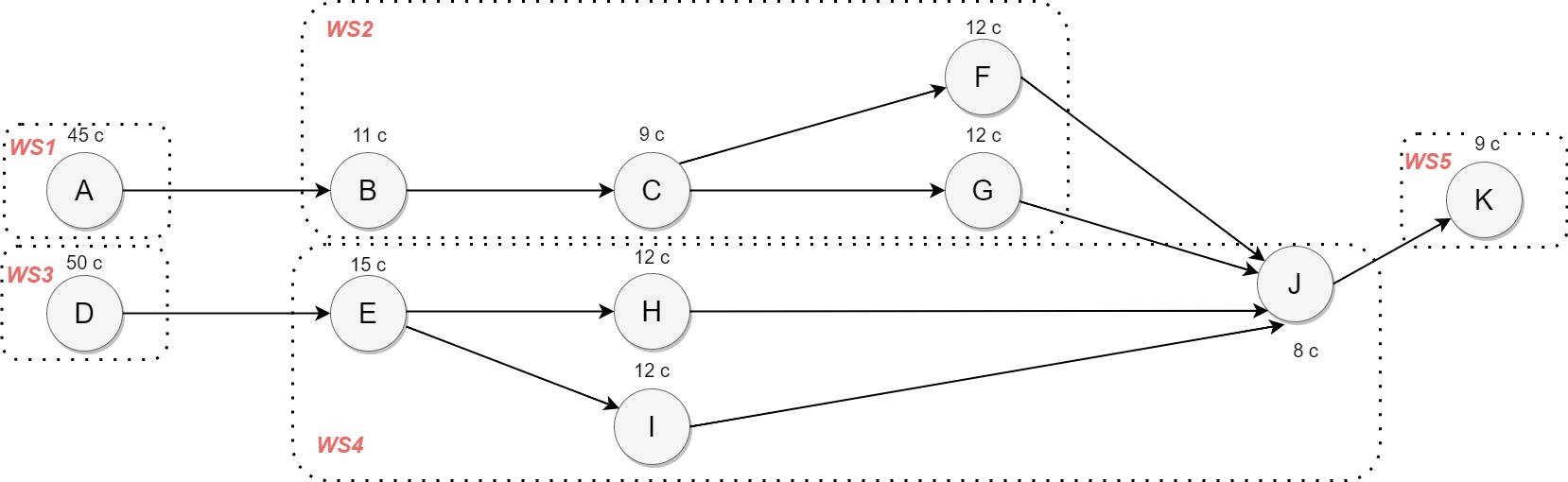 Рис. 2. Граф формирования операций сборки тележки модели X. Обозначение. WS — рабочая станция (рабочее место) 5. Определите состав и продолжительности операций. Составленные операции представлены в табл. 3 и показаны графически на рис. 2. Количеству сформированных операций (в нашем примере их 5) соответствует количество необходимых рабочих мест, т.е.  . .6. Оцените эффективность балансирования по формуле  7. Оцените решение. Значение эффективности, равное 77%, указывает на существование простоев, продолжительность которых для всей сборочной линии составляет 23% (1,0—0,77). Из табл. 3 и рис. 2 можно найти, что общее время простоев составляет 57 с, причем пятая операция имеет максимальный простой, равный 41,4 с. Возможна ли лучшая балансировка? В этом случае, да. Возможно, если бы в качестве первого правила мы использовали правило «b», а потом уже правило «а», мы получили бы более эффективный вариант. Это позволит сбалансировать линию на основе только четырех операций. Вариант 1 На линии сборки, в установленной последовательности и за определенное время, необходимо выполнить следующие элементы операций.
a) Постройте граф последовательности выполнения элементов. b) Определите минимальное количество рабочих мест, теоретически необходимое для удовлетворения прогнозируемого спроса, равного 400 изделий в день. c) Исходя из элемента, с которого начинается самая длинная последовательность среди всех цепочек элементов, сбалансируйте сборочную линию с минимально возможным количеством рабочих мест для выпуска 400 изделий в день. Вариант 2 Сборочная линия должна работать 8 часов в день, производя 240 изделий. Следующая таблица содержит информацию об элементах сборочных операций, времени их выполнения и их взаимозависимостях.
a) Составьте граф последовательности выполнения элементов операций. b) Вычислите такт. c) Сбалансируйте данную сборочную линию, взяв за основу элемент с наибольшей продолжительностью. d) Какова эффективность сбалансированной вами сборочной линии? Вариант 3 Требуемый ежедневный объем производства сборочной линии — 360 изделий. Сборочная линия работает 450 минут в день. Информация об элементах сборочных операций, времени их выполнения и их взаимозависимостях приведена в следующей таблице.
a) Составьте граф последовательности выполнения элементов операций. b) Вычислите такт. c) Сбалансируйте сборочную линию, используя в качестве первого правила выбор элемента с наибольшим количеством последующих элементов, а в качестве второго — выбор элемента, требующего самого продолжительного времени. d) Какова эффективность сбалансированной вами сборочной линии? | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 (простой)
(простой)



 (простой)
(простой)



 (простой)
(простой)