Горячая и холодная обработка металлов и процесс прокатки Горячая и холодная обработка
 Скачать 0.79 Mb. Скачать 0.79 Mb.
|

|
Горячая и холодная обработка металлов и процесс прокатки Горячая и холодная обработка Различие между горячей и холодной обработкой заключается в отношении температуры обработки к температуре рекристаллизации материала. Давление при температуре, которая значительно превышает температуру рекристаллизации, называется горячей обработкой; обработка металлов при температуре, которая ниже температуры рекристаллизации – холодная обработка. При горячей обработке металлов пластическая (большая) деформация может быть осуществлена несколько раз, так как металл остается мягким и пластичным. Во время горячей обработки нельзя контролировать твердость металла, в независимости от химического состава и скорости охлаждения. Твердость металла при горячей прокатке обычно ниже, чем при холодной, и энергии для осуществления деформации, соответственно, требуется меньше. Однако большинство металлов будет подвергаться поверхностному окислению, которое приведет к разрушению материала и некачественной обработке поверхности. Холодная обработка позволяет получить желаемые качества металла, которые не могут быть получены путем горячей обработки, например, избежать процесса усадки материала. Таким образом, при холодной обработке можно получить металл необходимого размера. Кроме того, конечные продукты имеют гладкую поверхность (качественная поверхностная отделка), повышаются прочность, твердость и предел упругости металла. Однако его пластичность снижается из-за механического упрочнения, оно делает металл более хрупким. Таким образом, металл должен нагреваться во время прокатки, чтобы устранить нежелательные эффекты холодной обработки и повысить удобообрабатываемость металла. Основные принципы прокатки При прокатке металл деформируется путем пропускания его между роликами, вращающимися в противоположном направлении, Основной задачей прокатки является уменьшение толщины металла. Обычно наблюдается незначительное увеличение ширины, так что уменьшение толщины приводит к увеличению длины. Это связано с тем, что длина контакта между валками и заготовкой обычно значительно меньше ширины проходящего через них листа, а недеформированный материал с обеих сторон растворов валка сдерживает боковое расширение вдоль ширины. Металлический лист испытывает как вертикальное, так и горизонтальное напряжение. Поскольку валки оказывают вертикальное напряжение на металлическую деталь, металлическая деталь оказывает такое же напряжение на сами валки. Валки подвергаются упругой деформации из-за этого напряжения, оказанного заготовкой. Как показано на рисунке ниже, валки в 4-х валковом прокатном стане подвергаются четырем видам деформации: (1) прогибу опорных валков, (2) прогибу рабочих валков, (3) сплющиванию рабочих валков, вызванному контактом опорных валков и заготовкой, и (4) сплющиванию опорных валков, вызванному контактом с рабочими валками. Упругий прогиб рабочих валков приводит к неравномерному распределению толщины заготовки по ширине таким образом, что толщина больше в центре и меньше по краям. Существует несколько методов для устранения проблемы изгиба рабочих валков. Меньшие рабочие валки более склонны к прогибу. Поэтому для борьбы с этим явлением часто используются резервные рулоны. Другим методом уменьшения или устранения упругого прогиба валков является использование материалов с высоким модулем упругости, таких как спеченный карбид. Более распространенным методом борьбы с последствиями прогиба валков является использование изогнутых валков. Степень изгиба зависит от ширины металлической детали, напряжения текучести материала и уменьшения за один проход. Однако определенные проблемы возникают при неправильной работе валков с выпуклостями. Отсутствие изгиба или недостаточный изгиб рабочих валков приводит к получению заготовка с утолщенным центром и более тонкими кромками. Утолщенный центр подразумевает, что края вытянуты больше, чем центр. Это приводит к возникновению остаточных напряжений, сжатия по краям и растяжению вдоль осевой линии заготовки. Последствиями неравномерного распределения напряжения внутри заготовки могут быть осевое растрескивание, деформация или складкообразование. В случае изгиба валок, кромки заготовки будут толще центра. Возможны такие нежелательные последствия, как образование трещин на кромке, расщепление или сморщивание осевой линии. Даже при правильном прогибе все еще существует вероятность образования трещин на кромке, вызванная разницей в напряжении на краях заготовки. При прогнувшейся кромке (рис.1) материал посередине испытывает меньшее сжатие от рабочих валков. Следовательно, необходимо увеличить натяжение по длине, чтобы сохранить количество удлинения посередине, как и у остальной части заготовки. 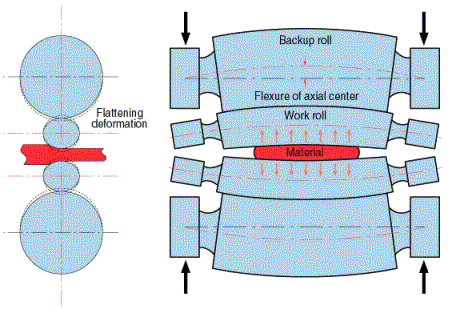 Переведите на русский язык следующие термины: processing temperature – температура переработки; recrystallization temperature – температура рекристаллизации; hardness – жесткость, прочность, твердость; ductility – тягучесть, ковкость, пластичность, вязкость; surface finish – поверхностная отделка, качество обработки поверхности; strength – прочность, крепость; strain - натяжение; brittleness – хрупкость, ломкость; roll – рулон, валок; sheet – лист, например, металла; 4-high rolling mill – четырехвалковый прокатный стан; backup roll – опорный валок; work roll – рабочий валок; cambering – выгиб, утолщение, профилирование; residual stress – остаточное напряжение; edge cracking – образование трещин на кромке; splitting - разделение; centerline wrinkling – средняя линия, ось, осевая линия. Найдите в тексте эквиваленты следующих русскоязычных словосочетаний или высказываний: скорость охлаждения - cooling rate, refrigeration rate; необходимые характеристики металла- desirable metal qualities; получать металл с соблюдением большей точности размеров - higher dimensional accuracy metal can be obtained with; боковое расширение - lateral expansion; остаточное напряжение - residual stress; напряжение, которым подвергается заготовка - the stress that the workpiece is subjected to; подвергаться большей деформации – to be subjected to large deformation ; клеть «куатро» - stand (?) ещё один способ снизить - another way to reduce; в результате получается заготовка с утолщенным центром и более тонкими кромками - in such a way where the thickness is greater at the center of the width and smaller at the edges. |