дз Панцова. Ковровская государственная технологическая академия имени В. А. Дегтярева Кафедра тмс домашнее задание по дисциплине Материаловедение
 Скачать 100.84 Kb. Скачать 100.84 Kb.
|

Министерство науки и высшего образования Российской ФедерацииФедеральное государственное бюджетное образовательное учреждение высшего профессионального образования КОВРОВСКАЯ ГОСУДАРСТВЕННАЯ ТЕХНОЛОГИЧЕСКАЯ АКАДЕМИЯ имени В.А.Дегтярева Кафедра ТМС ДОМАШНЕЕ ЗАДАНИЕ по дисциплине «Материаловедение» Варианты 15,13 Руководитель Мурзина О.В. к.т.н., доцент Исполнитель Панцова.А.Н. ст. гр. ЗКТ–120 Ковров 2021 Вопрос 1 Опишите метод выбора температурных условий при скоростном нагреве изделий по диаграмме допустимых и преимущественных режимов Нагрев, как и охлаждение, не может происходить равномерно по всему сечению детали. Поверхность всегда нагревается быстрее, чем внутренние слои. В связи с этим при нагреве, как и при охлаждении, могут возникать внутренние напряжения. В целях повышения производительности труда нужно стремиться как можно меньше времени затрачивать на нагрев, т. е. проводить его с максимальной скоростью, но так, чтобы не возникали трещины и был обеспечен полный и равномерный нагрев деталей по всему сечению. Чем выше температура печи, тем быстрее идет нагрев. Скорость нагрева зависит также от среды, в которой находятся детали. Так, например, если для нагрева детали в свинцовой ванне требуется 10 мин, то для нагрева этой же детали в соляной ванне необходимо 30 мин, а в электропечи — свыше 1 ч. Наконец, скорость нагрева зависит от тепловой мощности печи. Если в печь сравнительно небольшой мощности загрузить большую садку металла, то нагрев будет происходить медленно, поскольку такая печь в единицу времени дает ограниченное количество теплоты, и потребуется много времени, чтобы нагреть садку до заданной температуры. Как правило, нужно стремиться использовать все возможности печи для ускорения нагрева. Однако иногда во избежание трещин в металле приходится ограничивать скорость нагрева. Это необходимо в случаях, приведенных ниже. 1. Нагрев высоколегированных сталей, обладающих пониженной теплопроводностью. При ускоренном нагреве таких сталей возникает большая разность температур между поверхностью и внутренней зоной, что приводит к большим напряжениям и трещинам. 2. Нагрев массивных изделий. И в этом случае поверхность нагревается значительно быстрее внутренней зоны, что также приводит к напряжениям и трещинам. 3. Нагрев закаленной стали. После закалки в стали сохраняются внутренние напряжения. Если к ним добавятся еще напряжения вследствие быстрого нагрева, то это может стать причиной появления трещин. 4. Нагрев слитков и фасонного литья. Структура литой стали неоднородна как по химическому составу, так и по размерам кристаллов. Даже при сравнительно медленном охлаждении в литой стали всегда остаются внутренние напряжения, поэтому, как и в предыдущем случае, дополнительные напряжения от быстрого нагрева могут вызвать трещины. В производственных условиях необходимая скорость нагрева достигается различными способами. Обычный нагрев. Изделия загружаются в печь, имеющую рабочую температуру. Скорость нагрева в этих условиях будет зависеть от температуры печи. Существенное влияние окажет также соотношение массы нагреваемых деталей и тепловой мощности печи. Это обусловлено тем, что после загрузки деталей в печь температура ее упадет, и скорость последующего подъема ее до рабочего уровня зависит от тепловой мощности печи. Замедленный нагрев. Он осуществляется тремя методами: а) изделия помещают в печь, имеющую температуру ниже рабочей, и нагрев происходит замедленно, по мере повышения температуры печи; б) изделия также загружают в печь с пониженной температурой, но подъем ее производится ступенями с выдержками на каждой ступени для выравнивания температуры по сечению изделий; в) последовательный нагрев в двух или нескольких печах: в первой — подогрев, а во второй — окончательный нагрев. Скоростной нагрев. Температура в печи устанавливается на 100—300°С выше требуемой. Когда детали нагреваются до необходимой температуры, их выгружают из печи. Благодаря большому перепаду температуры скорость нагрева возрастает, а продолжительность его уменьшается. Снижается угар и обезуглероживание стали, и повышается производительность печного оборудования. Скоростной нагрев можно применять, однако, лишь для деталей простой формы, толщиной до 100 мм. Следует помнить, что при таком нагреве температура поверхности детали существенно опережает температуру сердцевины. По этой причине скоростной нагрев при термической обработке применяется редко. На рис. 1 представлены графики различных режимов нагрева. 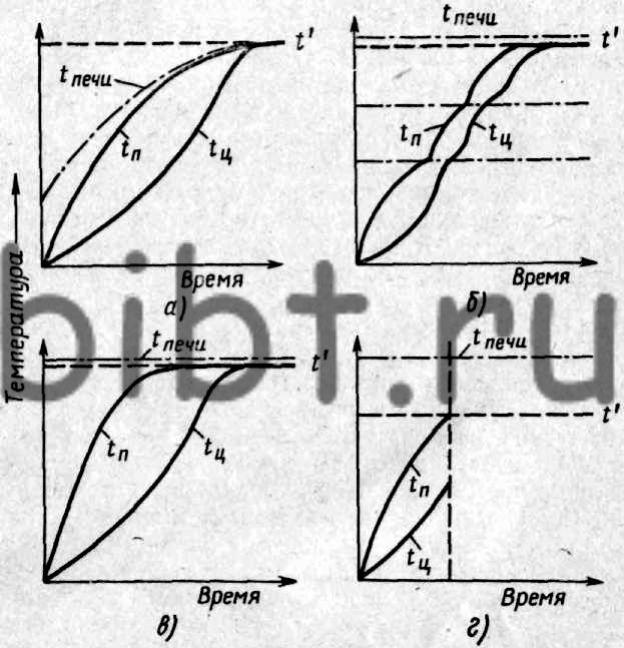 Рис. 1. Графики режимов нагрева (t' — необходимая температура нагрева, tп — температура поверхности нагреваемой детали, tц — температура в центре детали): а — замедленный (с печью); б—ступенчатый; в — обычный; г — скоростной К скоростным методам нагрева относятся нагрев специальными газовыми горелками и газо-кислородным пламенем, электронагрев током промышленной частоты, контактным методом, токами высокой и повышенной частоты, в электролите и в кипящем слое. Эти методы применяются для поверхностного нагрева, а некоторые из них могут быть использованы и для сквозного. Существуют установки, работающие на газообразном топливе. В этих установках передача тепла осуществляется как конвекцией, так и излучением в результате создания высокой температуры среды, значительно превышающей температуру, до которой должны быть нагреты детали. Нагрев производится с большой скоростью специальными керамическими огнеупорными горелками, в которых тепловой поток направляется на деталь и нагревает ее поверхность. При этом происходит сгорание большого количества газа и воздуха, предварительно смешанных. В этих горелках, помимо передачи тепла конвекцией, т. е. раскаленными частицами газа, происходит сильный разогрев стенок горелки, что интенсифицирует нагрев деталей путем излучения. Конструкция таких горелок показана на рис. 2. Скорость нагрева при применении горелок увеличивается в 5 раз и более по сравнению со скоростью нагрева в обычных печах. При необходимости нагрева деталей со значительной поверхностью применяются панели с многочисленными горелками. При скоростном нагреве во избежание перегрева или даже пережога деталей продолжительность нагрева должна быть строго регламентирована. 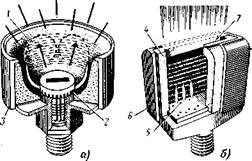 Рис. 2 Горелки скоростного нагрева: а — радиационного типа; б — конвекционного типа; / — огнеупорный отражатель пламени; 2 — нарезное огнеупорное сопло; 3 — кожух из специального сплава; 4 — высокоогнеупорная футеровка камеры сжигания; 5 — огнеупорные сопла; 6 — кожух из специального сплава; 7 — выпускное отверстие Быстрый сквозной нагрев простых по форме деталей можно производить также с помощью электронагрева током промышленной частоты. Существует метод сопротивления и метод индукционного нагрева. При методе сопротивления непосредственный нагрев осуществляется в результате выделения тепла при прохождении тока через деталь (количество тепла пропорционально квадрату силы тока, сопротивлению и времени) и характеризуется высоким к. п. д. Для осуществления этого нагрева применяют простые установки, в которых деталь зажимают неподвижно между контактами или передвигают между роликовыми контактами. Метод индукционного нагрева осуществляется токами промышленной частоты с расположением деталей (кольца, трубы и др.) в переменном электрическом поле трансформатора. Нагреваемая деталь является вторичной обмоткой трансформатора. Этот метод нагрева более точен в отношении получения необходимой температуры, которую' можно контролировать контактной термопарой. Судить о правильности нагрева можно также по удлинению деталей или по количеству энергии, поглощенной деталью во время нагрева. Такой метод нагрева применяется при термической обработке однотипных массивных деталей, например, бандажей, колец и др. Этот метод применяется также для отпуска деталей. Установки для нагрева индукционным методом имеют высокий к. п. д. (до 90%), надежны и удобны в работе. Вопрос 2 Какую сталь использовать для изготовления хирургического инструмента, какую термообработку следует назначить? Стали: У10, ШХ15, 30X13, 10X13. 1.Для изготовления некоторых режущих инструментов (ножниц, ножей, долот, стержневых стоматологических инструментов и др.) применяют сталь, «Сталь инструментальная углеродистая. Для производства медицинских инструментов применяют марки стали У10А. Для медицинских инструментов Сталь применяется в упрочненном, т. с. в закаленном и отпущенном, состоянии. Закалка сталей осуществляется нагревом до 800—840°С с последующим охлаждением в воде, водном растворе соли, щелочи или масле. Отпуск материала проводится нагреванием до 140—200°С в зависимости от требуемой твердости. 2.Применение стали ШХ15 во многом связано с высокой твердостью и прочностью структуры, а также несущественной коррозионной стойкостью и износоустойчивостью 3.Наиболее рациональным является применение для этих целей высоколегированных коррозионно-стойких дисперсионно-твердеющих (мартенситно-стареющих) сталей. В ряде случаев используют также коррозионно-стойкие стали мартенситного класса 30X13 Микроинструменты, независимо от назначения, характеризуются малыми размерами рабочих частей. Главное требование, предъявляемое к сталям и сплавам для изготовления микроинструментов,— обеспечение возможности формирования и сохранения в процессе изготовления тончайших рабочих частей. Вместе с этим Сталь для изготовления микроинструментов должна быть высокопрочной и коррозионно-стойкой. Этого можно достичь при использовании дисперсионно-твердеющих нержавеющих сталей, упрочняющихся примерно при 500°С, что уменьшает деформацию и глубину обезлегированного слоя при термообработке. 4.10Х13для клапанов автотракторных моторов и т.д.. сталь жаростойкая, устойчива в серосодержащих средах Для изготовления хирургических инструментов я выберу 2 стали У10 и 30Х13 У10: Инструмент изготовляют из сталей У10 и подвергают термической обработке до приварки рукоятки. Учитывая значительную площадь и небольшую толщину полотен, лучше всего закалку их производить между полыми охлаждаемыми закалочными плитами или между сплошными закалочными плитами, смазанными маслом Закалка сталей осуществляется нагревом до 800—840°С с последующим охлаждением в воде, водном растворе соли, щелочи или масле. Отпуск материала проводится нагреванием до 140—200°С в зависимости от требуемой твердости. 30Х13: Сталь данной марки коррозионно-стойкая, мартенситного класса. Инструменты работающие при температуре до 450°С, и в слабоагрессивных средах. закалка при 950-1050 °С - охлаждение в масле или на воздухе - отпуск до получения нужной твердости и коррозионной стойкости. Закалка для 30Х13, из которой предполагается изготавливать хирургические и мерительные инструменты, проходит при 1020-1040 °С, и последующим охлаждением в щелочи при 350 °С, это способствует снижению риска коробления и повышению упругости. ЛИТЕРАТУРА Материаловедение: Учебник для вузов (МО) / Б.Н.Арзамасов, В.И.Макарова, Г.Г.Мухин и др.; Под ред. Б.Н.Арзамасова, Г.Г.Мухина. - 7-е изд.,стер. – М.: Изд-во МГТУ, 2005. - 648с.: ил. Фетисов Г.П., Карпман М.К., Матюнин В.М. Материаловедение и технология металлов: Учеб. для вузов по машин. спец. ‑ 4-е изд., испр. – М.: Высш. школа, 2006. ‑ 862 с.: ил. Колесов С.Н. Материаловедение и технология конструкционных материалов: Учебник для вузов / С. Н. Колесов, И. С. Колесов. - 2-е изд.,испр. - М.: Высш.шк., 2007. - 535с.: ил. Побирченко Т.А., Золотарева О.В., Максимова М.И. Металловедение в вопросах и ответах. Учебно-методическое пособие. – Ковров: ФГБОУ ВО «КГТА им. В.А.Дегтярева», 2018. – 76 с. |