курсовой. Курсовая работа МШР 202 дк Малин Александр Павлович — копия. Курсовая работа по дисциплине Тема (оценка)
 Скачать 71.09 Kb. Скачать 71.09 Kb.
|

|
НАО «Кокшетауский университет им. Ш. Уалиханова» Кафедра: «Инженерные технологии и транспорт» КУРСОВАЯ РАБОТА По дисциплине ______________________________________________________ Тема _______________________________________________________________
Кокшетау-2021 Содержание 1.Введение………………………………………………………………………………..…..4 2. Общая характеристика станка……………………………………………………...…….5 3.Кинематический расчет………………………………………………………………..…..7 4.Динамический расчет коробки скоростей………………………………………………12 5.Разработка системы смазки………………………………………………………….…..14 6. Охрана труда………………………………………………………………………..……15 7.Заключение……………………………………………………………………………..…19 ЗАДАНИЕ №_4_ на курсовой проект по дисциплине: __Металлорежущие станки и промышленные роботы____ Студент __ Малин Александр Павлович _ Группа __ МшР202дк ____ Тема проекта ___Расчет привода координатно-расточного станка Исходные данные: Частота вращения, об/мин nmax = 500 мм; nmin = 125; 1.Введение Металлорежущий станок и машинный модуль являются основой для создания современных технологических систем и производств, в том числе гибких систем. Трудно представить, что станки отличаются по размерам, конструкции, техническим характеристикам и принципам, в отличие от металлорежущих станков. При их создании используются все достижения машиностроения и приборостроения, электротехники и электроники, автоматизации и информатики. Постоянный поиск новых решений для достижения точности, производительности, надежности, эффективности и других потребностей потребителей приводит к частой смене моделей машин, постоянному появлению конкурирующих структур. Компания будет иметь преимущество перед компанией, которая обеспечивает высокие технические характеристики и расширяет технологические возможности машины и машинной системы, гарантирует сохранение показателей качества машины на протяжении всего периода работы и производит новую рабочую конструкцию в кратчайшие сроки. Поэтому разработчики новой технологии должны использовать все достижения станкостроения, анализировать тенденции развития станкостроения, широко использовать автоматизированные методы расчета и проектирования, владеть методологией, позволяющей принимать правильные решения для достижения поставленных целей, применять накопленный опыт, быстро применять справочные материалы и стандарты .нахождение оптимальных путей обеспечения максимальных технических характеристик изготовленных моделей станков, прежде всего, рациональное использование времени и средств, меньших по качеству, надежности и производительности. Курсовое проектирование является важной частью учебного процесса. В ходе курсового проектирования студенты приобретают опыт самостоятельного решения практических задач, изучают современные конструкции технических устройств и тенденции их развития, приобретают навыки использования компьютерных технологий для решения задач. Работа над курсовым проектом-это процесс, позволяющий студентам проявить свои творческие способности, интуицию и фантазию, поскольку принятие решений в проектах мало связано с использованием материалов и компонентов. 2. Общая характеристика станка 1.1 технологические возможности машины - скручивание относительно мелких деталей из различных материалов: продольное скручивание, вырезание пазов, резка заготовок, обрезка торцов, скручивание конических поверхностей, шлифование отверстий; - сверление, долото, зенковка и вскрытие осевых отверстий; - резка метрического, дюймового, модульного и шагового винта резаком; - резка винта с помощью крана, штампа. Машина также может обрабатывать заготовки методами поверхностной пластической деформации, такими как прокатка, прокатка и т. д. Обработка осуществляется как высокоскоростными твердосплавными инструментами, так и инструментами, оснащенными STM и минеральной керамикой. Машина используется как в условиях индивидуального, так и серийного производства. На станке используется следующий режущий инструмент: 1 Резцы: проходные, расточные, канавочные, отрезные, подрезные, резьбовые, фасонные и др.; 2 Осевой инструмент: сверла, счетчики, метлы, метлы, штампы. Способы установки заготовок на станок Установка по центрам. Применяется для валов, барабанов, цилиндров, а также для различных заготовок, установленных на оправках. В случае резки конца заготовки с обратной стороны используется политцентр. Заготовки с отверстием устанавливаются в центры увеличенного диаметра с усеченным конусным концом (центры формы). Использование гофрированного центра позволяет полностью обработать плоский вал на внешней поверхности и отрезать оба конца заготовки, так как обработка осуществляется без поводка. Заготовки меньшего диаметра устанавливают в обратных центрах с помощью конических лопастей на наружной поверхности. При обработке таких заготовок передача крутящего момента возможна без рывков. Заготовки с отверстиями большого диаметра устанавливают вдоль центров с помощью заглушек и перемычек. Установка на заглушки осуществляется с точностью 0,03-0,1 мм, на сварные крестовины-с точностью 0,2 мм. Установка на патрон и сзади. Применяется при обработке заготовок большого диаметра и длины, при отсутствии центрального отверстия на лицевой стороне. Точность установки на само центрирующийся патронах составляет 0,05-0,1 мм; при использовании четырехмачтового патрона установка выполняется со стороны патрона с выравниванием положения заготовки по высоте и удару с точностью 0,05 мм. Установка на патрон и неподвижную опору. Применяется для обработки отверстий и концов заготовки, а также части заготовки, расположенной между люнетом и патроном. Установка в центрах с помощью раздвижного люнета. Применяется при обработке не твердых заготовок. Установка на картриджи. Применяется для обработки заготовок короткой длины. Установка на самоцентрирующиеся патроны осуществляется без центрирования с точностью 0,1 мм; на съемные гильзы или отсоединенные кулаки - 0,03 мм; на четырехкупольные патроны с центрацией по наружному диаметру и наконечнику - 0,05 мм. Установка на крайние или центральные рамы. Применяется для обработки заготовок с отверстиями с высокими требованиями к расположению фундаментов и обрабатываемых поверхностей. Применяются плоские оправки с отверстием, конические, кулачковые, шаровые, самоклеящиеся ролики, Цанг, гидропласт, упругие элементы гофрированного типа, натяжные и др. Установка на планшайбе. Применяется для обработки заготовок сложной формы (рычаги, корпусные детали). Способы закрепления режущего инструмента на станке Режущий инструмент закрепляют: - при точении, прорезке канавок, отрезке, подрезке торцов, нарезании резьбы резцом – в четырехпозиционном резцедержателе; - при обработке осевых отверстий: а) при сверлении, рассверливании, зенкеровании, разворачивании, нарезании резьбы метчиком – в задней бабке; б) при растачивании: отверстий d<70, l<150, l/d<5 – резцом, закрепленном в суппорте; при d>70, l>150, l/d<5 – резцом, закрепленным в расточной оправке; при l/d>5 устанавливают дополнительную опору в шпинделе; при l/d>10 применяют расточные головки с направляющими колодками. 3.Кинематический расчет 1. Определение диапазона регулировки R   =4 =42. Выбор знаменателя ряда φ из стандартных значений φ= 1,26 3. Число ступеней коробки скоростей Z   =6 =6Z=2x1*3x2 Z=6 4. По числу ступеней Z и знаменателю геометрической прогрессии φ выбираем структурную формулу Z=p1(x1)*p2(x2)=6=21*32 P1=2, x1=1 P2=2, x2*= p1*p2= 2*3=6 5. Выбираем стандартный ряд скоростей 125,160,200,250,400,500 Определяем передаточное отношения с помощью частот вращения Определяем придаточные отношения передач   =0.7937 =0.7937 =1 =1 =0.3968 =0.3968 = 0.62.99 = 0.62.99 = 1 = 1Числа зубьев зубчатых колес подбираем по таблицам исходя из найденных передаточных отношений передач  . . . . . . . . . .6.Расчет мощности электродвигателя. Выберем двигатель для главного движения. Необходимо, чтобы мощность двигателя превышала максимальную мощность для осуществления процесса резания, Nmax. Выберем двигатель А52-4, для которого n=1440 об.мин.,N = 4.5 кВт 7. Определение мощности на валах Расчет второго вала Крутящий момент на валу  где  – мощность на i-валу, кВт; – мощность на i-валу, кВт; – минимальная частота вращения i-вала, об/мин. – минимальная частота вращения i-вала, об/мин.Ni=Nэ*nр.пх.*nподш.х*nз.п.х где  – КПД ремонтной передачи; – КПД ремонтной передачи; – КПД пары подшипников; – КПД пары подшипников; – КПД зубчатой передачи; – КПД зубчатой передачи;х – показатель степени, равный количеству соответствующих передач. N2=N’*nр.п.1*nподш1=4.5*0.951*0.991=4.23кВт  =40 H*м =40 H*мСледующий вал рассчитывается аналогично. Результаты расчетов N3= 4.06 кВт, M3 = 48.5 Р * м 8.Расчет модулей зубчатых передач Вычислим модуль для первой и последней передачи, т. е. найдем его минимальное и максимальное значения, получим промежуточное значение модуля для промежуточной передачи. Расчет модуля первой зубчатой передачи  где  – модуль, необходимый для обеспечения изгибной прочности зубьев зубчатых колес i-передачи; – модуль, необходимый для обеспечения изгибной прочности зубьев зубчатых колес i-передачи; - минимальное число зубьев зубчатого колеса в передаче; - минимальное число зубьев зубчатого колеса в передаче; - коэффициент, равный отношению ширины зубчатого колеса к модулю, - коэффициент, равный отношению ширины зубчатого колеса к модулю,  ; ; ; ; - допускаемое напряжение изгиба материала зубчатых колес. - допускаемое напряжение изгиба материала зубчатых колес. где z – число зубьев большего колеса в передаче. Для определения  необходимо знать значение модуля, который мы и пытаемся найти. Чтобы все-таки определить окружную скорость колеса, для расчетов возьмем значение модуля зубчатых передач станка-аналога, которое для станка равно 2. необходимо знать значение модуля, который мы и пытаемся найти. Чтобы все-таки определить окружную скорость колеса, для расчетов возьмем значение модуля зубчатых передач станка-аналога, которое для станка равно 2.    где  - модуль, необходимый для обеспечения прочности по нормальным напряжениям зубьев зубчатых колес i-передачи; - модуль, необходимый для обеспечения прочности по нормальным напряжениям зубьев зубчатых колес i-передачи;  - допускаемое контактные напряжение материала шестерни; - допускаемое контактные напряжение материала шестерни; - минимальное передаточное отношение зубчатой передачи. - минимальное передаточное отношение зубчатой передачи.При термической обработке материла зубчатых колес – улучшении - определяется по формуле   Из найденных двух значений модуля выбираем наибольшее, т.е m1=2 мм. 9. Расчет модуля последней зубчатой передачи Чтобы уменьшить модуль конечной передачи, мы изменяем тип термической обработки зубчатых колес, чтобы упрочнить ТВЧ по контуру зуба.     . .Модуль последней зубчатой передачи m3=4 мм. Для промежуточной передачи примем m2=2.5 мм. Для примера рассчитаем параметры зубчатого колеса z1, для которого z=43, m=2 мм. Делительный диаметр колеса  Диаметр окружности вершин колеса  Диаметр окружности впадин колеса  Ширина колеса  Остальные зубчатые колеса рассчитываются аналогично. 4.Динамический расчет коробки скоростей Определение реакций в опорах. При расчете возможны две комбинации включения передач: первый – z1 – z2, второй – z3 – z4. Требуется выяснить, какая из комбинаций дает более тяжелый случай нагружения. Комбинация z1 – z2          Проверка:  Эквивалентные моменты   Комбинация z3 – z4       Проверка:    Из рассмотренных эпюр следует, что в обоих случаях эквивалентный момент имеет наибольшее значение в опоре А, под подшипником качения. Определим диаметр вала в этом сечении  , , где  – допускаемое напряжение, Па. – допускаемое напряжение, Па. Остальные валы рассчитываются аналогично. 5.Разработка системы смазки Система смазки машины используется для подачи смазки на все трущиеся поверхности. Для смазки разработанной коробки машины мы используем комбинированную систему смазки, состоящую из непосредственного погружения некоторых элементов коробки в масляную ванну и пульс, где смазка одновременно подается на отдельные поверхности трения. Схема импульсной системы представлена на рисунке. 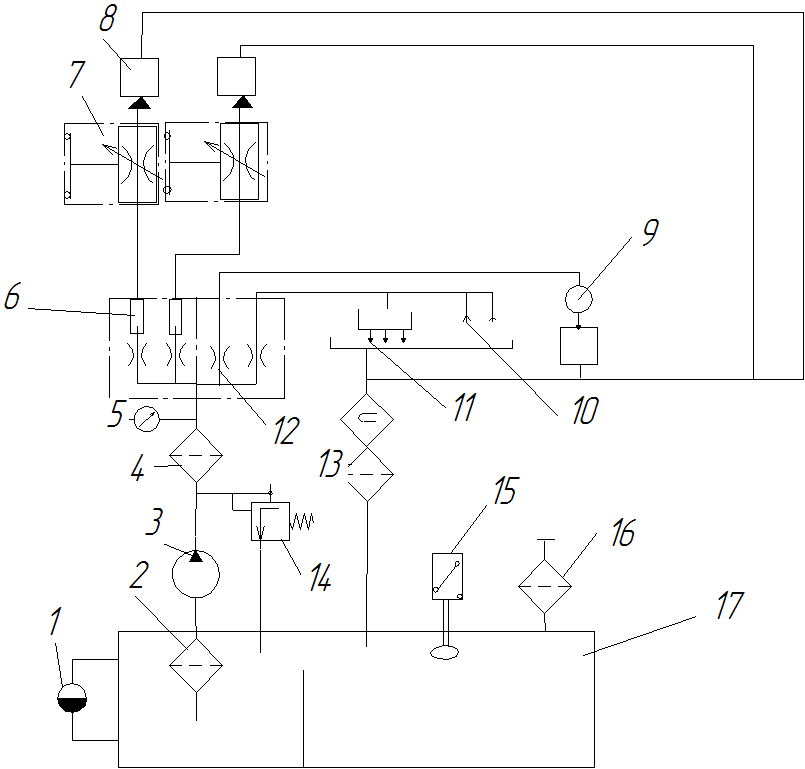 Рисунок – Схема импульсной централизованной смазочной системы 1 – указатель уровня смазочного материала; 2 – приемный фильтр; 3 – насос; 4 – фильтр напорной магистрали; 5 – манометр; 6 – смазочный дроссельный блок с ротаметрическими указателями; 7 – реле расхода смазочного материала; 8 – точки смазывания; 9 – указатель потока; 10 – точки смазывания с форсункой; 11 – точки смазывания; 12 – смазочный дроссельный блок; 13 – сливной магнитосетчатый фильтр; 14 – предохранительный клапан; 15 – реле уровня; 16 – фильтр; 17 – резервуар. 6. Охрана труда 6.1 Техника безопасности при эксплуатации электрооборудования Заземление выполняется с помощью проводов или шин и осуществляется путем соединения болта на машине и сварки общим заземлением мастерской. Монтаж и наладка электрооборудования машины должны выполняться лицами, прошедшими инструктаж по технике безопасности под контролем лица, ответственного за выполнение работ. Персонал, занятый техническим обслуживанием электрооборудования, а также его ремонтом и ремонтом: должен иметь допуск к техническому обслуживанию электроустановок напряжением до 1000 В; знание действующих правил безопасности технической эксплуатации и технического обслуживания электроустановок промышленных предприятий; знание принципов работы электрооборудования машины и работы его автоматизированной схемы управления. Во время ремонта и перерывов в работе входной выключатель должен быть отключен и закрыт специальным устройством, предусмотренным конструкцией шкафа с электрооборудованием. Разъединение и включение компонентов штепсельных выключателей, интенсивно работающих под напряжением, не допускается. Схема предусматривает блокировку лестничных перил верхней площадки, на которой установлен выключатель, отключающий электродвигатель основного движения. Также в машине установлена предупредительная сирена, предупреждающая оператора о начале поворота стола. При обнаружении неисправности в работе электрических предохранителей работа на станке запрещается. Работнику не разрешается открывать двери электрического шкафа. Для аварийной остановки машины на каждой панели управления установлена кнопка с грибовидным толкателем красного цвета. Технология безопасности является частью общего комплекса мер по охране труда, обеспечивающих здоровье, рациональные условия труда на производстве. Техническое обслуживание электроустановок особенно опасно, поэтому к работе допускаются лица, прошедшие специальную подготовку, имеющие соответствующую группу ПТБ, не моложе 18 лет и прошедшие медицинский осмотр. При отсутствии или неисправности защитного оборудования, оборудования, блокирующего ограждения или цепи заземления, проведение работ или испытаний электрооборудования и оборудования или их компонентов, находящихся под напряжением, запрещается. Запрещается использовать неисправный или непроверенный электроинструмент. Диэлектрические перчатки, галоши, ботинки и коврики должны быть проверены в сроки, предусмотренные PTE и PTB. Во время работы следует исключить возможность любого нарушения заземления провода, так как это создает опасность поражения работников электрическим током. Временные переносные ограждения и плакаты используются для защиты персонала, работающего в электроустановках, от случайного прикосновения и приближения на опасное расстояние к токоведущим частям, находящимся под напряжением, а также для ограждения проходов в помещения, доступ в которые запрещен, и для предотвращения включения устройств. 6.2 Борьба с шумами и вибрацией Шум-это случайное сочетание звуков различной частоты и интенсивности, оказывающих негативное воздействие на организм человека. Вибрация-это механические колебания и волны твердых частиц. Шум и вибрация могут быть причинами нарушения работы сердечно-сосудистой и нервной системы, а также опорно-двигательного аппарата человека. С увеличением шума и вибрации на рабочем месте происходит снижение концентрации и внимания работников, что приводит к увеличению производственного травматизма. Вследствие нахождения в производственных помещениях с повышенным уровнем шума и вибрации обслуживающий персонал испытывает повышенную утомляемость, повышенное артериальное давление. Снижение шума и вибрации в производстве достигается в основном за счет использования оборудования с низким уровнем шума. В машинах и механизмах высокий шум и вибрация часто возникают в результате неблагоприятного износа трущихся частей подшипников, неправильной сборки во время ремонта, поэтому при эксплуатации электрооборудования необходима своевременная замена смазки подшипников, а ремонт должен проводиться своевременно. Брикетная шлифовальная машина типа Sfxbr/3 устанавливается на виброизолирующие опоры на полу мастерской или бетонной подушке, что значительно снижает шум и вибрацию. В процессе модернизации электрооборудования машины нам удалось добиться снижения шума и вибрации за счет: замены электродвигателей старых конструкций на новые, менее шумные в эксплуатации; дополнительного шумоподавления при перегрузке, так как электродвигатели защищены от перегрузки тепловыми реле; установки бесшумного тиристорного стартера и контакторов hersicon вместо пускателей старых конструкций. установка маломощного и бесшумного оборудования в цепи управления. 6.3 Противопожарные мероприятия Причинами пожаров, как правило, являются обращение с открытым огнем, неисправности электроприборов и электропроводки, выход из самих материалов при их правильном хранении, выезд и соблюдение правил пожарной безопасности. Для предотвращения пожара в машине необходимо проверить контакты на степень зажима, чтобы искра прошлого могла загореться. Очистите внутреннюю часть машины от колб и горючих веществ. Курение разрешается только в специально отведенных местах. Доставленное жжение уничтожается. Использованные чистящие средства хранятся в специальных металлических установках с плотно закрытыми крышками. В случае возникновения пожара необходимо принять меры по его ликвидации и своевременно сообщить в пожарную службу. При эксплуатации машин в пожароопасных зонах необходимо принимать меры по защите электрооборудования машины от высоких температур, давления влаги, а также соблюдать применяемые экологические нормы. Руководители цехов, учащихся, лабораторий отвечают за надлежащее управление технологическими процессами, обеспечивают своевременное инструктаж, противопожарные средства и средства пожаротушения. На внутренних предприятиях создаются пожарные подразделения. Начальник пожарной охраны подчинялся непосредственно своему начальнику. Этим отделам поставлены следующие функции: подготовка мероприятий по тушению пожара; проведение разъяснительной работы; содержание пожарной техники в исправном состоянии; тушение пожара на территории объекта; руководство добровольным пожаром. Для тушения пожара в машине необходимо использовать угольные огнетушители с воздушно-механическим комплектом типа ПО1, PO6. Можно отшлифовать, чтобы ограничить причину оттока. Если в машине напряжение, то можно использовать мостовые огнетушители ohp10.Перечень противопожарных покрытий отличается местными инструкциями, согласованными с органами государственного надзора. На предприятиях электротехнической промышленности пожарными считаются около тысячи помещений: склады нефтепродуктов; сортировочные станции для перекачки мазута; деревообрабатывающие цеха и т.д. Основные средства пожаротушения: огнетушители, пескоструйные изделия, щиты, асбестовые параки, водометы, вода для тушения пожара берется из резервуара. Если общая вода не была связана с давлением в водопроводе, ее можно увеличить с помощью пожарного сорта. 7.Заключение Курсовое проектирование является важной частью учебного процесса. В ходе курсового проектирования студенты приобретают опыт самостоятельного решения практических задач, изучают современные конструкции технических устройств и тенденции их развития, приобретают навыки использования компьютерных технологий для решения задач. Работа над курсовым проектом-это процесс, позволяющий студентам проявить свои творческие способности, интуицию и фантазию, поскольку принятие решений в проектах мало связано с использованием материалов и компонентов. При выполнении курсовой работы использовались учебники по курсовому проектированию металлорежущих станков многих технических вузов России, а также материалы, опубликованные в издательстве ПГУ. С. Торайгыров. Представленный в них материал может быть использован как в индивидуальном, так и в сложном, чисто образовательном и реализации конкретных проектов. В пособии изложены основы проектирования основных приводов, приводов передач, тяговых механизмов, направляющих и других механизмов и устройств современных станков и станковых комплексов. Даны рекомендации по проектированию агрегатных станков, станков с цифровым управлением, гибких производственных модулей. Размещен обширный справочный материал, с помощью которого студент получает возможность разработать четкую конструкцию узлов и механизмов машин. Эффективными средствами инженера-конструктора являются компьютерная техника и системы автоматизированного проектирования; конечно, их использование при реализации курсовых проектов является обязательным. Используя знания в области вычислительной техники, программирования и математического моделирования, а также алгоритмы расчета и проектирования станков и станковых комплексов, описанные в настоящем пособии, студент создает на компьютере одну или две вычислительные программы и выполняет соответствующие расчеты в интерактивном или пакетном режимах. Литература: 1)Кузембаев С.Б.,Кабдулина А.Т. Методические рекомендации по выполнению курсового проекта по дисциплине «Металлорежущие станки». – Кокшетау: Изд-во КГУ, 2018. – 38 с. 2) Справочник технолога-машиностроителя. В 2-х т. Т.1, 2./Под ред. А.М. Дальского, А.Г.Косиловой, Р.К. Мещерякова, А.Г. Суслова. – 5-е изд., перераб.и доп. – М.: Машиностроение, 2001. 3 Дунаев П.Ф., Леликов О.П. Детали машин. Курсовое проектирование: Учеб. Пособие для машиностроит. спец. техникумов. –М.: Высш. Шк., 1984. -336 с.: ил. 4 Зайцев Б.Г., Шевченко А.С. Справочник молодого токаря. –М.: Высш. Школа, 1979. -397 с.; ил. 5 Колев Н.С., Красниченко Л.В., Никулин Н.С. и др. Металлорежущие станки. Учеб. Пособие для вузов. -2-е изд., перераб. и доп. –М.: Машиностроение, 1980. -500 с.: ил. 6 Кочергин А.И. Конструирование и расчет металлорежущих станков и станочных комплексов. Курсовое проектирование: Учеб. Пособие для вузов. –Мн.: Выш. Шк., 1991. -382 с.: ил. 7 Кучер А.М., Киватицкий М.М., Покровский А.А. Металлорежущие станки (альбом общих видов, кинематических схем и узлов). Машиностроение, 1972 г. – 308 с.: ил. 8 Проников А.С., Аверьянов О.И., Аполлонов Ю.С. и др. Проектирование металлорежущих станков и станочных систем: Справочник-учебник. В 3-х т. Т. I: Проектирование станков; Под общ. ред. А.С. Проникова. –М.: МГТУ им. Н.Э. Баумана: Машиностроение, 1994. – 444 с.: ил. 9 Свирщевский Ю.И., Макейчик Н.Н. Расчет и конструирование коробок скоростей и подач. Минск, Вышейш. школа, 1976. 10 Справочник технолога-машиностроителя. В 2-х т. Т.1/под ред. А.М. Дальского, А.Г. Косиловой, Р.К. Мещерякова, А.Г. Суслова. -5-е изд., перераб. и доп. –М.: Машиностроение-1, 2001. -912 с.: ил. 11 Справочник технолога-машиностроителя. В 2-х т. Т.2/под ред. А.М. Дальского, А.Г. Косиловой, Р.К. Мещерякова, А.Г. Суслова. -5-е изд., перераб. и доп. –М.: Машиностроение-1, 2001. -912 с.: ил. 12 Чернавский С.А., Боков К.Н., Чернин И.М., Ицкович Г.М., Козинцов В.П. Курсовое проектирование деталей машин. –М.: ООО ТИД «Альянс», 2005. -416 с. 13 Шумейко И.А.. Методические указания к выполнению практического занятия № 1 «Составление шифра модели станка и определение технологических возможностей» по дисциплине «Металлорежущие станки» для студентов специальности 050712 – Машиностроение. Павлодар. ПГУ имени С. Торайгырова. 2008.- 15 с. 14 Шумейко И.А. Методические указания к выполнению практического занятия № 2 «Определение структуры станков» по дисциплине «Металлорежущие станки» для студентов специальности 050712 – Машиностроение и 050732 – Стандартизация, метрология и сертификация. Павлодар. ПГУ имени С. Торайгырова. 2008.- 20 с. 15 Шумейко И.А. Методические указания к выполнению практического занятия № 3 «Составление кинематической структуры станка и его компоновки» по дисциплине «Металлорежущие станки» для студентов специальности 050712 – Машиностроение и 050732 – Стандартизация, метрология и сертификация. Павлодар. ПГУ имени С. Торайгырова. 2008.- 17 с. 16 Шумейко И.А. Методические указания к выполнению практического занятия № 4 «Методика анализа кинематической структуры станка» по дисциплине «Металлорежущие станки» для студентов специальности 050712 – Машиностроение и 050732 – Стандартизация, метрология и сертификация. Павлодар. ПГУ имени С. Торайгырова. 2008.- 20 с. |