Теория резания. Лекция 6 ТР. Лекция 6 Износ режущего инструмента
 Скачать 1.77 Mb. Скачать 1.77 Mb.
|

|
Лекция 6 «Износ режущего инструмента» План: 6.1 Основные причины износа режущего инструмента. 6.2 Виды износа режущих инструментов. 6.1 Основные причины износа режущего инструмента Под износом режущих инструментов понимают ухудшение их эксплуатационных свойств. К износу режущего инструмента приводят: попадание стружки в зоны резания; вибрации и биение; высокие температуры; неправильный выбор инструмента; контакты с агрессивными средами; установка неподходящих режимов обработки заготовок; В процессе использования изменяются следующие характеристики инструментов: Габариты и геометрия. Вес. Острота заточки режущих кромок. Внутреннее строение. Стойкость. Структура материала и др. В результате режущие инструменты утрачивают работоспособность, т.е. пригодность для выполнения определённых операций с соблюдением технических требований к: точности резания; качеству обработанных поверхностей; скоростному режиму и т.д. Изношенные режущие инструменты по металлу при возможности восстановлении параметров отправляют на переточку. В противном случае они идут на переработку. 6.2 Виды износа режущих инструментов. В зависимости от типов выполняемых операций и режимов обработки режущие инструменты по металлу могут подвергаться различным видам износа. 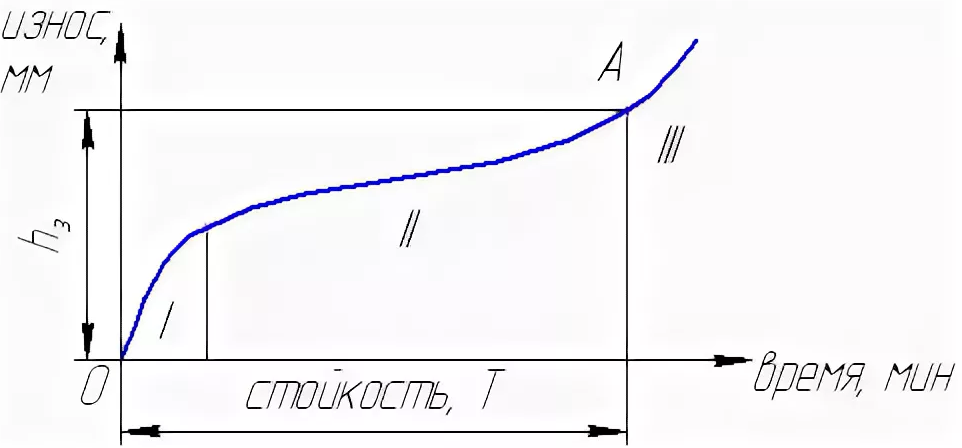 Рис. 6.1. Кривая износа инструмента во времени: h3 – критерий затупления; I – участок приработки; II – участок параллельного износа; III – участок катастрофического износа При выполнении черновых операций в качестве критерия затупления инструмента целесообразно принять величину износа h3, соответствующую точке А перехода от участка нормального износа II к участку катастрофического износаIII. Стойкость любого инструмента зависит от: физико-механических свойств обрабатываемого и инструментального материала; параметров режима резания; геометрических параметров режущей части инструмента; применяемой смазочно-охлаждающей жидкости. Стойкостные зависимости в настоящее время обычно устанавливают экспериментально. Наиболее часто для этого используют метод однофакторного эксперимента для получения частных зависимостей T = f(v), T = f(s), T = f(t), по которым определяют общую зависимость T = f(v, s, t). Пусть требуется установить частную зависимость T = f(v). Для этого все факторы, кроме V, сохраняют строго постоянными. Затем последовательно изменяют скорость резания V1, V2, V3. Для каждой скорости резания строят кривую износа (рис. 6.2). 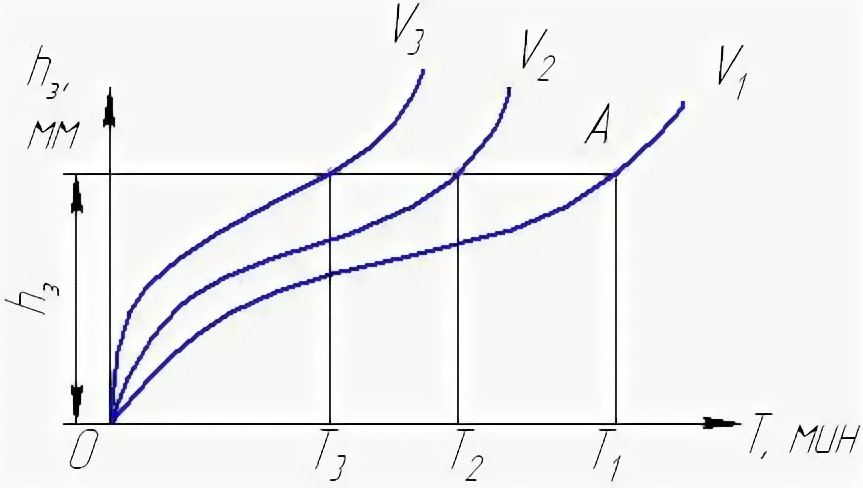 Рис. 6.2. Кривые износы h3 f(Т) V1 < V2 < V3, h3 – критерий затупления, h3 = Const. Число повторных опытов определяется требуемой точностью или доверительной вероятностью. Из рисунка 6.2 для каждой скорости V1, V2, V3 находят соответствующие стойкости Т1, Т2, Т3 и строят график зависимости T = f(v) (рис. 6.3). 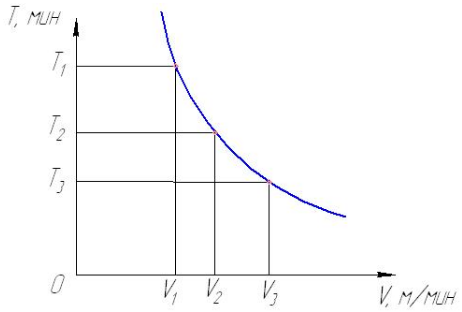 Рис. 6.3. График зависимости T = f(v) Если график зависимости T = f(v) представляет собой монотонную кривую, то уравнение стойкости наиболее удобно аппроксимировать в виде степенной зависимости:  (6.1.) (6.1.)где: Cvи m – зависят от свойств обрабатываемого и инструментального материалов и условий обработки; m – называется показателем относительной стойкости. Его можно определить графически. Для этого зависимость T = f(v) строят в логарифмической системе координат с одинаковыми масштабами по оси абсцисс и оси ординат (рис. 6.4). 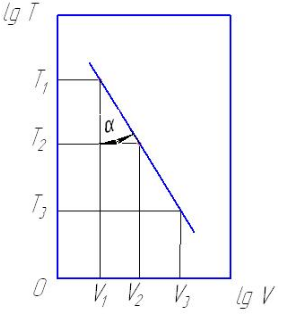 Рис. 6.4. График зависимости T = f(v) в логарифмической системе координат Абразивный износ режущих инструментов Происходит при контактах рабочих поверхностей инструментов со стружкой, неровностями и частицами металла. Они внедряются в кромки и царапают их. Скорость износа этого типа увеличивается в следующих случаях:    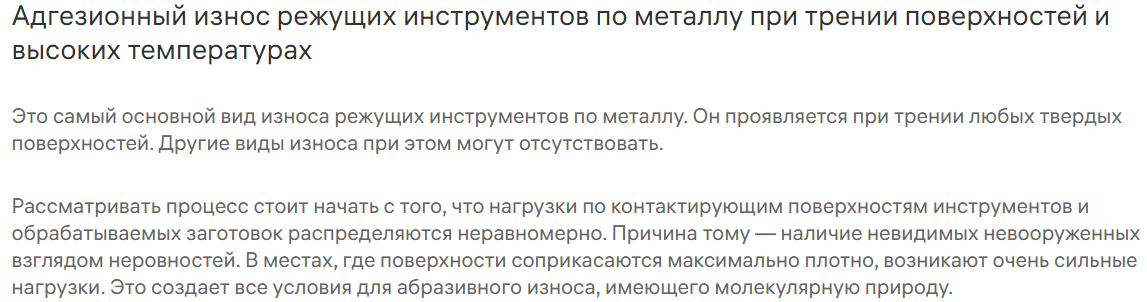   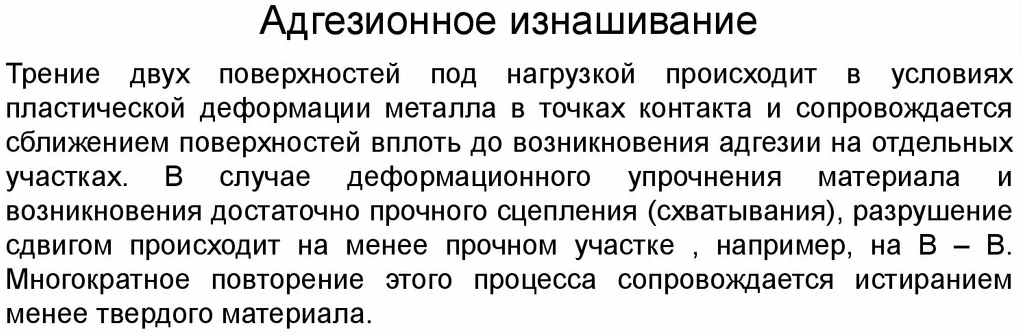 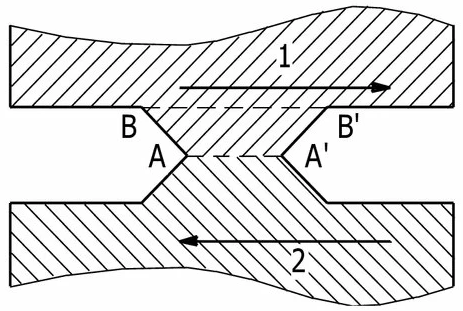                https://www.rinscom.com/articles/iznos-rezhushchikh-instrumentov/ https://nashaucheba.ru/v19776/?cc=1&page=3 |