Отчет круглов. Литература Рабочее место слесаря
 Скачать 0.62 Mb. Скачать 0.62 Mb.
|

 План отчета 1. Рабочее место слесаря 2. Правка металла 3. Опиливание. Виды насечек 4. Литература Рабочее место слесаря Рабочим местом называется часть производственной площади цеха или мастерской, закрепленная за данным рабочим или бригадой рабочих и оснащенная оборудованием, приспособлениями, инструментом и материалами, необходимыми для выполнения определенного производственного задания. Обеспечение высокой производительности труда в значительной мере зависит от правильной организации рабочего места. Организация рабочего места является важнейшим звеном организации труда. Правильный выбор и размещение оборудования, инструментов и материалов создают наиболее благоприятные условия работы. Правильно организованным считается такое рабочее место, на котором при наименьшей затрате сил и средств благодаря рациональной и культурной организации труда достигаются наивысшая производительность, высокое качество продукции и обеспечиваются безопасные условия работы. Площадь рабочего места должна определяться, исходя из необходимости размещения всех составляющих рабочее место слесаря элементов (верстак, стеллажи для хранения заготовок, деталей и т. д.) и выделения места (площади) для постоянной позиции рабочего и его передвижения в процессе работы. Конкретно величина площади рабочего места слесаря определяется: характером выполняемых работ, габаритами и количеством основного оборудования и вспомогательной оснастки, а. также формами организации труда и производства. При организации рабочего места необходимо создать такую обстановку на самом рабочем месте, чтобы рабочий имел возможность, не сходя со своего постоянного места у верстака и не меняя при этом положения (позы) корпуса, взять или положить на место нужный ему инструмент, заготовку, деталь и т. д. одним движением рук. Во время работы на рабочем месте должны находиться только те предметы, которые необходимы для выполнения данного задания. Инструмент и заготовки должны располагаться на рабочем месте на строго закрепленных за ними местах. При этом те предметы, которыми рабочий пользуется чаше, следует класть ближе, на площади, ограниченной дугами радиусом 350 мм, т. е. в пределах досягаемости при движении свободно вытянутых рук. Предметы, которыми рабочий пользуется реже, класть дальше, но не далее чем в пределах площади, ограниченной дугами, образованными радиусом 550 мм, т. е. в пределах досягаемости при движении свободно вытянутых рук при небольшом наклоне корпуса вперед по направлению к верстаку. 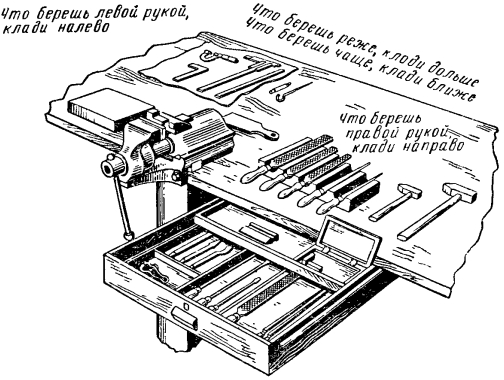 Расположение инструмента на слесарном верстаке Режущий или ударный инструмент, который берут правой рукой, кладут с правой стороны; тот, который берут левой рукой — с левой стороны. Приспособления, материалы и готовые детали нужно располагать в специальных ящиках (таре), находящихся на отведенных для них местах. Измерительные инструменты должны храниться в специальных футлярах или же деревянных коробках. Режущие инструменты (напильники, метчики, сверла, развертки и др.) следует предохранять от ударов и загрязнения и хранить на деревянных подставках (планшетах). После окончания работы весь инструмент и приспособления, применяемые при работе, необходимо очистить от грязи и масла и протереть. Поверхность верстака очистить щеткой от стружки и мусора. Рабочее место слесаря может быть организовано по-разному, в зависимости от характера производственного задания. Однако большинство рабочих мест оборудуется слесарным верстаком, на котором устанавливают тиски и раскладывают необходимые в процессе работы инструменты, приспособления, материалы; на специальных планшетах размещают документацию — технологические карты, чертежи и т. д. Расстояние между отдельными рабочими местами, а также проходы между слесарными верстаками устанавливаются (1,5—1,6 м) в зависимости от технических и технологических требований и условий техники безопасности. Рабочие места должны иметь хорошее индивидуальное освещение. Свет должен падать на обрабатываемый предмет, а не лицо рабочего. Желательно, чтобы свет был рассеянным и не создавал бликов, мешающих работать. Слесарный верстак представляет собой специальный стол, на котором выполняются слесарные работы. Он должен быть прочным, устойчивым. Каркас верстака сварной конструкции из чугунных или стальных труб, стального профиля (уголка). Крышку (столешницу) верстаков изготовляют из досок толщиной 50—60 мм (из твердых пород дерева). Столешницу, в зависимости от характера выполняемых на ней работ, покрывают листовым железом толщиной 1—2 мм. В качестве покрытия используют также линолеум, листы из алюминиевых сплавов или фанеру. Спереди и с боков столешницы устанавливают бортики, чтобы с нее не скатывались детали. Под столешницей верстака находятся выдвижные ящики (не менее двух), разделенные на ряд ячеек для хранения инструментов, мелких деталей и документации. Слесарные верстаки бывают одноместные и многоместные. Одноместные слесарные верстаки имеют длину 1200—1500 мм, ширину 700—800 мм, высоту 800—900 мм, а многоместные — длину от 2800 до 3500 мм (в зависимости от числа работающих); ширину ту же, что и у одноместных верстаков. Многоместные слесарные верстаки имеют существенный недостаток: когда один рабочий выполняет точные работы (разметку, опиливание, шабрение), а другой в это время производит рубку или клепку, то в результате вибрации верстака нарушается точность работ, выполняемых первым рабочим. Тиски на верстаке устанавливают на определенной высоте в соответствии с ростом работающего . При выборе высоты, на которую должны быть установлены параллельные тиски, нужно локоть руки поставить на губки тисков так, чтобы концы выпрямленных пальцев руки касались подбородка.  Установка тисков по высоте: а — при опиловке, б — при работе иа параллельных тисках, в — при рубке в стуловых тисках Стуловые тиски должны устанавливаться на такую высоту, чтобы поставленная локтем на их губки рука касалась подбородка согнутыми в кулак пальцами. При малом росте рабочего следует использовать специальные подставки (решетки) под ноги. Слесарный верстак, применяемый на заводах, состоит из металлического каркаса 1 и верстачной доски (столешницы) 2, защитного экрана (металлическая сетка с очень мелкими отверстиями или стекло — плексиглаз) 4.  Рис. 34. Одноместный слесарный верстак На верстаке располагаются слесарные тиски 3, планшет для размещения чертежей 5, индивидуальное освещение 6, кронштейн с полочкой для измерительного инструмента 7, планшет для рабочего инструмента 8. Под столешницей имеются четыре ящика 9 с отделениями Для хранения инструмента и две полки для хранения деталей и заготовок 10. К ножке верстака крепится откидное сиденье 11. Широкое применение в мастерских профессионально-технических училищ получил верстак, исключающий применение подставок и допускающий регулирование подъема тисков на нужную высоту (рис. 35). К каркасу 2 этого верстака прочно закреплена толстостенная труба 3, внутрь которой свободно входит стальной хвостовик. Тиски поднимаются вращением винта 1, соединенного с хвостовиком. 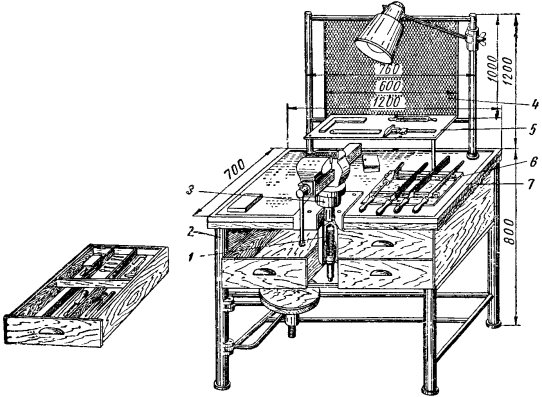 2.Правка металла Правка металла – операция, при помощи которой устраняют неровности, кривизну или другие недостатки формы заготовок. Правка металла – это выправление металла действием давления на какую-либо его часть независимо от того, производится это давление прессом или ударами молотка (рихтовка). Правка применяется при искажении формы деталей, например при изгибе, и скручивании валов, осей, шатунов, рам; при вмятинах и перекосах тонкостенных деталей. В зависимости от степени деформации и размеров детали правят с нагревом или без него. Правят стальные листы, листы из цветных металлов и их сплавов, стальные полосы, прутковый материал, трубы, проволоку, стальной квадрат, круг стальной, а также металлические сварные конструкции. Металл правят как в холодном, так и в нагретом состоянии. Правка играет большую роль в восстановлении негодных деталей оборудования. Правильно примененная правка может полностью восстановить деталь, вернув ей первоначальные качества. Правка может осуществляться в холодном состоянии, с подогревом и путем термического воздействия. Обработка металлов давлением при температуре ниже температуры рекристаллизации называется холодной обработкой, а при более высокой температуре – горячей обработкой. Правка холодным методом основана на механическом воздействии, вызывающем пластические деформации металла. Правку деталей из листового проката выполняют холодным методом вручную или на машинах. При ручной правке металлический лист проколачивают на ровной плите или наковальнях с помощью ручного инструмента или пневматического молотка со специальным зубилом. Машинную правку листовых деталей осуществляют прокаткой и растяжением. Правку прокаткой выполняют на валковых листоправильных машинах (рис. 1). Правку растяжением выполняют на растяжных правильных машинах, состоящих из стола-рольганга и гидравлического цилиндра двустороннего действия с подвижными зажимами, в которых зажимают листовую деталь. С повышением давления в гидравлическом цилиндре зажимы раздвигаются и создают в укороченных волокнах закрепленного листа растягивающие напряжения, достигающие предела текучести материала. В результате пластического растяжения укороченных волокон материала листовая деталь выпрямляется. В отдельных случаях правку листовых деталей выполняют поперечным изгибом на гидравлическом прессе последовательным нажимом пуансона. Сварные полотнища, получившие деформации от усадки сварных швов, правят аналогично деталям из листового проката.  Рис. 1. Валковые правильные машины Правку деталей из профильного проката осуществляют холодным методом – вальцеванием на роликовых машинах, растяжением на растяжных машинах, а также поперечным изгибом на горизонтально-гибочных и гидравлических прессах. Правку сварных тавровых балок, рам, имеющих недопустимые сварочные деформации, выполняют холодным методом аналогично правке деталей профильного проката, а также тепловым методом. Холодная правка ряда деталей является трудоемкой операцией, в процессе которой необходим контроль эффективности ее применения. Поэтому помимо обычного оборудования и контрольного инструмента (гидравлические прессы, индикаторы) все большее применение находят специальные стенды и приспособления, позволяющие осуществлять правку и комплексную проверку детали в процессе ее применения. Холодная правка не влияет на структуру металла, так как на самом деле способствует снижению внутреннего напряжения материала. Это значительно отличает ее от горячих методов правки, когда материал подвергают нагреву до температур структурного превращения металла и таким образом наносят ему ущерб. Однако при правке без нагрева у стальных деталей остаются значительные внутренние напряжения. В результате после правки они постепенно принимают первоначальную форму. Для снятия внутренних напряжений после холодной правки деталь необходимо стабилизировать, т. е. выдержать при температуре 400…450 °С около 1 часа или при температуре 250…300 °С в течение нескольких часов. Недостатки механической холодной правки: опасность обратного действия, снижение усталостной прочности и несущей способности детали. Опасность обратного действия вызвана возникновением неуравновешенных внутренних напряжений, которые с течением времени, уравновешиваясь, приводят к объемной деформации детали. Ухудшение усталостной прочности деталей происходит за счет образования в ее поверхностных слоях мест с растягивающими напряжениями, причем снижение усталостной прочности достигает 15…40 %. Для повышения качества холодной правки применяют следующие способы: выдерживание детали под прессом в течение длительного времени; двойная правка детали, заключающаяся в первоначальном перегибе детали с последующей правкой в обратную сторону; стабилизация правки детали последующей термообработкой. Последний способ дает лучшие результаты, но при нагреве может возникнуть опасность нарушения термической обработки детали, кроме того, он дороже первых двух. 3.Опиливание.Виды насечек Опиливанием называется снятие слоя металла с поверхности обрабатываемой заготовки посредством специального режущего инструмента - напильника. Работа напильником в настоящее время в значительной степени заменена работой машины, но полностью этот вид обработки машины вытеснить не могут, так как только при помощи напильника можно выполнить пригоночные работы, часто необходимые при монтаже. Слесарь должен хорошо владеть приемами опиливания, так как неправильное опиливание в ряде случаев может испортить всю предварительную работу и в результате потребуется дорогостоящая доработка. С помощью напильников слесарь придает деталям требуемую форму и размеры, производит пригонку деталей друг к другу, подготовляет кромки деталей под сварку и выполняет другие работы. Опиливание подразделяется на предварительное (черновое) и окончательное (чистовое и отделочное), выполняемое различными напильниками. Обработка напильником дает возможность получить точность, деталей до 0,05 мм, а в отдельных случаях- до 0,02 мм и даже до 0,01 мм. Опиливанием снимают небольшие припуски. В зависимости от применения тех или иных напильников припуск оставляется от 1,0 до 0,025 мм. Напильники различаются: по длине, форме сечения, номеру насечек, роду насечек (по способу ее нанесения), материалу. Размеры напильников нормализованы. Наиболее ходовые напильники имеют длину от 75 до 500 мм. При выборе напильников сообразуются с величиной обрабатываемой поверхности: для обработки больших поверхностей следует применять большие напильники, а для небольших - небольшие. Работу надо вести так, чтобы была использована вся рабочая поверхность напильника. Виды насечек. Насечка зубьев напильников производится разными способами: на пилонасекательных станках - при помощи специального зубила; на фрезерных станках - фрезами; на шлифовальных станках - специальными шлифовальными кругами, а также путем накатывания, протягивания на протяжных станках- протяжками, на зубонарезных станках. Каждый из указанных способов дает разный профиль зуба. Насечки на поверхности напильника образуют зубья, режущие кромки которых при работе снимают стружку. Чем меньше насечек на 1 пог. см длины напильника, тем крупнее зуб. По виду или форме насечек напильники бывают с одинарной (простой) насечкой и с двойной (перекрестной) насечкой. Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов (латуни, цинка, баббита, свинца, алюминия, бронзы, меди и т. д.) с незначительным сопротивлением резанию. Кроме того, эти напильники применяют для заточки пил, лесопильных рам и ножей, а также для обработки дерева и пробки. Одинарная насечка наносится под углом 70-80° к оси напильника. Напильники с двойной насечкой применяют для опиливания твердых металлов (стали, чугуна) с большим сопротивлением резанию. Резать эти металлы напильниками с одинарной насечкой (широкими зубьями) было бы очень трудно, поэтому для них и применяют напильники с двойной (перекрестной) насечкой, дающей небольшую по длине стружку. В напильниках с двойной насечкой одна насечка называется нижней, или основной, а другая верхней. По ГОСТ нижняя насечка делается под углом 55°, а верхняя - под углом 70-80° к оси напильника. Таким образом, угол между насечками равен: 70 + 55 =125°. Такой угол дает наибольшую производительность при обработке твердых металлов. При обработке более мягких металлов угол соответственно уменьшается. Рашпильная насечка состоит из отдельно расположенных выступов и углублений, образующих сравнительно крупные и редкие зубья, представляющие пирамидальные выступы. Такой вид насечки применяется при опиливании баббита, свинца, цинка, а также мягких материалов (кожи, дерева, каучука, резины, кости и пр.). Напильниками с обыкновенной насечкой такие материалы обрабатывать нельзя, так как крупная стружка от этих материалов сильно забивает зубья и они перестают резать. Напильники во время работы изнашиваются. Износ напильника сопровождается потерей его режущих способностей. Преждевременный износ напильника является обычно результатом неумелой работой или небрежного обращения с ним. Очень быстро, практически мгновенно, изнашивается напильник в случае опиливания поверхности, не очищенной от окалины и корки, или закаленной поверхности. На продолжительность службы напильника влияют твердость обрабатываемого металла, острота насечки и качество закалки напильника, умение пользоваться им. Для удлинения срока службы напильников нужно соблюдать определенные правила. Зубья нового напильника имеют заусенцы. При обработке твердого металла эти заусенцы быстро обламываются, а напильник тупится раньше срока. Следовательно, нельзя употреблять им, нужно опиливать мягкую сталь, бронзу, латунь. Лишь когда заусенцы на зубьях окончательно сработаются, можно перейти к обработке более твердых металлов. Новыми напильниками нельзя опиливать поверхности с окалиной или литейной коркой, а также твердые, стальные неотожженные детали. Корку и окалину нужно срубить зубилом или снять на обдирочном наждачном точиле или, в крайнем случае, опилить старым напильником. Личный напильник нельзя употреблять для опиливания мягких металлов (свинца, олова и т.п.), так как стружка этих металлов быстро забивает впадины между зубьями, и напильник будет только скользить по обрабатываемой поверхности. Забитые стружкой напильники очищают вдоль зуба стальной щеткой или пластинкой. Всегда следует пользоваться только одной стороной напильника, вторую нужно пускать в дело лишь после затупления первой стороны или же в том случае, когда обработка обязательно должна производиться острыми зубьями, как при работе, так и при хранении нельзя укладывать напильники один на другой, бросать их в кучу с другими инструментами и предметами. Надо беречь напильники от ржавления, следить, чтобы на них не попала вода. Не следует также допускать попадания на напильники наждачной пыли, так как при опиливании она затупляет зубья инструмента. Затупившиеся и изношенные напильники надо сдавать на восстановление 14 Литература 1. Покровский Б.С., Скакун В.А. Слесарное дело: Учебник для нач. проф. Образования, Б.С. Покровский, В.А. Скакун, Издательский центр «Академия», 2018-320 с. 2. Макиенко Н.И. Слесарное дело с основами материаловедения. Учебник для подготовки рабочих на производстве. Издание 6-е переработано, М: Высшая школа, 2016-464 с. 3. http://rosmetod.ru 4. http://www.big-krepeg.ru |