ЧПУ. Пояснительная записка к курсовой работе Предмет Программирование станков с чпу преподаватель Шабалин Д. Н
 Скачать 0.93 Mb. Скачать 0.93 Mb.
|

|
Санкт-Петербургский политехнический университет Петра Великого Институт машиностроения, материалов и транспорта Высшая школа машиностроения Пояснительная записка к курсовой работе Предмет: Программирование станков с ЧПУ Преподаватель Шабалин Д. Н. Студент гр. 3331505/80101 Пономарев Д. А. «___» __________ 2021 г. Санкт-Петербург 2021 САНКТ-ПЕТЕРБУРГСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ПЕТРА ВЕЛИКОГО Институт машиностроения, материалов и транспорта Высшая школа машиностроения ЗАДАНИЕ по выполнению курсовой работы
Тема работы: Программирование станков с ЧПУ Срок сдачи: Исходные данные по работе: чертеж вала, чертеж основания пяты Содержание работы: Токарная часть: Параметры и выбор заготовки; Технологические переходы при обработке; Выбор режущего инструмента; Расчет режимов резания; Текст управляющей программы. Фрезерная часть: Параметры и выбор заготовки; Технологические переходы при обработке; Выбор режущего инструмента; Расчет режимов резания; Текст управляющей программы. Дата получения задания:
СодержаниеТокарная часть 4 1.1. Технологический процесс детали “Вал” 4 1.2. Расчёт режимов резания 4 1.3. Режущий инструмент, используемый при обработке детали “Вал” 5 1.4. Код программы 6 Фрезерная часть 11 2.1. Технологический процесс детали “Основание пяты” 11 2.2. Расчет режимов резания 11 2.3. Режущий инструмент, используемый при обработке детали “Основание пяты” 12 2.4. Код программы 13 Токарная часть1.1. Технологический процесс детали “Вал”В качестве заготовки принят стальной горячекатаный пруток диаметром 50 мм и длиной 179 мм по ГОСТ 2590-2006. 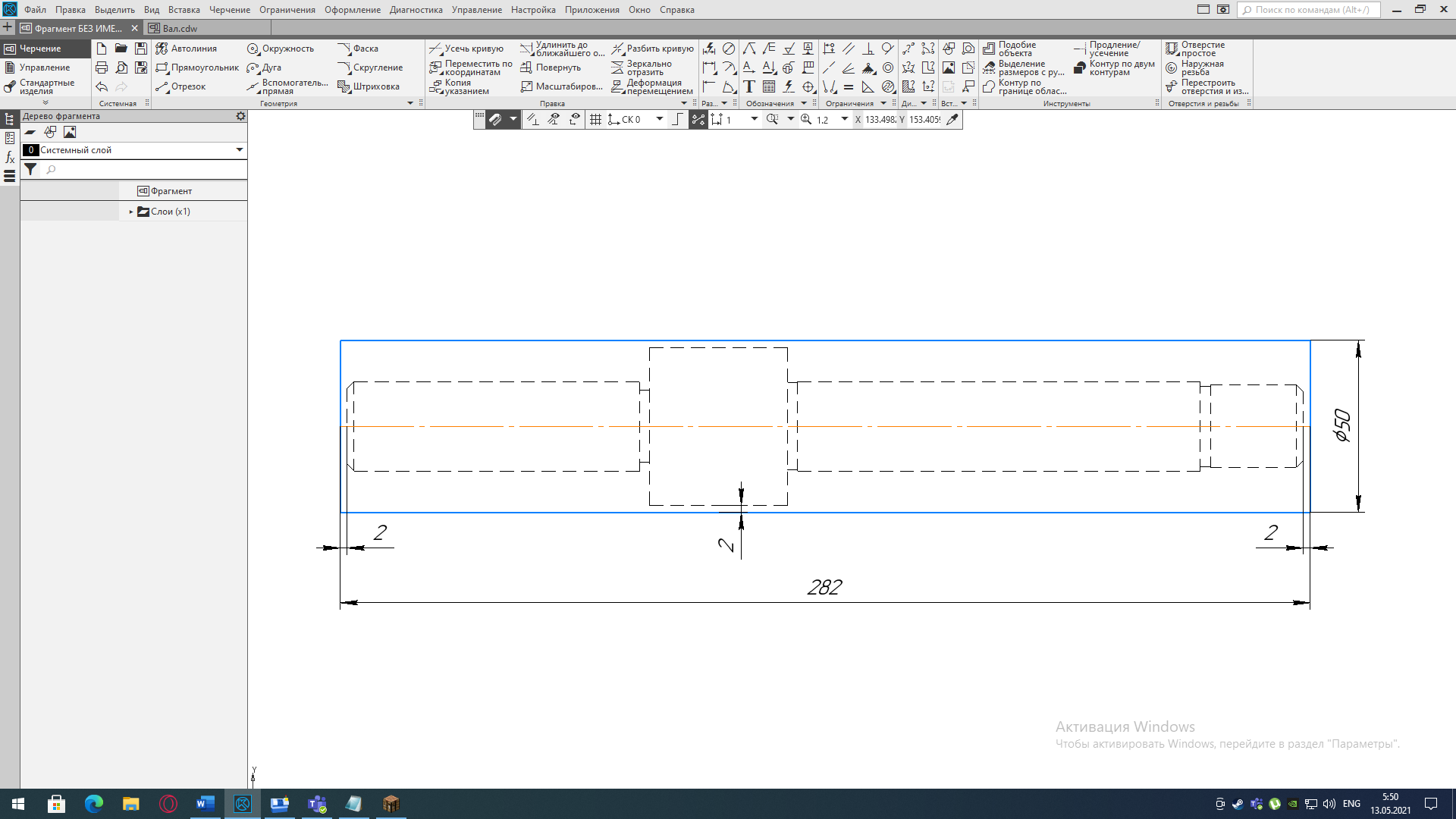 Рисунок 1 – Эскиз заготовки Технологические переходы обработки представлены в таблице 1. Таблица 1 – Технологические переходы обработки детали «Вал»
1.2. Расчёт режимов резанияПримем скорости резания и подачи при черновом точении V=50 м/мин, S=0,2 мм/об; при чистовом точении V=100 м/мин, S = 0,075 мм/об; при нарезании канавок V=50 м/мин, S = 0,1 мм/ об; при сверлении V=25 м/мин, S = 0,1 мм/об; при нарезании резьбы V=60м/мин, S = 2 мм/мин; Тогда частоты вращения шпинделя станка и подачи:           1.3. Режущий инструмент, используемый при обработке детали “Вал”Режущий инструмент, используемый для обработки на токарном станке с ЧПУ представлены в таблице 2. Таблица 2 – Режущие иструменты используемые при обработки детали «Вал»
1.4. Код программыПервый установ O5555; N010G28U0W0; N020T0101; N030S318F63M3M8; N040G0Z3X52; N050G94Z0X-2; N060G71U2R1; N070G71P80Q130U0.8W0.4; N080G0X22Z0; N090G1Z-2X26; N100G1Z-30; N110G1X36; N120G1Z-150; N130G1X50; N140G28U0W0; N150T0202; N160S100F51; N170G0X52Z3; N180G70P80Q130; N190G28U0W0; N200T0303; N210S50F35; N220G0X38Z-30; N230G1X25.5; N240G1X26.5Z-29.5; N250G0X52; N260G0Z-150; N270G1X35.5; N280G1X36.5Z-149.5; N290G28U0W0; N300T0808; N310S1990F200; N320G0Z2X0; N330G1Z-9; N340G0Z2; N350G28U0W0; N360M5M9M0/PEREUSTANOV/; 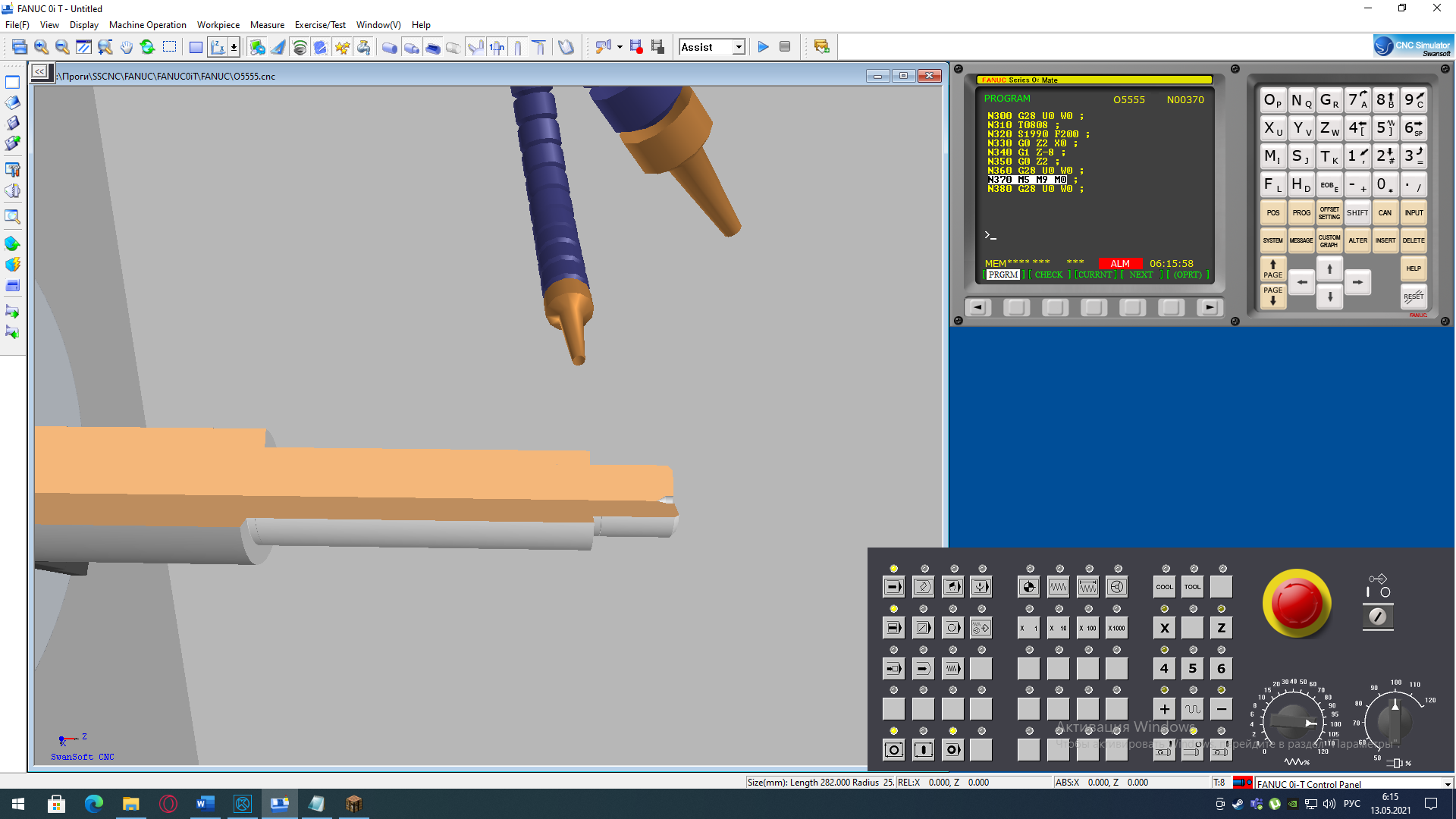 Рисунок 2 – Деталь на первом установе Второй установ N370T0101; N380S318F63M3M8; N390G0X52Z3; N400G94Z0X-2; N410G71U2R1; N420G71P430Q480U0.8W0.4; N430G0X20Z0; N440G1Z-2X24; N450G1Z-88; N460G1X46; N470G1Z-129; N480G1X50; N490G28U0W0; N500T0202; N510S100F51; N520G0X52Z3; N530G70P430Q480; N540G28U0W0; N550T0303; N560S50F35; N570G0X48Z-88; N580G1X21; N590G0X24; N600G0Z-86.5; N610G1X21Z-88; N620G0X25; N630G28U0W0; N640T0808; N650S1990F20; N660G0Z2X0; N670G1Z-9; N680G0Z2; N690G28U0W0; N700T0505; N710S800; N720G0X24Z2; N730G76P020060Q300R0; N740G76Z-86.5X21.835Q600P1082F2; N750G28U0W0; N760M5M9M0; 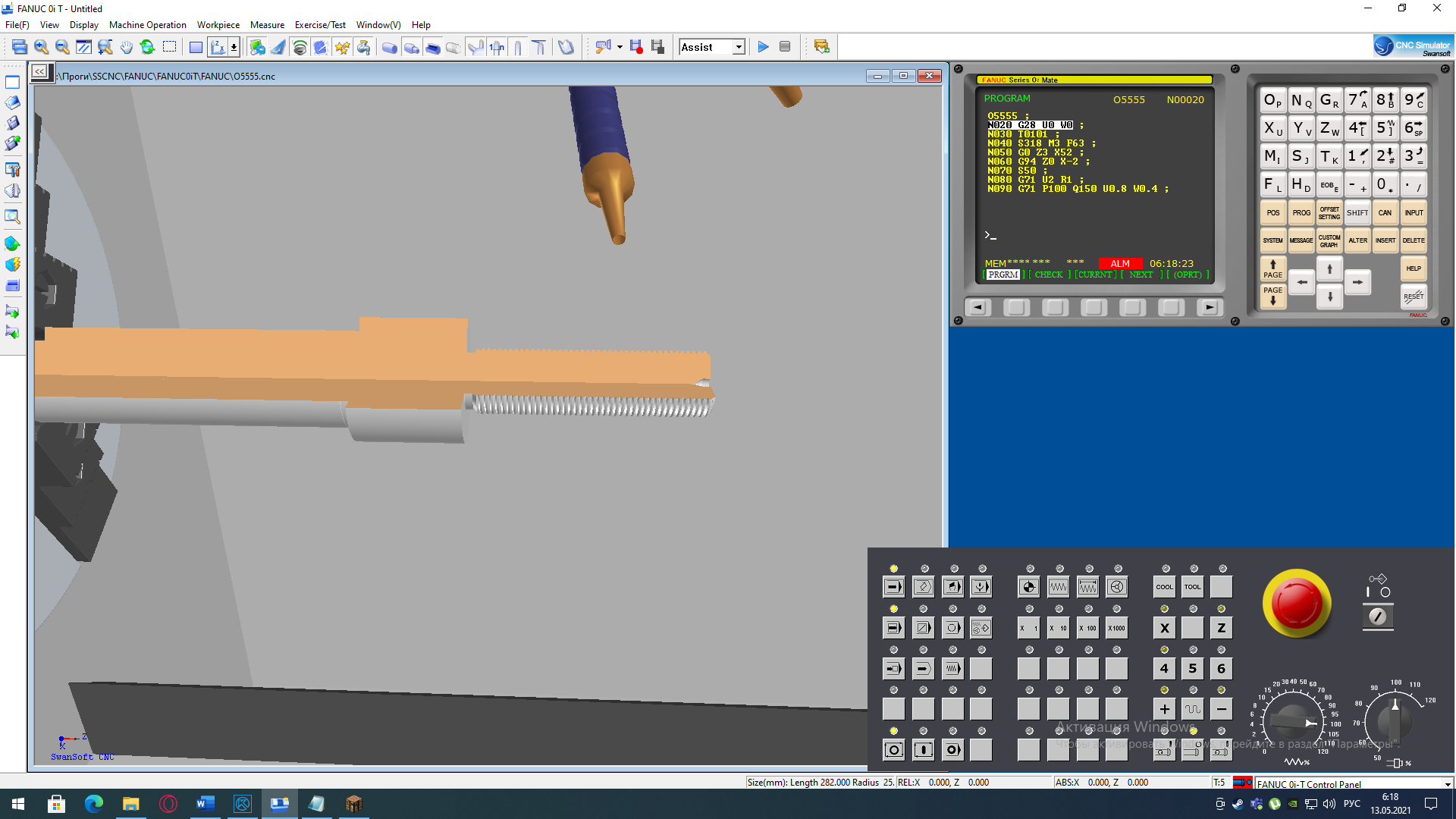 Рисунок 3 – Деталь на втором установе Фрезерная часть2.1. Технологический процесс детали “Основание пяты”В качестве заготовки принимаем стальной прокат диаметром 60мм и длинной 25мм по ГОСТ 4543-71. 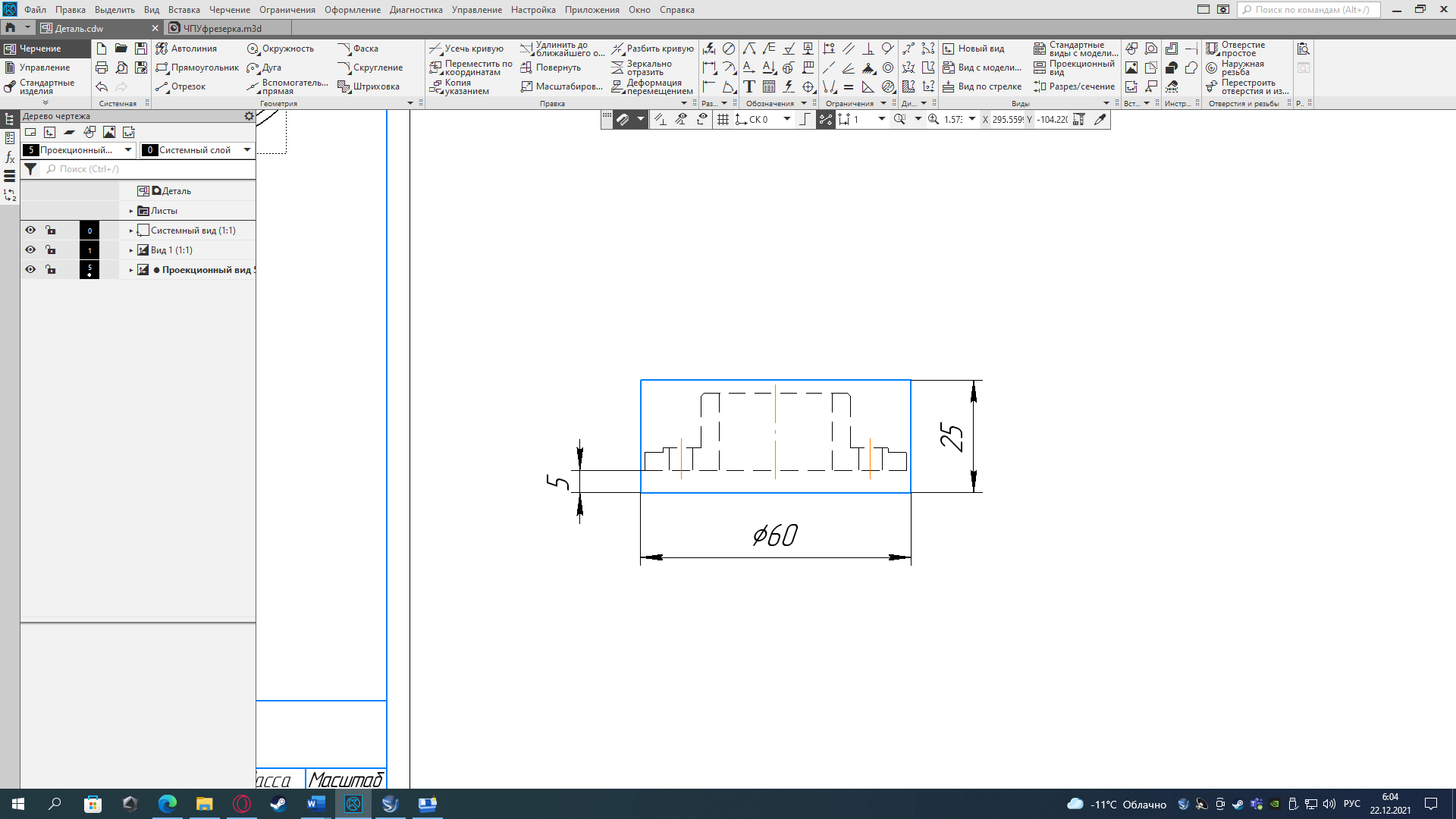 Рисунок 4 – Эскиз заготовки
2.2. Расчет режимов резанияРасчет режимов резания ведется по формулам:  Для концевой фрезы (d = 40мм):  Для сверла (d = 5 мм):  Для сверла (d = 15 мм):  Для сверла (d = 25 мм):  Для торцевой фрезы (d = 60 мм):  Для фасочной фрезы №3:  2.3. Режущий инструмент, используемый при обработке детали “Основание пяты”Режущий инструмент, используемый для обработки на фрезерном станке с ЧПУ представлены в таблице 4. Таблица 4 — Режущие инструменты используемые при обработке детали «Основание пяты»
2.4. Код программыO0666; G0Z150; T1M6; S530M3F636M8; G0X-52Y28; G0Z3G43H1; G1Z0; G1X52; G0Z3G43H1; G0X-52Y-28; G1Z0; G1X52; G0Z100; M5M9; T2M6; S398M3F159M8; G0Y49X0; G0Z3G43H2; G1Z-17; G2X0Y-49I0J-49; G2X0Y49I0J49; G0Y52; G0Z100; G0Y45X0; G0Z3G43H2; G1Z-13; G2X0Y-45I0J-45; G2X0Y45I0J45; G0Y48; G0Z100; G0Y36.5X0; G0Z3G43H2; G1Z-12; G2X0Y-36.5I0J-36.5; G2X0Y36.5I0J36.5; G0Y40; G0Z100; G0X39.5Y49; G0Z3G43H2; G1Z-17; G1Y-49; G0Z3G43H2; G0X-39.5Y49; G1Z-17; G1Y-49; G0Z100; M5M9; T3M6; S636M3F254M8; G0Y21X0; G0Z3G43H3; G81Z-20P5000; Y-21X0; G80; G0Z100; G0X0Y0; G0Z3G43H3; G81Z-20P5000; G80; G0Z100; M5M9; T4M6; S212M3F42M8; G0X0Y0; G0Z3G43H4; G81Z-20P15000; G80; G0Z100; M5M9; T5M6; S127M3F25M8; G0X0Y0; G0Z3G43H5; G81Z-20P25000; G80; G0Z100; M5M9; T6M6; S200M3F480M8; G0Z5Y0X22.5; G1Z-3G43H6; G2X-22.5Y0I-22.5J0; G2X22.5Y0I22.5J0; G0Z100; M5M9; M2M30; | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||