Технология сборки. Курсовая работа БОБРОВСКИЙ. Проектирование сборочного технологического процесса ведомого шкива вариатора
 Скачать 59.57 Kb. Скачать 59.57 Kb.
|

|
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ федеральное государственное бюджетное образовательное учреждение высшего образования «Тольяттинский государственный университет» ________________МашИНОСТРОЕНИя_______________ (институт) ____________Проектирование и эксплуатация автомобилей_________ (кафедра) Технология производства автомобиля (дисциплина) КУРСОВАЯ РАБОТА на тему: «Проектирование сборочного технологического процесса ведомого шкива вариатора»
Тольятти 2022 Введение Вариатор – это устройство, способное передавать крутящий момент плавно изменяя передаточное отношение. Изменение передаточного отношения происходит в определенном диапазоне и может происходить автоматически (в соответствии с настроенной программой) или вручную. Большинству современных машин, участвующих в технологических и производственных процессах, необходимо иметь регулирование скоростей рабочих органов, которые определяются условиями технологического процесса. Здесь на помощь приходят передачи, называемые вариаторами, которые позволяют бесступенчато в определенных диапазонах изменять передаточное число привода. В вариаторах в качестве механизма главного движения используются передачи разных видов: фрикционные, ременные, цепные, планетарные, реализуемые в виде отдельных механизмов, основу которых образует непосредственный контакт шкивов (ведущего и ведомого) или промежуточный элемент (например, ремень). Использование вариаторов позволяет регулировать в процессе работы установленный оптимальный скоростной режим. Вариаторы используются для бесступенчатого изменения передаточного отношения в: мотороллерах, автомобилях, снегоходах, квадроциклах, конвейерах, мешалках, металлорежущих станках и других устройствах. Диапазон регулирования обычно составляет 3–6, иногда 10–12 (отношение максимального передаточного числа к минимальному числу). В клиноременных вариаторах используются клиновидные ремни, которые зажимаются между дисками шкивов. Диски шкивов имеют коническую поверхность, соответствующую форме ремня – один диск подвижный, второй нет. Изменение передаточного отношения достигается за счет изменения диаметра приводного и ведомого шкивов путем смещения подвижного диска шкива относительно неподвижного. Максимальная скорость выходного вала будет при максимально диаметре (диски шкива максимально сжаты) ведущего колеса и минимальном (диски шкива максимально далеко друг от друга) диаметре ведомого. Минимальная скорость выходного вала будет при минимальном диаметре ведущего шкива и максимальном ведомого. Для данного типа вариаторов используются как стандартные, так и широкие клиновые ремни повышенной прочности из специальных материалов. Возможно исполнение с несколькими ремнями на одном шкиве. Это повышает передаваемую мощность передачи, однако усложняет конструкцию. Клиноременные вариаторы простые и надежные в эксплуатации. Передаточное отношение при использовании простых ремней не более 2-3, передаваемая мощность не превышает 50 кВт. Выбор организационной формы сборки Клиноременные вариаторы не имеют массового производства, поэтому для технологии сборки ведомого шкива вариатора принимается годовая программа выпуска  Это соответствует среднесерийному производству. Это соответствует среднесерийному производству. Выбираем стационарную сборку на оборудованных стендах с принудительным ритмом без расчленения процесса. Это значит, что операции выполняются за одинаковый промежуток времени – такт или за промежуток времени, кратный такту. Стационарная сборка характеризуется тем, что она выполняется одним рабочим или группой рабочих (бригадой) на одном неподвижном рабочем месте, к которому подаются все детали и сборочные единицы собираемого изделия. Главное условие сборки – обеспечение взаимозаменяемости готовых узлов и отдельных деталей. Рассчитываем такт выпуска изделий:  где  действительный годовой фонд рабочего времени сборочного оборудования в одну смену ( действительный годовой фонд рабочего времени сборочного оборудования в одну смену ( ); ); количество смен ( количество смен ( ); ); годовой объем выпуска ( годовой объем выпуска ( ) ) Составление перечня сборочных работ
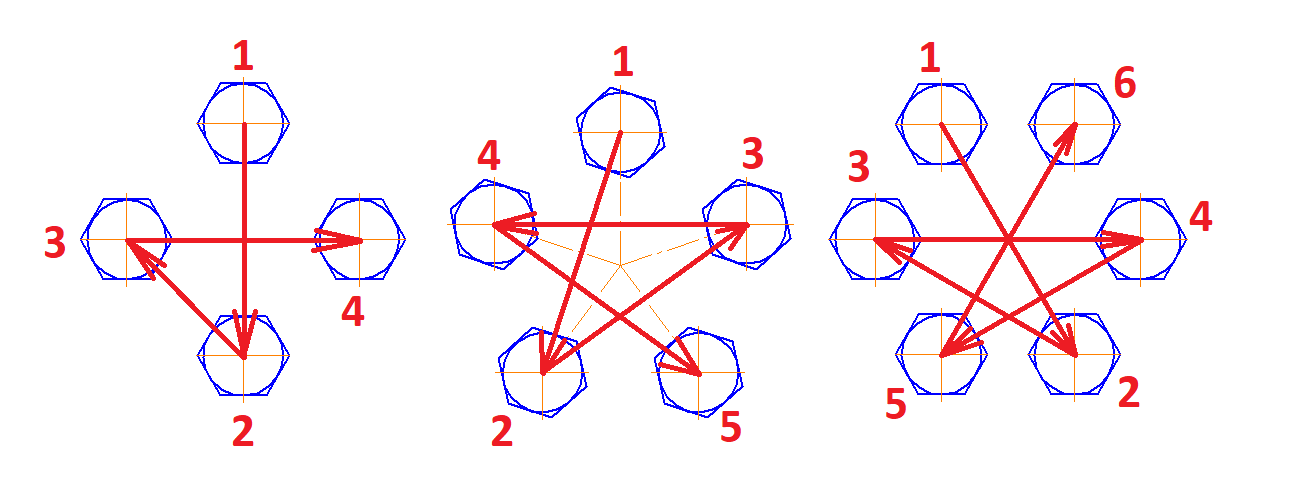 Рисунок 1 – Порядок затяжки болтов Определение трудоемкости сборки Общее оперативное время на все виды работ:  Суммарная трудоемкость сборки изделия определяется по формуле:  где  часть оперативного времени на организационно-техническое обслуживание рабочего места в процентах часть оперативного времени на организационно-техническое обслуживание рабочего места в процентах   часть оперативного времени для перерыва и отдыха в процентах 4-6%, принимаем часть оперативного времени для перерыва и отдыха в процентах 4-6%, принимаем  Отсюда:  Технологический процесс сборки ведомого шкива вариатора
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


 , мин
, мин