Допуски и посадки. Решение на схеме откладываем заданные предельные отклонения отверстия и вала. Определяем
 Скачать 75.83 Kb. Скачать 75.83 Kb.
|

|
Тема 10: Определение допусков и посадок по заданным предельным размерам. Для посадки 10  Дано: D = 10 мм ES = +36 мкм EI = 0 es = -40 мкм ei = -76 мкм Определить предельные размеры, допуски деталей, предельные зазоры и натяги методом максимума-минимума. Решение: на схеме откладываем заданные предельные отклонения отверстия и вала. Определяем:           Проверка:  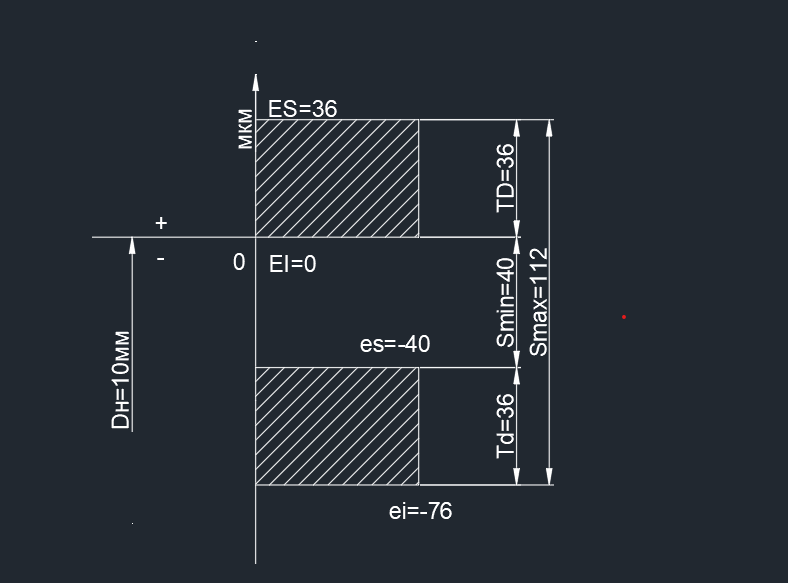 Посадка с зазором в системе отверстия 10 Посадка с зазором в системе отверстия 10 2 Расчёт калибров для контроля гладких цилиндрических соедине- ний 1) Характеристики калибра рабочего проходного для отверстия Ø10H9 (пробка (Р-ПР)): 𝐸𝑆 = +0,036 мм 𝐸𝐼 = 0 мм Z Z1=0,003мм H=0,0025мм Y Y1=0,003 мм α= 0  =0,004мм =0,004мм(Р − ПР)𝑚𝑎𝑥 = 𝐷𝑚𝑖𝑛 + 𝑧 + 𝐻; 2 (Р − ПР)𝑚𝑖𝑛 = 𝐷𝑚𝑖𝑛 + 𝑧 − 𝐻; 2 (Р − ПР)изн = 𝐷𝑚𝑖𝑛 − 𝑌 ; (Р − ПР)𝑚𝑎𝑥 = 10,036+ 0,003 + 0,0025 = 10,04мм; 2 (Р − ПР)𝑚𝑖𝑛 = 10,036 + 0,003 − 0,0025 = 10,035 мм; 2 (Р − ПР)изн = 10,036 − 0,003 = 10,033 мм. Характеристики калибра рабочего непроходного для отверстия Ø10H9(пробка (Р-ПР)): (Р − НЕ)𝑚𝑎𝑥 = 𝐷𝑚𝑎𝑥 +  ; ;(Р − НЕ)𝑚𝑖𝑛 = 𝐷𝑚𝑎𝑥 − 𝐻 ; 2 (Р − НЕ)𝑚𝑎𝑥 = 10,036 + 0,0025 = 10,037 мм; 2 (Р − НЕ) = 10,036 −  = 10,034 мм. = 10,034 мм.𝑚𝑖𝑛 Отклонения от цилиндричности 𝑇𝑜: 𝑇𝑜 = 0,2 ∙ 𝐻 = 0,2 ∙ 0,0025 = 0,0005 мм 𝑇таб = 2 мкм = 0,0005 мм 𝑜 Шероховатость 𝑅𝑎: 𝑅𝑎 = 0,025 ∙ 𝐻 = 0,025 ∙ 0,0025 = 0,0000625 мм = 0,0625 мкм; 𝑅таб = 0,0625 мкм. 𝑎 Характеристики калибра рабочего проходного вала Ø10d9 (скоба (Р-ПР)): (Р − ПР)𝑚𝑎𝑥 = 𝑑𝑚𝑎𝑥 − 𝑧 + 𝐻1; 2 (Р − ПР)𝑚𝑖𝑛 = 𝑑𝑚𝑎𝑥 − 𝑧 − 𝐻1; 2 (Р − ПР)изн = 𝑑𝑚𝑎𝑥 + 𝑌1 − 𝛼1; (Р − ПР) = 9,96 − 0,003 +0,004/2 = 9,959 мм; 𝑚𝑎𝑥 (Р − ПР) = 9,96 − 0,003 −0,004/2 = 9,955 мм; 𝑚𝑖𝑛 (Р − ПР)изн = 9,96 + 0,003 = 9,963 мм; Характеристики калибра нерабочего проходного вала Ø10d9 (скоба (Р– НЕ)): (Р − НЕ) = 𝑑 +  𝑚𝑎𝑥 𝑚𝑖𝑛 (Р − НЕ) = 𝑑 − 𝑚𝑖𝑛 𝑚𝑖𝑛 (Р − НЕ) = 9,924 +  = 9,926 мм; = 9,926 мм;𝑚𝑎𝑥 (Р − НЕ) = 9,924 − = 9,922 мм..𝑚𝑖𝑛 Отклонение от параллельности 𝑇‖: 𝑇‖ = 0,4 ∙ 𝐻1 = 0,4 ∙ 0,004 = 0,0016 мм 𝑇таб = 0,0016 мм ‖ Шероховатость 𝑅𝑎: 𝑅𝑎 = 0,05 ∙ 𝐻1 = 0,05 ∙ 0,004 = 0,0002 мм = 0,2 мкм; 𝑅таб = 0,2 мкм. 𝑎 Применение: Посадки H/d, D/h-«широкоходовые». Характеризуются большим гарантированным зазором, позволяющим компенсировать значительные отклонения расположения сопрягаемых поверхностей и температурные деформации и обеспечить свободное перемещение деталей или их регулировку и сборку. Посадка Н9/d9 применяется для соединений при невысоких требованиях к точности, для подшипников трансмиссионных валов, для поршней в цилиндрах компрессоров. При установлении значений предельных размеров точность технологического процесса неизвестна. В соответствии с ГОСТ 8.051-81 предельные размеры изменяются на половину допускаемой погрешности измерения, т.е. на 0,5δ Для вала ∅10d9 (–0,036) допускаемая погрешность измерения δ = 0,006 мм. С учетом смещения приемочных границ внутрь интервала допуска на 0,5δ = 0,003 мм определяют предельные отклонения: es′ = es – 0,5δ = 0 – 0,009 = –0,009 мм; ei′ = ei + 0,5δ = –0,036 + 0,009 = –0,027 мм. Таким образом, в технической документации будет указан вал  Предельные размеры, по которым определяется годность элемента детали, будут равны: dmax = 10 + (–0,009) = 9,991 мм; dmin = 10 + (–0,036) = 9,964 мм. 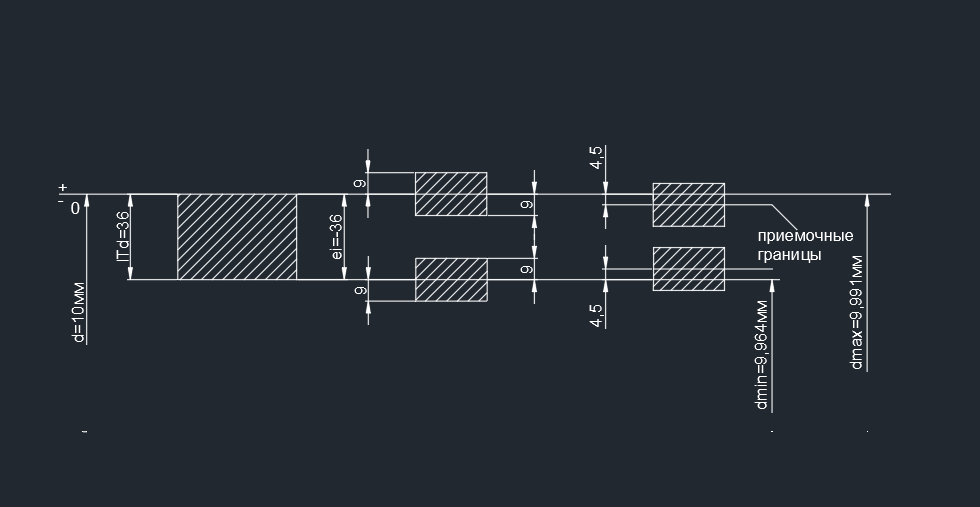 Приемочные границы смещены внутрь интервала допуска на половину допускаемой погрешности измерения (0,5δ) |