ДКР основы экономики производства. Схема сварки в защитных газах
 Скачать 47.37 Kb. Скачать 47.37 Kb.
|

|
5.2. Описание используемого способа сварки на производстве На производстве используется в основном сварка в защитных газах. Это один из распространенных способов сварки плавлением. По сравнению с другими способами он имеет ряд преимуществ, из которых главные: возможность визуального, в том числе и дистанционного, наблюдения за процессом сварки; широкий диапазон рабочих параметров режима сварки в любых пространственных положениях; возможность механизации и автоматизации процесса, в том числе с применением робототехники; высокоэффективная защита расплавленного металла; возможность сварки металлов разной толщины в пределах от десятых долей до десятков миллиметров. Сварка в защитных газах (СЗГ) — общее название разновидностей дуговой сварки, осуществляемой с вдуванием через сопло горелки в зону дуги струи защитного газа. В качестве защитных применяют: инертные (Аr, Не), активные (СO2, O2, N2, Н2) 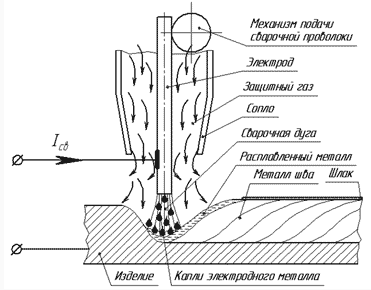 Схема сварки в защитных газах При сварке плавящимся электродом в защитном газе (рисунок 3) в зону дуги, горящей между плавящимся электродом (сварочной проволокой) и изделием через сопло подаётся защитный газ, защищающий металл сварочной ванны, капли электродного металла и закристаллизовавшийся металл от воздействия активных газов атмосферы. Теплотой дуги расплавляются кромки свариваемого изделия и электродная (сварочная) проволока. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов. При сварке низкоуглеродистых и низколегированных сталей для защиты расплавленного электродного металла и металла сварочной ванны чаще всего применяют углекислый газ и смеси аргона с углекислым газом до 30 %. Аргон и гелий в качестве защитных газов применяют только при сварке конструкций ответственного назначения. Сварку в защитных газах выполняют плавящимся и неплавящимся металлическим электродом. В некоторых случаях для сварки используют неплавящийся угольный или графитовый электрод. Этот способ применяют при сварке бортовых соединений из низкоуглеродистых сталей толщиной 0,3 - 2,0 мм (например, канистр, корпусов конденсаторов и т. д.). Так как сварку выполняют без присадки, содержание кремния и марганца в металле шва невелико. В результате прочность соединения составляет 50 - 70% прочности основного металла. При автоматической и полуавтоматической сварке плавящимся электродом швов, расположенных в различных пространственных положениях, используют электродную проволоку диаметром до 1,2 мм, а при сварке швов, расположенных в нижнем положении - проволоку диаметром 0,8 - 1,6 мм. 5.3 Характеристика применяемого сварочного оборудования( аппарутуры)  Сварочный полуавтомат ПДГО-510 Основные особенности ПДГО-510: • плавное регулирование выходного напряжения сварочного источника и скорости подачи электродной проволоки с подающего механизма; • обеспечение стабильной скорости подачи электродной проволоки, что позволяет производить качественную сварку на расстоянии до 30 метров от сварочного источника; • стабильность скорости подачи сварочной проволоки при длине шлейфа горелки от 3 до 5 метров и изгибах шлейфа; • автоматическое управление газовым трактом, сварочным источником и подающим механизмом посредством кнопки на горелке; • режимы сварки: «Длинные швы» (4-х тактный режим) и «короткие швы» (2-х тактный режим); • наличие настраиваемых режимов «мягкий старт», «время растяжки дуги», «продувка газа до и после сварки»; • наличие режимов заправки проволоки и проверки подачи газа; • применение 4-х роликового механизма подачи, обеспечивает повышенное тяговое усилие и возможность работы с горелками длиной до 5м; • универсальное тормозное устройство, соответствует европейским стандартам; • тарированное усилие прижимного устройства; • обеспечивает установку кассеты (диаметром 300мм) с проволокой весом до 15 кг; • в комплекте есть адаптер для установки каркасных сварочных кассет с внутренним диаметром 180 мм; • подача сварочной проволоки может производиться непосредственно с кассеты или с бухты, уложенной на разматывающее устройство; • подключается к любому типу сварочных источников для MIG/MAG сварки производства SELMA; • можно подключить к любому типу сварочных источников других производителей через блок питания БП-02; • возможность установки на турель. Основные технические характеристики ПДГО-510:
5.4. Характеристика применяемых приспособлений и инструмента. Установочные приспособления. Установочные приспособления предназначены для установки детали в нужное положение - точно в такое, в котором она будет находиться в готовом изделии. По функциям и конструктивному исполнению они подразделяются на упоры, угольники, призмы, шаблоны. Упоры служат для фиксации деталей по базовым поверхностям и могут быть постоянными, съемными или откидными (отводными, поворотными). П Угольники служат для установки деталей под определенным (90°, 60°, 30°, 45°) углом друг к другу. Рулетка 5 метров, служит для контрольного измерения расстояниями между деталями. Молоток 1000 грамм, предназначен для правки деталей изделия. Шаблон, изделие предназначено для точного выставления свариваемых деталей. |