Математическое моделирование технологических процессов курсовая работа. Курсовик по математическому моделированию_1. Сталь 50х характеристика области применения и свойств обрабатываемого материала
 Скачать 1.65 Mb. Скачать 1.65 Mb.
|

 Сталь 50Х Сталь 50ХХарактеристика области применения и свойств обрабатываемого материала Твердость НВ *101 =240 МПа. Предел текучести σт=750 МПа. Коэффициент Пуассона μ=0,285. Модуль упругости Е=2,0Е+11 Па. Динамическая твердость НD*101 =1,5* НВ =240*1,5=360 МПа. Плотность стали δ=7810 кг/м3. Применение: валы-шестерни, коленчатые и карданные валы, полуоси, червяки, крышки шатунов, шатуны, звенья конвейерных цепей, другие крупногабаритные средне нагруженные детали. «Моделирование процесса ультразвукового пластического деформирования по схеме УЗО» Характеристика технологии УЗО. Ультразвуковая обработка (УЗО) Ультразвуковая упрочняющее-финишная обработка осуществляется путем прижатия колеблющегося торца излучателя-индентора к поверхности обрабатываемого изделия, совершающего вращательное или возвратно-поступательное движение, таким образом, по всей поверхности, которую надо обработать. Назначение Финишная обработка наружних, внутренних, торцевых, плоских и фасонных поверхностей. Область применения Применяется практически во всех отраслях промышленности и ремонтных мастерских, использующих металлообрабатывающее оборудование. Преимущества Получение высокого класса чистоты, упрочненного поверхностного слоя, снятие остаточных внутренних растягивающих напряжений, формирование сжимающих напряжений. Износостойкость обработанных методом УЗО деталей в 2-3 раза выше, чем после шлифования. Описание модели УЗО. Если при обработке статическми методами ППД (обкатывание шаром или роликом, алмазное выглаживание, поверхностное дорнование и т.д) инструменту сообщают дополнительно ультразвуковые колебания с частотой 18-24 кГц и амплитудой 15-30 мкм, они становятся ударными методами (ультразвуковое обкатывание, ультразвуковое выглаживание и т.д). Модель обработки описывает давление 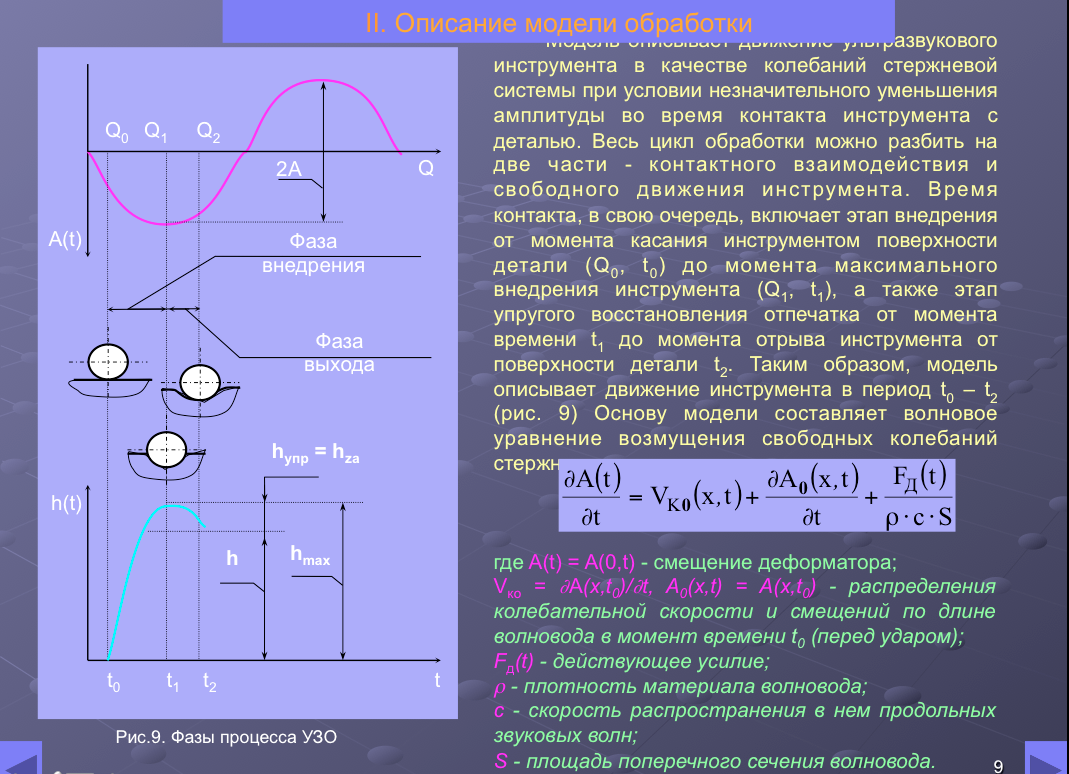 Входные данные. D=10 мм – диаметр деформатора А=6.6 мкм – максимальная амплитуда колебаний. А=2.5 мкм – минимальная амплитуда колебаний. Rzисх=3.2 мкм – шероховатость поверхности до обработки. Ra=2.0 мкм – требуемый параметр шероховатости. f=25 кГц – частота колебаний. L=58 мм – длина обрабатываемой детали d=80 мм – диаметр обрабатываемой детали Классификация и причины возникновения остаточных напряжений.  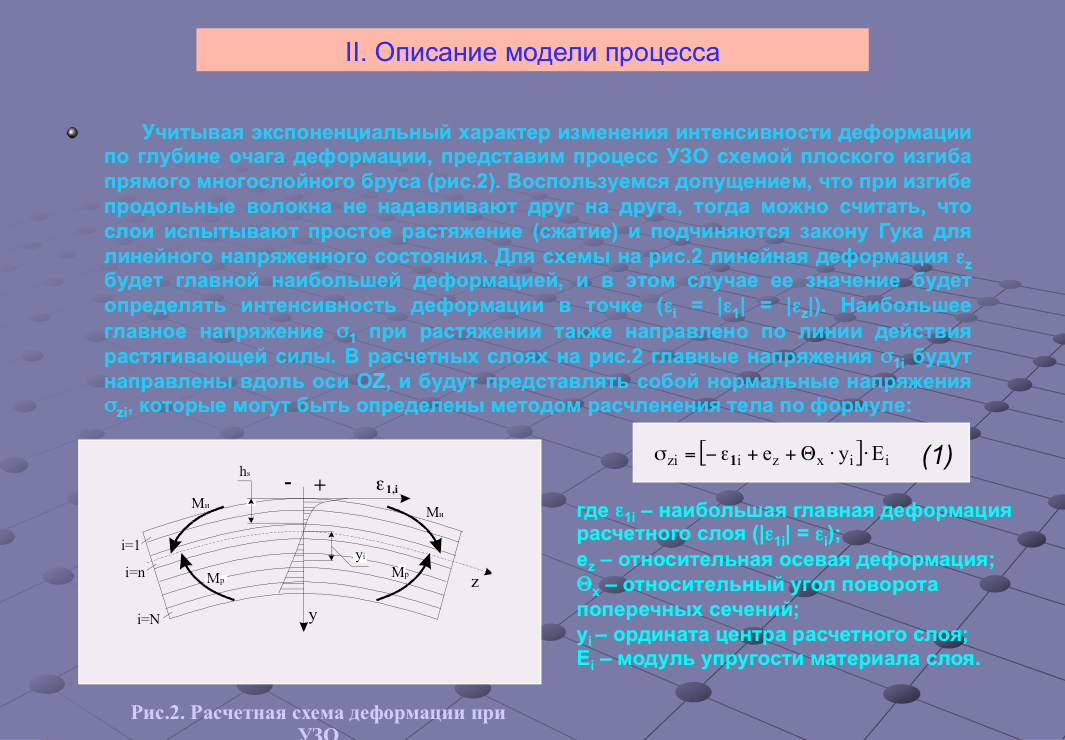  Распечатка результатов расчета по программе. Распечатка результатов расчета по программе.Program of UZO calculating R12= 1E+10 R22 1E+10 V= 0 hia 8.43354E-07 p= 7850 hib 1.962632E-06 c= 5100 hic 3.06872E-06 s= .000225 hid 3.876446E-06 Hb= 3.6E+09 hmax 4.173344E-06 m= .285 Fa 95.38101 E= 2E+11 Fb 221.9683 f= 25000 Fc 347.0638 T= .00004 Fd 438.4153 w= 157079.5 Fmax 471.9937 D= .01 Fct 135.9295 q= 8.201981E-02 K 3.472343 R= .3129459 dotp 4.085753E-04 A= .0000025 Sotp 1.311094E-07 Q0= -60 hza 1.306031E-06 Q1= -55.3111 hzb 1.100159E-06 Q2= -40.6248 hzc 8.162363E-07 t0= -6.666667E-06 hzd 6.773403E-13 t1= 1.579522E-05 FctI 106.2004 t2= 2.324012E-05 FctII -29.72906 tia = 3.159044E-06 tib = 6.318089E-06 tic = 9.477133E-06 tid = 1.263618E-05 tza = 1.579522E-05 tzb = 1.877318E-05 tzc = 2.026216E-05 tzd = 2.324012E-05 R12= 1E+10 R22 1E+10 V= 0 hia 1.011668E-06 p= 7850 hib 2.354144E-06 c= 5100 hic 3.680719E-06 s= .000225 hid 4.649438E-06 Hb= 3.6E+09 hmax 5.005516E-06 m= .285 Fa 114.4168 E= 2E+11 Fb 266.2472 f= 25000 Fc 416.2792 T= .00004 Fd 525.8386 w= 157079.5 Fmax 566.1101 D= .01 Fct 161.7577 q= 8.242191E-02 K 3.499742 R= .2955042 dotp 4.474602E-04 A= .000003 Sotp 1.572528E-07 Q0= -60 hza 1.479151E-06 Q1= -55.28822 hzb 1.248613E-06 Q2= -39.70338 hzc 9.278982E-07 t0= -6.666667E-06 hzd -7.185226E-13 t1= 1.579139E-05 FctI 127.35 t2= 2.300683E-05 FctII -34.40767 tia = 3.158278E-06 tib = 6.316557E-06 tic = 9.474835E-06 tid = 1.263311E-05 tza = 1.579139E-05 tzb = 1.867757E-05 tzc = 2.012066E-05 tzd = 2.300683E-05 R12= 1E+10 R22 1E+10 V= 0 hia 1.179868E-06 p= 7850 hib 2.745334E-06 c= 5100 hic 4.292163E-06 s= .000225 hid 5.4217E-06 Hb= 3.6E+09 hmax 5.836896E-06 m= .285 Fa 133.4398 E= 2E+11 Fb 310.4897 f= 25000 Fc 485.4318 T= .00004 Fd 613.1793 w= 157079.5 Fmax 660.1368 D= .01 Fct 187.4175 q= 8.281913E-02 K 3.52228 R= .281651 dotp 4.831934E-04 A= .0000035 Sotp 1.833713E-07 Q0= -60 hza 1.643968E-06 Q1= -55.26561 hzb 1.390158E-06 Q2= -38.87969 hzc 1.034413E-06 t0= -6.666667E-06 hzd 8.409131E-13 t1= 1.578761E-05 FctI 148.4708 t2= 2.281674E-05 FctII -38.94666 tia = 3.157522E-06 tib = 6.315044E-06 tic = 9.472566E-06 tid = 1.263009E-05 tza = 1.578761E-05 tzb = 1.859926E-05 tzc = 2.000509E-05 tzd = 2.281674E-05 R12= 1E+10 R22 1E+10 V= 0 hia 1.515938E-06 p= 7850 hib 3.526771E-06 c= 5100 hic 5.513433E-06 s= .000225 hid 6.964093E-06 Hb= 3.6E+09 hmax 7.497337E-06 m= .285 Fa 171.4484 E= 2E+11 Fb 398.868 f= 25000 Fc 623.554 T= .00004 Fd 787.6197 w= 157079.5 Fmax 847.9282 D= .01 Fct 238.323 q= .0835995 K 3.557895 R= .2607264 dotp 5.476253E-04 A= .0000045 Sotp 2.355356E-07 Q0= -60 hza 1.954754E-06 Q1= -55.22121 hzb 1.657573E-06 Q2= -37.44323 hzc 1.235751E-06 t0= -6.666667E-06 hzd -6.717311E-13 t1= 1.578019E-05 FctI 190.6285 t2= 2.251991E-05 FctII -47.69448 tia = 3.156038E-06 tib = 6.312076E-06 tic = 9.468115E-06 tid = 1.262415E-05 tza = 1.578019E-05 tzb = 1.847608E-05 tzc = 1.982402E-05 tzd = 2.251991E-05 R12= 1E+10 R22 1E+10 V= 0 hia 1.818034E-06 p= 7850 hib 4.229023E-06 c= 5100 hic 6.610784E-06 s= .000225 hid 8.349888E-06 Hb= 3.6E+09 hmax 8.989171E-06 m= .285 Fa 205.6147 E= 2E+11 Fb 478.2909 f= 25000 Fc 747.6614 T= .00004 Fd 944.3493 w= 157079.5 Fmax 1016.65 D= .01 Fct 283.7469 q= 8.428658E-02 K 3.582948 R= .2467652 dotp 5.996389E-04 A= .0000054 Sotp 2.824029E-07 Q0= -60 hza 2.218215E-06 Q1= -55.18212 hzb 1.884751E-06 Q2= -36.32368 hzc 1.406887E-06 t0= -6.666667E-06 hzd 2.891723E-13 t1= 1.577367E-05 FctI 228.4777 t2= 2.231399E-05 FctII -55.26926 tia = 3.154734E-06 tib = 6.309469E-06 tic = 9.464204E-06 tid = 1.261894E-05 tza = 1.577367E-05 tzb = 1.83898E-05 tzc = 1.969786E-05 tzd = 2.231399E-05 R12= 1E+10 R22 1E+10 V= 0 hia 1.98572E-06 p= 7850 hib 4.61875E-06 c= 5100 hic 7.219712E-06 s= .000225 hid 9.118836E-06 Hb= 3.6E+09 hmax 9.816948E-06 m= .285 Fa 224.5795 E= 2E+11 Fb 522.3679 f= 25000 Fc 816.5295 T= .00004 Fd 1031.315 w= 157079.5 Fmax 1110.27 D= .01 Fct 308.8457 q= 8.466233E-02 K 3.594901 R= .2403364 dotp 6.266402E-04 A= .0000059 Sotp 3.084083E-07 Q0= -60 hza 2.35937E-06 Q1= -55.16074 hzb 2.006638E-06 Q2= -3 tia = 3.154023E-06 tib = 6.308045E-06 tic = 9.462068E-06 tid = 1.261609E-05 tza = 1.577011E-05 tzb = 1.834873E-05 tzc = 1.963804E-05 tzd = 2.221665E-05 R12= 1E+10 R22 1E+10 V= 0 hia 2.220311E-06 p= 7850 hib 5.163884E-06 c= 5100 hic 8.071378E-06 s= .000225 hid 1.019427E-05 Hb= 3.6E+09 hmax 1.097464E-05 m= .285 Fa 251.111 E= 2E+11 Fb 584.021 f= 25000 Fc 912.8506 T= .00004 Fd 1152.943 w= 157079.5 Fmax 1241.202 D= .01 Fct 343.8376 q= 8.518151E-02 K 3.609849 R= .2325153 dotp 6.6256E-04 A= .0000066 Sotp 3.447783E-07 Q0= -60 hza 2.551773E-06 Q1= -55.13121 hzb R12= 1E+10 R22 1E+10 V= 0 hia 2.119796E-06 p= 7850 hib 4.930323E-06 c= 5100 hic 7.706496E-06 s= .000225 hid 9.733523E-06 Hb= 3.6E+09 hmax 1.047866E-05 m= .285 Fa 239.7431 E= 2E+11 Fb 557.606 f= 25000 Fc 871.5834 T= .00004 Fd 1100.835 w= 157079.5 Fmax 1185.107 D= .01 Fct 328.8611 q= 8.495998E-02 K 3.603671 R= .2357179 dotp 6.474151E-04 A= .0000063 Sotp 3.291965E-07 Q0= -60 hza 2.470007E-06 Q1= -55.14 Номограмма режимов УЗО.
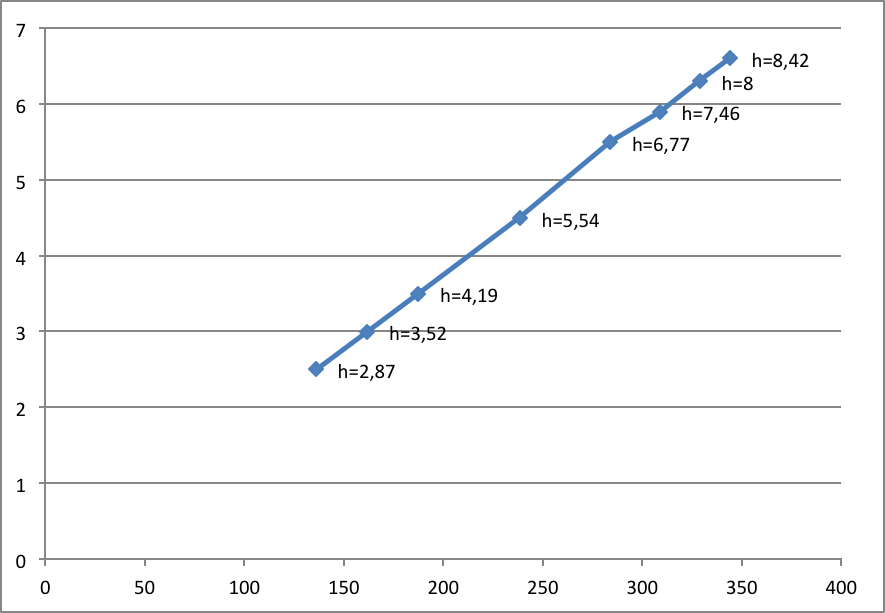 Расчет необходимых режимов обработки и основного времени. Находим остаточную глубину отпечатка, соответствующую заданному значению шероховатости h = 4*Ra=4*2=8 мкм. Выбираем на номограмме режим, обеспечивающий значение h ближайшее к рассчитанному. Получаем А=6,3 мкм, Fct =328,8611 Н, h=8,008653 мкм. Находим параметр Х по формуле для значения h, соответствующего выбранному режиму:  Рассчитаем величину подачи S=2* Х=0,0179 мм/об. Рассчитаем величину скорости обработки V= π *|S|* f =0,0179*10^(-3)*25000*60=84,35 м/мин. Рассчитаем число оборотов детали n = 1000*V /(π*d) =1000*84,35/(3,14*80)=335,625 об/мин. Рассчитаем основное время to = L /(S*n)=58/(0,0179* 335,625)=9,65 мин.Распечатка результатов расчета по программе. Глубина очага деформации hs=0,947 мм. Максимальная интенсивность деформации ei0=0,0328552 При уменьшении толщины пластины граница сжимающих и растягивающих напряжений смещается в сторону центра. Выбираем наименьшую толщину пластины, при которой возможны расчеты. h=4 мм. График распределения остаточных напряжений по толщине пластины.  Δσв = (σв – σrz max) / σв= Схема определения минимального допуска формы.  Из графика Т=0,028 мм. Выводы Смоделировав процесс УЗО, определили режим для получения требуемой шероховатости (Ra=2 мкм). Параметры режима: начальный угол Q0 был принят равным -60, амплитуда колебаний А=6,3 мкм, Fct =328,8611 Н, скорость шпинделя n=335,625 об/мин, подача S=0,0179 мм/об. (в зависимости от станка округлять в меньшую сторону) Время обработки: 9,65 мин. Максимальная глубина внедрения деформатора перекрывает величину исходного параметра шероховатости, что позволяет получить равномерную форму впадин.При ультразвуковом поверхностном пластическом деформировании Стали 50Х с интенсивностью деформации ei0=0,0328552 и глубиной очага деформации hs=0,947 мм было установлено, что максимальное сжимающее напряжение для различной толщины не меняется и составляет 750 МПа. Максимальная кривизна поверхности для образца толщиной 4 мм и длиной 100 мм составляет Т=0,018 мм. |