Контрольная работа по материаловедению. Решение 1-5. Температура критических точек стали 70
 Скачать 121.3 Kb. Скачать 121.3 Kb.
|

|
Назначьте температуру закалки, охлаждающую среду и температуру отпуска пружин из стали 70. Опишите сущность происходящих превращений, микроструктуру и свойства стали после термической обработки. Температура критических точек стали 70. Ac1 = 730 С, Ac3(Acm) = 743 С, Ar3(Arcm) = 727 С, Ar1 = 693 С. Режим термической обработки пружин из стали 70. Температура закалки - 800-1100 С Охлаждающая среда - вода или масло Температура отпуска - 420-520 С При достижении температуры Ас1 в стали начинается превращение перлита в аустенит. Кристаллы аустенита зарождаются преимущественно на межфазных поверхностях раздела феррита с цементитом. Полиморфное превращение идет с более высокой скоростью, поэтому по завершении превращения аустенит сохраняет неоднородность по углероду, для устранения которой требуется время. Поскольку в каждой перлитной колонии зарождается несколько центров кристаллизации аустенита, превращение при температуре Ас1 сопровождается измельчением зерна стали. Число зарождающихся кристаллов аустенита возрастает с увеличением дисперсности перлита и скорости нагрева. Закаленная на мартенсит сталь имеет невысокий предел упругости. Он заметно повышается при отпуске, когда образуется структура троостита. В этой структуре феррит из-за сильного фазового наклепа имеет высокую плотность малоподвижных дислокаций, которые блокируются карбидными частицами. Поэтому троостит отличается стабильной структурой. Так же обеспечивается повышение пластичности и вязкости, что важно для снижения чувствительности к концентраторам напряжений и увеличения предела выносливости. Пружины и рессоры испытывают в работе многократные знакопеременные нагрузки и после снятия нагрузки должны полностью восстанавливать свои первоначальные размеры. Достаточно хорошей пластичности, высокими пределами упругости и выносливости и высокой релаксационной стойкостью, а при работе в агрессивных средах. Не менее важны для металла пружин и рессор также технологические свойства — малая склонность к росту зерна и обезуглероживанию в процессе термической обработки, глубокая прокаливаемость, низкая критическая скорость закалки, малая чувствительность к отпускной хрупкости. Высокие свойства (максимальные пределы упругости и выносливости) пружины и рессоры имеют при твердости HRC 40—45 (структура—троостит), которая достигается после закалки (с равномерным и полным мартен ситным превращением по всему объему металла) и среднего отпуска при 400—500° С (в зависимости от стали). Охлаждают пружины в масле. Охлаждать пружины в воде во избежание появления трещин не рекомендуется. В случае необходимости закалки в воде выдержка должна быть не более 1—З сек, с последующим охлаждением в масле. Перед отпуском пружины очищают от масла промывкой в содовом растворе или тщательной протиркой в опилках. Не удаленное с пружин масло при отпуске вспыхивает я изменяет условия отпуска, что приводит к неравномерному нагреву и заниженной твердости. Отжиг крайних витков производится в свинцовой ванне или же на точилах при их заправке. Крупные пружины перед отпуском надевают на трубы для устранения коробления. Для изготовления резцов выбрана сталь Р6М5. Укажите состав и определите группу стали по назначению. Назначьте и обоснуйте режим термической обработки, объяснив влияние легирования на превращения, происходящие при термической обработке данной стали. Опишите микроструктуру и главные свойства резцов после термической обработки. Химический состав стали Р6М5: C: 0,82 – 0,9 % ; W: 5,5 – 6,5 %; Mo: 4,8 – 5,3 %; Cr: 3,8 – 4,4 % ; V: 1,7 – 2,1 %; Co:не более 0,5 %; S:не более 0,025 %; P: не более 0,03 %; Si: не более 0,5 %; Mn: не более 0,5 %; Ni: не более 0,4 %. Сталь относится к инструментальным материалам (быстрорежущие стали) Быстрорежущие стали сочетают высокую теплостойкость (600-650 °С в зависимости от состава и обработки) с высокими твердостью до 68–79 HRC, износостойкостью при повышенных температурах и повышенным сопротивлением пластической деформации. Для обеспечения красностойкости сталь легируют большим количеством вольфрама в сочетании с молибденом и ванадием. Кроме этих элементов все быстрорежущие стали легированы хромом, а некоторые кобальтом. Применяемые быстрорежущие стали делят на три группы: стали нормальной производительности, повышенной и высокой производительности. Стали нормальной производительности характеризуются пониженной теплостойкостью (615–620 °С). К ним относятся: вольфрамовые стали (Р9, Р12, Р18), вольфрамомолибденовые (Р6М5, Р6М3, Р8М3 и др.), безвольфрамовые (9Х6М3Ф3АГСТ, 9Х4М3Ф2АГСТ и др.). Сталь Р6М5 в основном вытеснила стали Р18, Р12 и Р9 и нашла применение при обработке цветных сплавов, чугунов, углеродистых и легированных сталей, а также некоторых теплоустойчивых и коррозионно-стойких сталей. Применяется для всех видов режущего инструмента при обработке углеродистых и легированных конструкционных сталей. Предпочтительно для изготовления резьбонарезного инструмента и инструмента работающего с ударными нагрузками. Термическая обработка: Закалка: T = 1210 – 1230 С Отпуск: T = 550 С В качестве предварительной обработки выбираем карбидный отпуск, применяемый для быстрорежущих сталей с целью улучшения её обрабатываемости пластической деформацией и устранения растрескивания при холодной вырубке тонких заготовок (дисковых фрез, мелких метчиков). При отпуске сталь нагревают до 730-760 С с выдержкой в течении 1-1,5 часов, при этом часть мелких карбидов растворяется. Последующее быстрое охлаждение (в масле или воде) фиксирует это состояние, что повышает пластичность, стали и несколько снижает предел текучести. 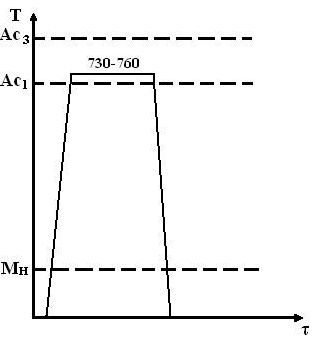 Карбидный отпуск (предварительная термическая обработка) В качестве окончательной термической обработки мы выбираем закалку с последующим трёхкратным отпуском. 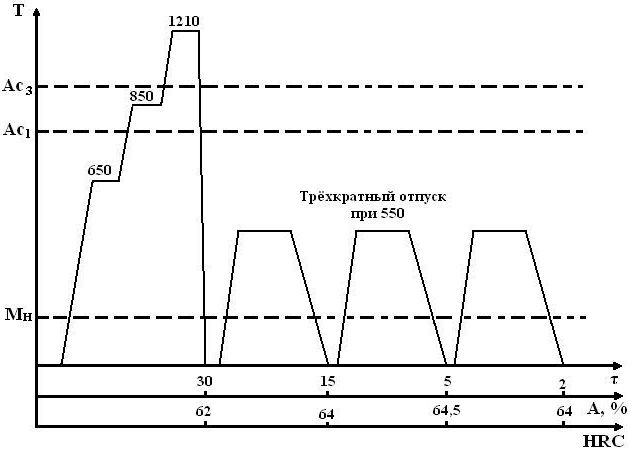 Закалка и трёхкратный отпуск (окончательная ТО) Высокая скорость нагрева в соляных печах-ваннах может вызвать значительные внутренние напряжения, деформацию и образование трещин. Поэтому рекомендуется применять ступенчатый нагрев под закалку для инструментов из быстрорежущих сталей. Нагрев проводим с двумя подогревами: первый – при 650 С с составом соляной ванны: 50% KCl и 50% Na2CO3; второй – при 850 С с составом соляной ванны: 30% KCl и 70% BaCl2. Окончательный нагрев также проводим в соляной ванне, состав которой 100% BaCl2 при 1210 С. Охлаждение при закалке проводим в масле, во избежание выделения карбидов. При многократном отпуске из остаточного аустенита (Аост) выделяются карбиды, легированность аустенита уменьшается, и он претерпевает мартенситное превращение. Отпуск производится при температуре 550С, с выдержкой в течении 1 часа и охлаждением на воздухе до 200С. В качестве дополнительной обработки мы выбрали низкотемпературный отпуск для снятия напряжений после шлифования и заточки без снижения твёрдости, а также повышения стойкости инструмента при резании. Режим дополнительного отпуска режущего инструмента: нагрев до температуры 240-260 С и выдержка в течении 1-4 часов. 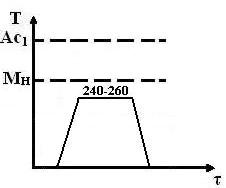 Низкотемпературный отпуск (дополнительная термическая обработка) Характеристики резцов после термообработки: Сталь имеет повышенную склонность к обезуглероживанию, повышенную вязкость, хорошее сопротивление износу, хорошую шлифуемость. Твёрдость быстрорежущей стали марки Р6М5 после термической обработки составляет 64 HRC. В структуре стали остаётся приблизительно 2% остаточного аустенита, который немного снижает твёрдость стали и вызывает внутренние напряжения за счёт того, что аустенит и мартенсит в пространстве занимают разные объёмы. Твердость HB 10 -1 = 255 МПа Микроструктура закаленной стали состоит из легированного мартенсита, остаточного аустенита (до 30%) и карбидов. После отпуска количество остаточного аустенита уменьшается до 2–3%, твердость увеличивается. 
Для некоторых деталей (щеки барабанов, шары дробильных мельниц и т.п.) выбрана сталь 110Г13. Укажите состав и определите группу стали по назначению. Назначьте режим термической обработки и обоснуйте его выбор. Опишите микроструктуру стали и причины ее высокой износоустойчивости. Химический состав в % материала 110Г13Л
Назначение: сталь для отливок легированная с особыми свойствами. Высокая вязкость аустенита, наряду с достаточной прочностью и износоустойчивостью, делает сталь 110Г13Л незаменимым материалом для деталей, работающих на износ и удар одновременно. Из стали изготавливают зубья черпаков экскаваторов, траки гусениц тракторов, трамвайные крестовины, детали камнедробилок и другие, где трение сопровождается ударами и большими давлениями При абразивном износе, когда наклеп отсутствует, сталь 110Г13Л не имеет существенных преимуществ в отношении износоустойчивости перед другими сталями той же твердости. Выбор режима термической обработки. Для отливок с толщиной стенок менее 100 мм: - посадка в печь при температуре 600 С, выдержка при 600 С — 2 ч; - нагрев до 1050— 1100 °С; выдержка при 1050—1200 С — 3 ч, - закалка в холодной проточной воде при температуре 25 С. Одним из обязательных условий предотвращения поломок деталей является высокая ударная вязкость стали, которая достигается правильной термической обработкой. Структура литой стали 110Г13Л до термической обработки состоит из аустенита и карбидов. Такая сталь обладает низкой ударной вязкостью и не может применяться для деталей, работающих в условиях значительных удельных давлений и ударных нагрузок (щеки барабанов, шары дробильных мельниц). При закалке стали структура становится полностью аустенитная, резко повышаются механические свойства стали. Низкая температура нагрева стали под закалку, недостаточная выдержка ее при температуре нагрева приводят к неполному растворению карбидов, и механические свойства не достигают требуемых значений. Очень высокая температура нагрева стали под закалку, чрезмерно длительная выдержка ее при температуре нагрева приводят к росту зерна стали и ухудшению ее вязкости. Медленная скорость охлаждения при закалке приводит к некоторому выделению карбидов из аустенита и к понижению свойств стали. Повышенная, но недостаточно большая скорость охлаждения позволяет предотвратить выделение крупных карбидов. Но при такой скорости на границах зерен выделяются очень мелкие карбиды, заметные под микроскопом лишь в виде толстых границ зерен. Такие границы резко понижают пластические свойства стали и при работе детали в условиях значительных напряжений приводят к поломке, которая происходит обычно после некоторого периода эксплуатации, когда деталь частично износится. Оптимальным интервалом температуры нагрева под закалку является 1050—1100 °С - это обеспечивает полностью аустенитную структуру стали.. Однако с увеличением толщины тела закаливаемой детали увеличиваются размеры карбидов и затрудняется их растворение, поэтому для производственных деталей с толстыми стенками наиболее рациональной температурой нагрева нужно считать 1100°С. Медленная скорость охлаждения отливок из стали 110Г13Л при закалке приводит к выделению карбидов по границам зерен и внутри их. Мелкие карбиды на границах зерен приводят охрупчиванию стали, значительно понижая ее ударную вязкость. С увеличением толщины стенки отливки скорость охлаждения ее средней части понижается и охрупчивание интенсивно увеличивается. Высокая упрочняемость стали 110Г13Л есть результат наклепа (искажение кристаллической решетки, дробление блоков мозаики). При равной степени деформации блоки мозаики в стали дробятся в большей степени, чем в других, в том числе и аустенитных сталях. Для изготовления деталей в авиастроении применяется сплав МЛ5. Расшифруйте состав сплава, укажите способ изготовления деталей из данного сплава и опишите характеристики механических свойств этого сплава. Классификация: Магниевый литейный сплав Химический состав в % (ГОСТ 2856 – 79)
Сплав МЛ5 применяется: для изготовления отливок в песчаные и оболочковые формы, в кокиль и под давлением нагруженных деталей средней и сложной конфигурации, предназначенных для работы в атмосферных условиях с умеренным климатом с предельной рабочей температурой эксплуатации до +150 °C (длительно), до +250 °C (кратковременно); деталей авиастроения (деталей управления, детали крыльев, ферм шасси, корпусов агрегатов и приборов); товаров народного потребления (корпусов фотоаппаратов, кинокамер, биноклей). Сплав МЛ5 имеет хорошие литейные, высокие механические и технологические свойства. Алюминий и цинк повышают механические свойства сплава (причем влияние алюминия сказывается сильнее, чем цинка), а марганец улучшает коррозионную стойкость. Для снижения окисляемости в сплав вводят бериллий (до 0,002 % при литье в песчаные формы и кокиль и до 0,01 % при литье под давлением). Способ изготовления деталей - методами фасонного литья. Детали из магниевых сплавов защищают от коррозии неорганическими пленками и лакокрасочными покрытиями. Детали, предназначенные для работы в особо трудных условиях, подвергают анодированию (или фосфатированию), грунтовке и окраске. Особое внимание уделяют защите мест контактов магниевых деталей с др. сплавами. При проектировании литниково-прибыльных систем для фасонного литья учитывают легкую окисляемость магниевых сплавов в жидком состоянии, значит, усадку, малую теплоемкость и скрытую теплоту плавления по сравнению с алюминиевыми сплавами, малый уд. вес (1,76—1,84 г/см3 в зависимости от состава) и, следовательно, малое металлостатич. давление, повышенную горячеломкость, склонность к образованию микрорыхлот, меньшую жидкотекучесть. Литниковая система строится по принципу расширяющегося потока металла, т. е. постепенного увеличения площадей сечения основных элементов системы от стояка к отливке. Механические свойства при Т=20oС материала МЛ5 .
Твердость МЛ5: HB 10 -1 = 25 МПа Полиамиды. Опишите их состав, свойства и область применения в машиностроении. Полиамиды — пластмассы на основе линейных синтетических высокомолекулярных соединений, содержащих в основной цепи амидные группы амидов —CONH—. Среди марок полиамидов, выпускаемых промышленностью, наиболее известны: Полиамид–6 ([–NH–(CH2)5–CO–]n) Полиамид–12 ([–NH–(CH2)1–CO–]n) Полиамид–6.6 ([–NH–(CH2)6–NH–CO–(CH2)4–CO–]n) Полиамид–6.10 ([–NH–(CH2)6–NH–CO–(CH2)8–CO–]n) Полиамид–6.12 ([–NH–(CH2)6–NH–CO–(CH2)10–CO–]n) Основная часть полиамидов — частично кристаллические термопластические полимеры, которые отличаются высокой прочностью, жесткостью и вязкостью, а также стойкостью к воздействию внешней среды. Большая часть свойств объясняется наличием амидных групп, которые связаны между собой с помощью водородных связей. Ряд свойств полиамидов зависит от их кристаллического устройства, в частности от содержания воды. Полиамиды взаимодействуют с окружающей средой обратимо впитывая влагу, при этом вода собирается в аморфных областях полиамида. Так, например в окружении воздуха, полиамид 6 принимает примерно 2,5 — 3,5 % воды, а полиамид 610 около 0,5 %. Влагопоглощение полиамидов напрямую влияет на их долговечность и морозостойкость. Различные марки полиамидов имеют разную подверженность влиянию ультрафиолетовых лучей, поскольку имеют различный химический состав. Свойства полиамидов:
Полиамиды обладают повышенной по сравнению с другими термопластами гигроскопичностью. Некоторые полиамиды могут поглощать из окружающей среды до 10% (масс.) воды. Это вызывает осложнения при переработке и применении полиамидов, поскольку наличие влаги в полимере влияет не только на большинство его свойств, но и на стабильность размеров изделия. Твердость полиамида чрезвычайно чувствительна к изменению влажности, поскольку это свойство характеризует главным образом поверхностные слои полимера, в которых обычно наблюдается наибольшие колебания концентрации влаги. Литье под давлением является, несомненно, самым распространенным и перспективным способом переработки полиамидов в изделия. По технологическим свойствам промышленные полиамиды, перерабатываемые литьем под давлением, отличаются от других термопластов следующими показателями: низкой вязкостью, высокой температурой расплава; узким температурным интервалом переработки; чувствительностью к влаге; резким переходом из твердого состояния в жидкое. В машиностроении полиамиды наиболее часто применяются как конструкционный материал и могут содержать следующие добавки: стекловолокно — армирующий материал, увеличивает прочность на разрыв, повышает стойкость к изгибающим нагрузкам, снижает стойкость к ударным нагрузкам; углеволокно — легкий армирующий материал, повышает ряд основных прочностных характеристик, значительно увеличивает хрупкость; тальк — увеличивает прочность на разрыв и изгиб, снижает коэффициент трения, снижает ударную вязкость; графит — повышает теплопроводность, значительно снижает коэффициент трения; дисульфид молибдена — снижает коэффициент трения, в отличии от графита хорошо удерживается в массе полиамида; масло — применяется при производстве Капролона со сниженным коэффициентом трения. Полимер используют для производства различных втулок, роликов, амортизаторов, сайлентблоков, вставок, антивибрационных подкладок и тому подобных изделий. Список использованной литературы 1. Гуляев А.П. Металловедение: учеб. для вузов / А.П. Гуляев. - 6-еизд., перераб. и доп. - М.: Металлургия, 1986. – 542 с. 2. Лахтин Ю.М. Материаловедение: учеб. для вузов / Ю.М. Лахтин, В.П. Леонтьева. - 3-еизд., перераб. и доп. - М.: Машиностроение, 1990. – 528 с. 3. Термическая обработка в машиностроении: Справочник / Под ред. Ю.М. Лахтина, А.Г. Рахштадта. М.: Машиностроение, 1980. – 783 с. 4. Технология пластмасс на основе полиамидов. У.Е. Нельсон; /под редактурой А.Я. Малкиной – Москва, издательство «Химия», 1979 год. 5. Энциклопедия полимеров 3 том. /Под ред. В.А. Каргина и др. - М.: Советская энциклопедия, 1972 год. 6. Сайт http://www.poliamid.ru/ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||