Улучшение обрабатываемости за счет использования эффективных смазочноохлаждающих жидкостей и способов их подвода.
 Скачать 99.57 Kb. Скачать 99.57 Kb.
|

 Московский Государственный Технический Университет им. Н.Э. Баумана Реферат. Тема: «Улучшение обрабатываемости за счет использования эффективных смазочно-охлаждающих жидкостей и способов их подвода.» Выполнил: Вольская А.С. Группа: МТ3-52 Проверил: Ярославцев В.М. Москва, 2017 Смазочно-охлаждающая жидкость (СОЖ) — обобщённое наименование разнообразных жидких составов, используемых главным образом при обработке металлов резанием или давлением. Наиболее распространенные СОЖ — нефтяные масла (обычно с противоизносными и противозадирными присадками) и их 3-10% водные эмульсии. Часто в отношении СОЖ применяют более корректный технический термин жидкое смазочно-охлаждающее технологическое средство (СОТС). Классификация СОЖ:
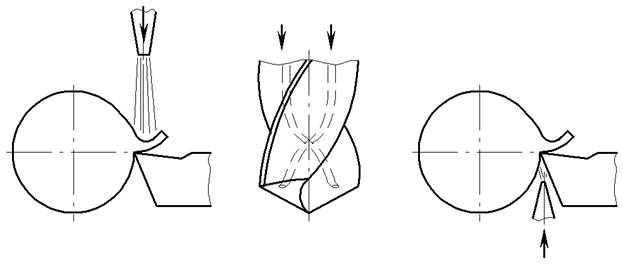
Назначение (применение) СОЖ: В самом термине заложены основные назначения использования СОЖ — охлаждать и смазывать. Современные технологии обработки материалов, оборудование высокой мощности позволяют проводить интенсивные процессы резания, выдавливания, прокатки, штамповки, сверления, шлифования и другие. Подводимая высокая мощность, высокие статические и динамические нагрузки вызывают разогрев деформируемых материалов, что может приводить к снижению качества обработки, к порче инструмента, оснастки и оборудования. Использование СОЖ позволяет снижать температуру в зоне обработки до приемлемой за счёт теплообмена и, достаточно часто, за счёт парообразования. Наличие у СОЖ смазывающих свойств снижает трение в зоне обработки, фрикционный износ инструмента, значительно снижает вероятность задира и повреждения поверхностей обрабатываемых деталей и инструмента. В общем случае использование СОЖ позволяет увеличить интенсивность технологических процессов, производительность труда и оборудования, повысить качество продукции. Современные СОЖ могут представлять сложные физико-химические системы, содержать добавки и присадки различного назначения: антикоррозионные, противоизносные, противозадирные, биоцидные и другие. Способы подвода СОЖ в зону резания. Эффективность влияния СОЖ на процесс резания зависит не только от ее свойств, но и от способа подвода СОЖ к зоне обработки.
 Достоинствами метода является простота и надежность. Достоинствами метода является простота и надежность. Недостатками – сильное разбрызгивание жидкости при высоких скоростях резания; невозможность наблюдения за местом обработки; большой расход жидкости и ее постепенный нагрев. Недостатками – сильное разбрызгивание жидкости при высоких скоростях резания; невозможность наблюдения за местом обработки; большой расход жидкости и ее постепенный нагрев.
При таком способе подвода улучшаются условия удаления стружки из отверстия. При использовании подвода СОЖ по внутренним каналам к твердосплавной пластине токарного резца можно использовать замкнутую циркуляционную систему с насосом и холодильником, что значительно уменьшает расход СОЖ. Этот же способ используется и для подвода СОЖ в зону шлифования через поры шлифовального круга за счет центробежных сил от пустотелой оправки, на которой закреплен круг.
Этот способ охлаждения особенно эффективен для резцов из быстрорежущей стали. Их стойкость возрастает в 3-7 раз по сравнению со стойкостью при охлаждении свободно падающей струей, и в 10-20 раз – при резании без охлаждения. К недостаткам этого метода следует отнести трудность обеспечения точного направления струи в зону резания, сложность защиты от брызг, необходимость оснащения станка специальным насосом. Охлаждение распыленной жидкостью. При этом способе охлаждения СОЖ с помощью сжатого воздуха распыляется и в виде тумана с большой скоростью (до 300 м/с) подается в зону резания. Расход жидкости очень мал, а стойкость инструмента повышается в 2-4 раза по сравнению с охлаждением свободно падающей струей. Кроме того, не требуется точное направление струи на зону обработки. Распыленная жидкость представляет собой прозрачную смесь мельчайших капелек жидкости с воздухом. Распыленная жидкость оказывает повышенное смазочное и охлаждающее действие. Механизм действия распыленной СОЖ следующий. На выходе из сопла смесь жидкости и воздуха расширяется, следовательно, температура ее снижается. Распыленные частицы жидкости, попадая на разогретую поверхность металла, легко испаряются, интенсивно поглощая дополнительное тепло. Распыленная жидкость, имея меньшую вязкость, легче проникает в микротрещины. Охлаждающий и смазочный эффект увеличивается. Недостатком этого способа является слишком громкий свист истекающей струи воздуха. Литература:
|