лр3 сборки и сварки днища. Задача работы разработать карту эскизов на технологический процесс сборки и сварки окраек днища резервуара объёмом 10 000 м 3
 Скачать 141.72 Kb. Скачать 141.72 Kb.
|

|
лабораторная работа Разработка карты эскизов на технологический процесс сборки и сварки днища резервуара Цель работы разработать карты эскизов для технологического процесса сборки и сварки окраек днища резервуара . Задача работы: разработать карту эскизов на технологический процесс сборки и сварки окраек днища резервуара объёмом 10 000 м3. ТЕОРЕТИЧЕСКАЯ ЧАСТЬ Днища резервуаров объемом от 2000 м3 и более должны иметь центральную часть и утолщенные кольцевые окрайки. Все листы центральной части днища указанных резервуаров должны иметь номинальную толщину не менее 4 мм, исключая припуск на коррозию. Кольцо из листов окраек должно быть круговой формы с внешней стороны, внутренняя граница окраек может иметь форму правильного многоугольника с числом сторон, равным числу листов окрайки. Радиальная ширина окрайки должна обеспечивать расстояние между внутренней поверхностью стенки и швом приварки центральной части днища не менее 300 мм. Технологический процесс сборки и сварки днища с окрайками различается в зависимости от способа изготовления центральной части днища. При рулонировании центральной части днища схема сборки следующая: Монтируются окрайки днища, собирая стыки между ними на остающейся подкладке с зазором клиновидной формы, равным у периферии 4 - 6 мм, а у другого конца стыка 10 - 12 мм. Стыки закрепляются гребенками. Стыки свариваются на длине 200 - 250 мм в местах будущего примыкания стенки. Монтируются рулонированные полотнища центральной части днища резервуара. Свариваются соединения между полотнищами днища только на площади, закрываемой впоследствии днищем плавающей крыши (понтона), не доваривая концы стыков на 2 м. После приварки на днище плит под опорные стойки и испытания сварных соединений днища резервуара на герметичность, монтируют полотнища плавающей крыши (понтона). Соединения между ними не доваривают по концам на длину 2 м; После сборки и сварки первого пояса стенки выполняется его приварка к собранным окрайкам, то есть выполняется уторный шов. После сварки пояса с окрайками зазор в стыках окраек становится нормальным и стыки сваривают по всей их длине. Затем собирают полотнища днища резервуара с окрайками и приваривают их. В последнюю очередь заканчивают сварку соединений между полотнищами, которые оставляли не сваренными; При полистовом методе сборке последовательность следующая: Сначала монтируют окрайки, затем центральную часть днища. Листы укладывают полосами от центра днища к периферии, соблюдая минимальный размер нахлестки 30 мм. Сборку листов между собой осуществляют с помощью сборочных приспособлений. Разделку кромок в узлах стыковки выполняют, как указано на слайде. К сварке днища приступают после закрепления листов днища на прихватках, за исключением соединений периферийных листов с примыкающими к ним листами. В целях получения минимальной деформации после разбивки днища на отдельные зоны (четверти) рекомендуется последовательно сваривать: листы в зонах; зоны между собой; соединения периферийных листов между собой на участках, несколько больших их нахлестки на окрайки; кольцевое соединение периферийных листов с окрайками; оставшиеся соединения периферийных листов между собой; периферийные листы со всей средней частью днища. При сварке днищ резервуаров из отдельных листов без окраек после сварки листов в зонах переводят нахлесточные соединения между периферийными листами на их краях на длине 200 - 250 мм в стыковые и заваривают эти участки на подкладках. Затем собирают первый пояс стенки, сваривают вертикальные швы, приваривают пояс к периферийным листам днища, после чего заваривают соединения между периферийными листами и в последнюю очередь сваривают периферийные листы со всей средней частью днища. Стыковые соединения окраечных листов днищ следует выполнять механизированной сваркой по одному из следующих вариантов: проволокой сплошного сечения в углекислом газе или смеси газов; самозащитной порошковой проволокой; порошковой проволокой в углекислом газе или смеси газов. Стыки кольца окраек следует сваривать одновременно нескольким сварщикам, расположенным в диаметрально противоположных частях днища и выполнять сварку по часовой стрелке. Последовательность и схемы выполнения сварных швов окраечных листов днища представлены на схемах рис. 1 и 2. В зависимости от толщины окраечных листов днища сварной шов следует выполнять в 2…3 слоя. Схема выполнения шва в два слоя представлена в НТД. Сварку стыков следует выполнять технологическими участками длиной по 200…400 мм со смещением начала каждого участка прохода на 25…30 мм. Нормативно-технические документы, регламентирующие требования к РВС:ГОСТ 31385-2016 "РЕЗЕРВУАРЫ ВЕРТИКАЛЬНЫЕ ЦИЛИНДРИЧЕСКИЕ СТАЛЬНЫЕ ДЛЯ НЕФТИ И НЕФТЕПРОДУКТОВ. Общие требования" ВСН 311-89 "МОНТАЖ СТАЛЬНЫХ ВЕРТИКАЛЬНЫХ ЦИЛИНДРИЧЕСКИХ РЕЗЕРВУАРОВ ДЛЯ ХРАНЕНИЯ НЕФТИ И НЕФТЕПРОДУКТОВ ОБЪЕМОМ от 100 до 50000 м3" РУКОВОДСТВО ПО БЕЗОПАСНОСТИ ВЕРТИКАЛЬНЫХ ЦИЛИНДРИЧЕСКИХ СТАЛЬНЫХ РЕЗЕРВУАРОВ ДЛЯ НЕФТИ И НЕФТЕПРОДУКТОВ. Утв. приказом Федеральной службы по экологическому, технологическому и атомному надзору от 26 декабря 2012 г. N 780 ГОСТ 17032-2010 "РЕЗЕРВУАРЫ СТАЛЬНЫЕ ГОРИЗОНТАЛЬНЫЕ ДЛЯ НЕФТЕПРОДУКТОВ. Технические условия" Практическое задание Раскрой кромок выбирается в соответствии с толщиной металла, размерами конструкции, а также в соответствии с особенностями сварки данной стали. При сварке стали 09Г2С высоких требований к наименьшему проплавлению основного металла и к меньшему разбрызгиванию металла ванны не предъявляется. При сварке обечайки и приварке к ней полусферического днища производить Х-образную раскройку кромок нецелесообразно, т к доступ к обеим сторонам детали не может быть обеспечен. Исходя из данных условий, наиболее целесообразным при сварке полусферического днища к обечайке является односторонний раскрой кромок (С19): 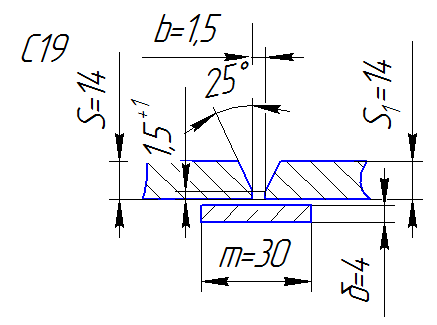 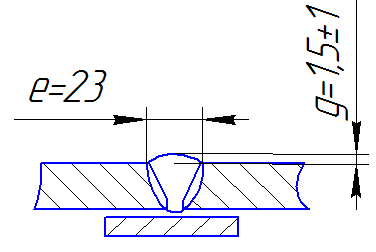 Рис. 13 При приварке штуцеров к сосуду применяем одностороннюю раскройку кромок (Т7): 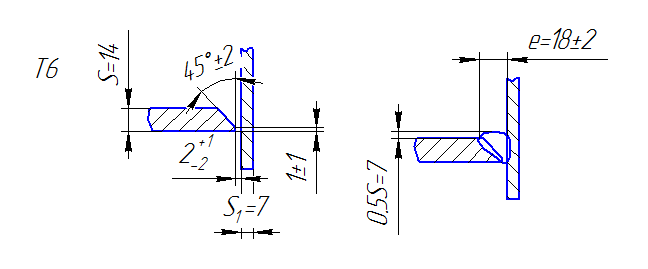 Рис. 14 При приварке накладных листов к обечайке, опорных лап к накладным листам скос кромок не производим. Перед началом сварки необходимо проверить правильность раскроя кромок, и по необходимости, произвести очистку от окалин или ржавчины, а так же обезжирить. Стыки конструкций по мере сборки закрепляют прихватками – короткими сварными швами для фиксации взаимного расположения подлежащих сварке деталей. Прихватки размещают в местах расположения сварных швов, за исключением мест их пересечения. Порядок наложения швов выбирается в зависимости от длины шва. Длина шва при сварке обечайки более 1000 мм следовательно применяем обратноступенчатый способ наложения швов (см.1, стр.120). Длину шва принимаем 300 – 350 мм (рис. 15).  Рис. 15 Для сварки кольцевых швов днищ выбираем следующую последовательность, длину швов принимаем 800 мм (рис. 16): 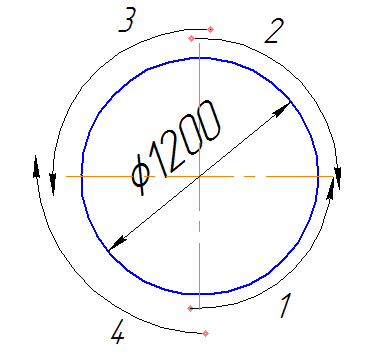 Рис. 16 При выполнении швов фланца с патрубком и патрубка с обечайкой, используем последовательность наложения швов при сварке неповоротных стыков труб одним сварщиком (рис. 17), длину шва принимаем 350 мм. 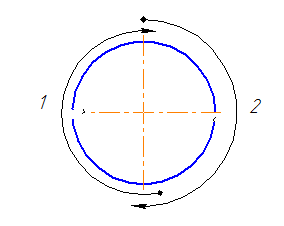 Рис. 17 Для сварки лап применяем способ выполнения сварных швов по коротким длинам (см.2, стр.20),  Рис. 18 таким же способом привариваем накладной лист к обечайке. Длина прихватки может быть до 100 мм при расстоянии между ними 100-1000 мм, минимальный отпуск от края шва 10 мм. Прихватки придают жесткость конструкции и препятствуют перемещению деталей от усадки при сварке, что может привести к образованию трещин, особенно в элементах большой толщины. Наложения прихваток выполнить согласно схеме: 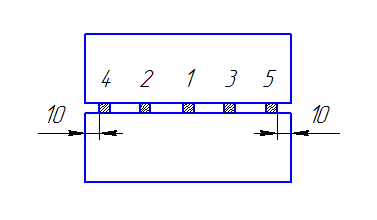 Рис. 19 При сварке обечайки с днищем сначала положения днищ фиксируют при помощи 6 прихваток в соответствии со схемой:  Рис. 20 Сборка-сварка конструкции будет состоять из следующих операций: Операция 005(заготовительная): 1. После поступления проката со склада необходимо его проверить на внешние повреждения. 2. При помощи погрузчика прокат поставляется для резки на заготовки. 3. Резка проката на заготовки при помощи переносной газорезальной машины SECATOR, а также гидравлической гильотины Q12Y. 4. Проверка точности заготовок при помощи измерительных инструментов. 5. Вырезка отверстий под штуцера при помощи переносной газорезальной машины SECATOR . 6. Подготовка кромок обечайки (рис. 7), тщательно очищаем металл от ржавчины, масла, окалины, влаги и различного рода неметаллических загрязнений, шлифовальной машинкой Uragan MWS-125-950. Операция 010 (вальцовочная): 1. Вальцовка заготовки обечайки на гидравлических вальцах METALMASTER серии FDR 3080H. Операция 015 (сборочно-сварочная): 1. Погрузка заготовки обечайки на струбцины (рис. 21). 2. Стяжка кромок обечайки, с выдержкой зазора 4+2 мм. 3. Прихватить шов №1, lпр.= 60мм, кол-во прихваток 5, Lпр.= 300 мм, выдержав размер b = 1,5+2мм,  . (Прихватки согласно схеме на рис 20) . (Прихватки согласно схеме на рис 20)4. Проверка качества прихватки внешним осмотром. 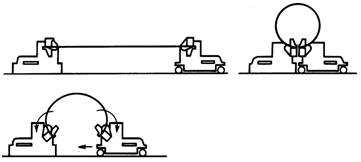 Рис. 22 5. Сварка обечайки, шов №1:  (сварщик 5-6 разряда), согласно выбранной схеме наложения швов. (Сварка согласно схеме на рис 16) (сварщик 5-6 разряда), согласно выбранной схеме наложения швов. (Сварка согласно схеме на рис 16)6. Проверка качества шва внешним осмотром. Операция 020 (подготовительная): 1. Подготовка кромок полусферического днища (рис. 7), тщательно очищаем металл от ржавчины, масла, окалины, влаги и различного рода неметаллических загрязнений, шлифовальной машинкой Uragan MWS-125-950. Операция 025 (сборочно-сварочная): 1. Установить обечайку на роликовый вращатель RPA 1500. 2. Установить полусферическое днище на роликовый вращатель, для поддержки днища использовать винтовые прижимы на тележках (рис. 22), а также наружный центратор. 3. Прихватить шов № 2: lпр.= 60мм, кол-во прихваток 6, выдержав размер b= 1,5+2мм,  согласно схеме порядка наложения прихваток. (Прихватки согласно схеме на рис 20) согласно схеме порядка наложения прихваток. (Прихватки согласно схеме на рис 20)4. Проверка качества прихваток внешним осмотром. 5. Сварить шов №2:  согласно выбранной схеме наложения швов. (Сварка согласно схеме на рис 16) согласно выбранной схеме наложения швов. (Сварка согласно схеме на рис 16) Рис. 23 6. Проверка качества шва внешним осмотром. Операция 030 (подготовительная): Подготовка кромок полусферического днища шлифовальной машинкой Uragan MWS-125-950, на рабочем столе сварщика, в соответствии с выбранной раскройкой шва №3 (рис. 8). Операция 035 (сборочно-сварочная): 1.Установить обечайку на роликовый вращатель RPA 1500. 2. Установить полусферическое днище на роликовый вращатель, для поддержки днища использовать винтовые прижимы на тележках (рис. 22), а также наружный центратор. 3. Прихватить шов № 3: lпр.= 60мм, кол-во прихваток 6, выдержав размер b= 1,5+2мм, согласно схеме порядка наложения прихваток. (Прихватки согласно схеме на рис 20)4. Проверка качества прихваток внешним осмотром. 5. Сварить шов № 3: 1-й проход  2-й проход согласно выбранной схеме наложения швов. (Сварка согласно схеме на рис 16) 2-й проход согласно выбранной схеме наложения швов. (Сварка согласно схеме на рис 16) Рис. 24 Операция 040 (сборочно-сварочная): 1. Подготовка кромок патрубков и фланцев шва № 4 (рис. 9). 2. Прихватить шов № 4: lпр.= 30мм, кол-во прихваток 2, выдержав размер b= 1мм, согласно схеме порядка наложения прихваток.3. Приварка патрубка к фланцу, шов № 4:  (Прихватки согласно схеме на рис 17) (Прихватки согласно схеме на рис 17)4. Проверка качества шва внешним осмотром. Операция 045 (сборочно-сварочная): 1. Подготовка кромок для приварки штуцеров к днищам, в соответствии с выбранной раскройкой шва № 5 (рис. 10).  Рис. 25 3. Прихватить шов № 5: lпр.= 30мм, кол-во прихваток 2, выдержав размер b= 1мм, согласно схеме порядка наложения прихваток. (Прихватки согласно схеме на рис 17)2. Сварить шов № 5: 1-й проход 2-й проход  согласно выбранной схеме наложения швов. согласно выбранной схеме наложения швов. 3. Проверка качества шва внешним осмотром. Операция 050 (сборочно-сварочная): 1. Подготовка кромок для приварки накладных листов к обечайке, шов № 6 (рис. 11). 2. Прихватить шов № 6: lпр.= 20мм, кол-во прихваток 2, выдержав размер b= 0+1,5мм, согласно схеме порядка наложения прихваток.3. Свариваем накладные листы к обечайке: (Сварка согласно схеме на рис 18)4. Проверка качества шва внешним осмотром. Операция 055 (сборочно-сварочная): 1. Подготовка кромок для приварки накладных листов к обечайке, шов № 7 (рис. 12).  Рис. 26 2. Прихватить шов № 7: lпр.= 20мм, кол-во прихваток 2, выдержав размер b= 0+1,5мм, согласно схеме порядка наложения прихваток.3. Приварка опорных лап, шов № 7:  . (Сварка согласно схеме на рис 18) . (Сварка согласно схеме на рис 18)4. Проверка качества шва внешним осмотром. Операция 060: Предъявить конструкцию работнику ОТК. Выводы В ходе выполнения лабораторной работы была выполнена и оформлена карта эскизов к комплекту технологических документов на сборку и сварку окраек днища резервуара вертикального стального. |