1. 1 Инструктаж по тб и пб
 Скачать 441.89 Kb. Скачать 441.89 Kb.
|

|
1.1 Инструктаж по ТБ и ПБ  (наименование организации) ЖУРНАЛ регистрации инструктажа на рабочем месте электромонтеры (наименование подразделения) Начат _____________ 2021г. Окончен ___________ 2021 г.
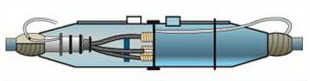
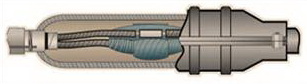
2.1Характеристика предприятия и её деятельность АОА Агрокомплекс «Калининский» осуществляет деятельность более 2 лет. Адрес (место нахождения) юридического лица: 412483, Саратовская область, Калининский район, город Калининск, улица Первомайская, д. 9, оф. 1. Организации присвоен ОГРН 1186451004420.Согласно основному ОКВЭД деятельность осуществляется в области «Разведение свиней» Другие дополнительные деятельности «деятельность по складированию и хранению продукции» На территории находятся следующие объекты: Колбасный цех; Пред убойный цех; МЖЦ –Мясожировой цех; Трансформаторная будка 3.1 Прокладка и соединения электрических проводов и кабелей 1. Ответвительное соединение проводов зажимом Кабеля можно соединять также специальными соединителями. Это отрезки трубы, вкоторых нарезана резьба и вкручены болты. Соединители есть разъёмные, в которых болты выкручиваются, и неразъёмные. В неразъёмных соединителях головки болтов срываются после зажима. Есть также соединители, рассчитанные на соединение проводов и кабелей разного сечения. Кабеля в соединители вставляются встык, навстречу друг другу. Соединители, используемые на воздушных линиях электропередач, состоят из двух половин, соединяющихся болтами. Провода укладываются в специальные пазы навстречу, параллельно друг другу, после чего обе половины зажимаются болтами.  Рисунок 3.1 – Ответвительное соединение проводов зажимом 2. Ремонтное соединение высоковольтных кабелей муфтой Соединение и присоединение силовых кабелей выполняют с помощью кабельной арматуры, муфт и концевых заделок. Соединительные муфты служат для герметизации участков соединения токопроводящих жил кабелей и защиты их от механических воздействий. Соединительные переходные муфты служат для соединения кабелей с различными типами изоляции (например, кабеля с бумажной изоляцией с кабелем с пластмассовой изоляцией)
Рисунок. 3.2 - Соединительные муфты: а – соединительная эпоксидная муфта типа СЭФ; б – свинцовая соединительная муфта СС 3. Соединение проводов клеммной колодкой При выборе соединительной колодки прежде всего следует учитывать величину тока, который будет проходить через место соединения, а также требуемое количество монтажных клемм в гребенке. Как правило, процесс соединения проводников не вызывает каких-либо затруднений даже у электриков-любителей. 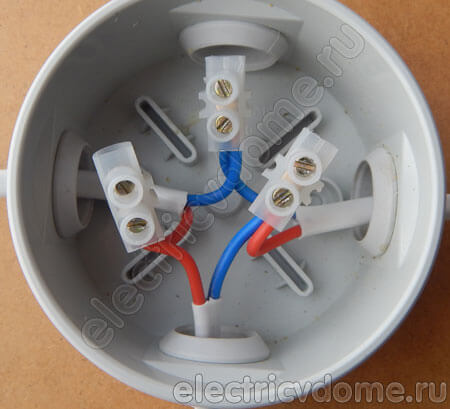 Рисунок 3.3 - Клемная корбка Монтаж действительно очень прост: берете колодку с требуемым размером ячейки, отрезаете нужное количество секций, вставляете жилы внутрь клеммной ячейки и при помощи винтов зажимаете каждый из соединяемых проводников. Затягивать винты фиксации жил следует с достаточно умеренным усилием. Естественно, предварительно с концов соединяемых проводников следует снять изоляцию (вполне достаточно снять около 5 мм изоляции), а саму поверхность токопроводящей жилы тщательно зачистить. Большим преимуществом таких колодок является то, что в зависимости от условий монтажа каждый сегмент можно отрезать. Правда, здесь есть один нюанс: в такой колодке, я бы не рекомендовал зажимать алюминий. При затягивании алюминиевую жилу можно передавить самим винтом. 4. Неразборное соединение проводов скруткой Причины ненадежности соединения скруткой и способы борьбы с ними Технические недостатки скрутки – прямое следствие высоких рисков получения большого контактного сопротивления с его неконтролируемым увеличением с течением времени. Это определяется появлением оксидной пленки, дополненным перемещением проводов при механическом воздействии на сращиваемые кабели. Приемы по устранению указанных недостатков основаны на устранении исходных причин. Так скорость формирования оксидной пленки с ее высоким удельным сопротивлением снижается применением герметичной изоляции. Рост сопротивления за счет уменьшения площади контакта при перемещении подавляется плотным прижатием проводов друг к другу. 5. Неразборное соединение проводов с помощью гильз Опрессовкой называют способ соединения проводов с помощью специальных гильз. Внешне они похожи на обыкновенные трубки и выполняют функцию соединительного механизма. 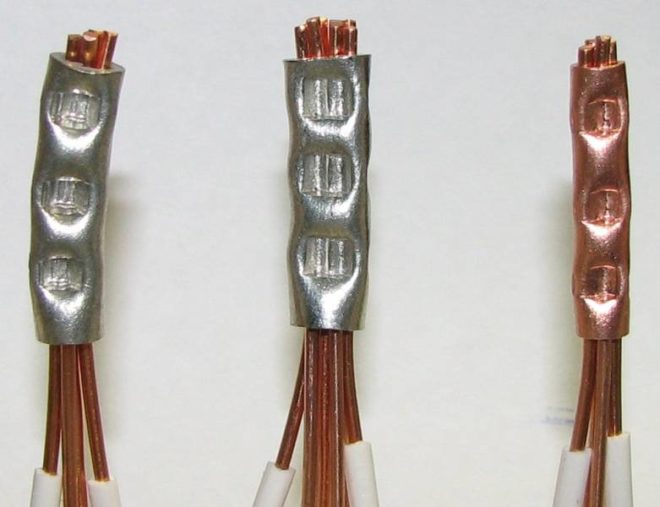 Рисунок 4.1 – Соединение проводов при помощи гильз Жилы проводов, которые подлежат соединению, заводят в трубку с двух противоположных концов, обжимают пресс-клещами и получают в результате прочный и надёжный электрический узел. Трубка сжимается в двух или трёх местах, в зависимости от её длины и сечения коммутируемых проводников. Соединяемые жилы и гильза совместно подвергаются деформации. В этот момент происходит сжим и сдавливание трубкой токопроводящих поверхностей проводников. За счёт этого жилы взаимно сцепляются, что даёт надёжный электрический контакт. Затем место соединения изолируется. Чаще всего этот метод используют в ситуациях, когда нет возможности применить другой вид соединения. Например, для сварки обязательно необходимо присутствие электричества, чтобы можно было подключать сварочный аппарат. При работах в маленькой распределительной коробке неудобно располагать болтовое соединение, зажим «орех» или клеммную колодку. Да и с паяльником дотягиваться под потолок к распредкоробке тоже не очень удобно. Вот в таких случаях и выручает обжимка проводов с помощью гильз. 4.1 Проверка сопротивления изоляции жил и кабеля Приборы и средства измерения сопротивления изоляции кабеляС помощью этого прибора произведенного фирмой Sonel можно не только снять замеры показателей сопротивления кабельных линий, шнуров, проводов, электрооборудования (трансформаторы, выключатели, двигатели и т.п), но и определить замер уровня изношенности и уровня увлажненности изоляции. Стоит отметить, что именно прибор MIC-2500 включен в государственный реестр разрешенных для измерения сопротивления изоляции. Согласно инструкциям прибор MIC-2500 должен проходить ежегодную государственную поверку. После процедуры поверки на прибор наносят голограмму и штамп, которые подтверждают прохождение поверки. В штампе указывается информация о дате плановой поверки и серийный номер измерительного прибора.  Рисунок 4.1 – Мегаомметор MIC-2500 Измерение сопротивления изоляции, как для высоковольтных кабелей, так и для низковольтных кабелей осуществляется мегаомметром на напряжение 2500 (В). А контрольные кабели измеряются при напряжении 500-2500 (В). Каждый кабель имеет свои нормы сопротивления изоляции. Согласно ПТЭЭП и ПУЭ. Высоковольтные силовые кабели выше 1000 (В) — сопротивление изоляции должно достигать показателя не ниже 10 (МОм) Низковольтные силовые кабели ниже 1000 (В) — сопротивление изоляции не должно достигать отметки ниже 0,5 (МОм) Контрольные кабели — сопротивление изоляции не должно опускаться ниже 1 (МОм) 5.1 Техническое обслуживание трехфазного асинхронного электродвигателя Техническое обслуживание электродвигателя Перед пуском вновь установленного или отремонтированного электродвигателя место, где он установлен, очищают от мусора, пыли, грязи, затем тщательно осматривают доступные внутренние части двигателя, нет ли в нем посторонних предметов, продувают сухим сжатым воздухом при давлении не выше 0,2МПа. Измеряют сопротивление изоляции, контролируют состояние наружных болтовых соединений и, если нужно, подтягивают их, осматривают подводящие кабели и затяжку заземляющих болтов, проверяют соответствие напряжения сети напряжению, указанному на щитке электродвигателя, проворачивают ротор вручную, контролируют правильность сопряжения валов электродвигателя и приводимого механизма Центровку валов проводят по центровочным скобам. Результаты замера радиальных и осевых зазоров наносят на круговую диаграмму центровки. Замеры выполняют при четырех положениях валов, т.е. оба вала одновременно поворачивают на 90, 180, 270 градусов так, чтобы центровочные скобы заняли последовательно боковые правое, нижнее и боковое левое положения. После каждого поворота на 90 градусов валы отжимают вдоль оси в разные стороны до упора галтелей шеек валов в торцы подшипников. После каждого связанного с центровкой перемещения машины фундаментные болты туго затягивают. Осмотры находящихся в эксплуатации электродвигателей, систем их управления и защиты проводят по графику, утвержденному главным энергетиком предприятия. Осмотр и проверку исправности заземления проводят ежедневно (при наличии дежурного). При осмотре электродвигателей, рассчитанных на напряжение до 10кВ(синхронных и асинхронных), контролируют температуру подшипников, обмоток, корпусов, нагрузки, вибрацию. Проверяют чистоту машин, помещения, охлаждающей среды, работу подшипников и щеточного аппарата, исправность ограждений. Измерение температуры подшипников производят методом термометра. У подшипников качения измеряют температуру на внешнем кольце в момент остановки машины, у подшипников скольжения – температуру вкладыша или масла, у подшипников скольжения с принудительным смазыванием - температуру вкладыша или выходящего масла. Если электрическая машина имеет со стороны привода общий с присоединенным механизмом подшипник, конструктивно принадлежащий этому механизму, то измерение температуры этого подшипника не входит в объем испытаний электрической машины. Более высокая температура допускается в случае применения специальных подшипников качения или специальных сортов масел при соответствующих вкладышах для подшипников скольжение. 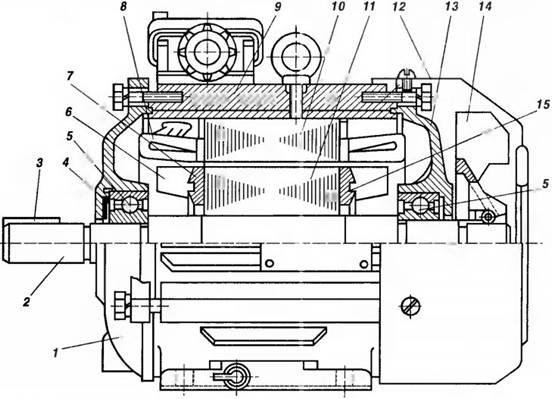 Рисунок 5.2 - Конструкция трехфазного асинхронного двигателя с короткозамкнутым ротором: 1-вал;2,6-подшипники;3,7-подшипниковые щиты;4-коробка выводов;5-вентилятор; 8-кожух вентилятора;9-сердечник ротора с короткозамкнутой обмоткой;10-сердечник статора с обмоткой;11-корпус;12-лапы 6.1 Выполнения лужения, пайки, изолирования электрических проводов и кабелей Паяние – процесс получения неразъёмного соединения различных металлов при помощи расплавленного промежуточного металла, плавящегося при более низкой температуре, чем соединяемые металлы. Паяние широко применяется в различных отраслях промышленности. В электропромышленности и приборостроении паяние является в ряде случаев единственно возможным методом соединения деталей. К преимуществам пайки относятся: – незначительный нагрев соединяемых частей (сохранность структуры и механических свойств металлов); – чистота соединения, не требующая в большинстве случаев последующей обработки; – сохранение размеров и форм деталей; – достаточно высокая точность соединения; Современные способы позволяют паять углеродистые, легированные и нержавеющие стали, цветные металлы и их сплавы. Припой – промежуточный сплав или металл, применяемый при пайке.   рисунок 6.1 - Соединение с помощью гильз рисунок 6.1 - Соединение с помощью гильз Припои должны обладать свойствами: – иметь температуру плавления ниже температуры плавления спаиваемых металлов; – в расплавленном состоянии, взаимодействуя с защитной средой, флюсом или в вакууме хорошо смачивает паяемый материал и легко растекаться по его поверхности; – обеспечивать достаточно высокие характеристики (прочность, пластичность и герметичность) паяемого соединения; – с паяемыми материалами не образовывать коррозийно-нестойкой пары; – иметь коэффициент температурного расширения, близкий к коэффициенту паяемого материала; Лужение – покрытие поверхности припоем. Применяется для защиты подготовленных болтовых соединений или пайки поверхности. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||