диплом. DIPLOM Антон. 1. 1 Назначение и описание конструкции изделия, выбор марки материала и сортамента поставки
 Скачать 0.89 Mb. Скачать 0.89 Mb.
|

Точение чистовое h10 Точение тонкое h7 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

| Маршрут | Т, мм | Rz, мм | h, мм | ∆ɛ, мм | ɛy, мм | zmin, мм | zmax, мм | Dmin, мм | Dmax мм |
| Точение черновое 13 квалитет | 0,87 | 0,1 | 0,05 | 0,02 | 0,001 | 0,853 | 1,023 | 155,74 | 155,39 |
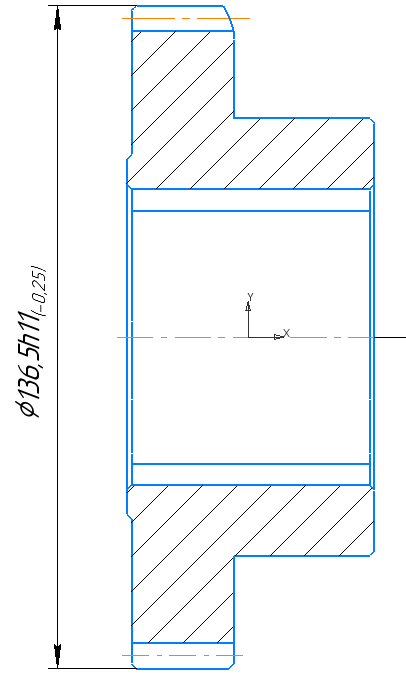
| Точение получистовое h11 | 0,27 | 0,025 | 0,025 | - | 0,0007 | 0,42 | 0,59 | 136,25 | 136,5 |
Определяют минимальный припуск zmin, мм, по формуле (2.3)
Точение черновое h13

Точение получистовое h11

Определяют максимальный припуск zmax, мм, по формуле (2.4)
Точение черновое
2zmax =0,853 +0,87 – 0,27 = 1,023.
Точение получистовое
2zmax =0,42 +0,27 – 0,1 = 0,59.
Определяют минимальный диаметр Dmin i-1,мм, по формуле (2.5)
Точение получистовое
Dmin i-1 =136,25.
Точение черновое
Dmin i-1 = 136,25+0,853=137,103.
Определяют максимальный диаметр Dmax, мм, по формуле (2.6)
Точение получистовое
Dmax i-1 = 136,5.
Точение черновое
Dmax i-1 = 136,5+1,023=137,523 мм.
2.6 Расчет режимов резания на две операции.
005 Комплексная операция
0051 Токарная программная
Обточить поверхность Ø136,5h11(-0,25)
Патрон 7100-0031 ГОСТ 2675-80 тип 1, D250
Резец контурный правый с ромб. пл. из тв. сплава ГОСТ 24996-81 Определяют глубину резания t, мм, по формуле [10]

где h=3.7 мм-припуск на операцию

Назначают оборотную подачу
 ,
, , по формуле [10]
, по формуле [10] 0,08.
0,08.Определяют скорость резания
 ,
,  , по формуле [10]
, по формуле [10] 
где
 =350-коэффициент,учитывающий материал заготовки и вид его обработки;
=350-коэффициент,учитывающий материал заготовки и вид его обработки;m=0.2; y=0.35; x=0.15-показатели степени [5,стр.256,табл.10];
Т=60-стойкость резца, мин [5,стр.256,табл.10];
t=1,85-глубина резания, мм [5,стр.256,табл.10];
=0,08-оборотная подача, мм/об [5,стр.256,табл.10]; -общий поправочный коэффициент на скорость резания, определяют по формуле [11]
-общий поправочный коэффициент на скорость резания, определяют по формуле [11] (2.9)
(2.9)где
 -коэффициент учитывающий качество обрабатываемого материала,
-коэффициент учитывающий качество обрабатываемого материала,определяют по формуле[5]

где
 =1 [5,стр.262,табл.2];
=1 [5,стр.262,табл.2]; Мпа [5,стр.262,табл.2];
Мпа [5,стр.262,табл.2];  [5,стр.262,табл.2].
[5,стр.262,табл.2].
 =1,0-коэффициент учитывающий состояние поверхности заготовки
=1,0-коэффициент учитывающий состояние поверхности заготовки[5,стр.263,табл.5];
 =0,65-коэффициент, учитывающий конкретную марку инструментального материала [5,стр.263,табл.5].
=0,65-коэффициент, учитывающий конкретную марку инструментального материала [5,стр.263,табл.5].

Определяют частоту вращения шпинделя n,об/мин, по формуле [11]
Корректируют частоту вращения по паспорту станка [5,стр.420]
nкор=800 мин-1
Определяют силу резания
 , Н, по формуле [11]
, Н, по формуле [11] (2.12)
(2.12)где
 =200-коэффициент [5,стр.273,табл.22];
=200-коэффициент [5,стр.273,табл.22]; y=0.75;х=1;-показатели степени [5,стр.273,табл.22];
 -коэффициент, учитывающий фактическое условие резания
-коэффициент, учитывающий фактическое условие резания , (2.13)
, (2.13)где
 -коэффициент, определяют по формуле [5,стр.273,табл.22]
-коэффициент, определяют по формуле [5,стр.273,табл.22] 
где n=0.75-показатель степени [5,стр.273,табл.21];

 -коэффициенты [5,стр.275,табл.23].
-коэффициенты [5,стр.275,табл.23].
 1.04.
1.04.
Определяют мощность резания
 , по формуле [11]
, по формуле [11] 
Делают проверку мощности [5]

где
 - мощность шпинделя станка, кВт, определяют по формуле [11]
- мощность шпинделя станка, кВт, определяют по формуле [11] , (2.16)
, (2.16)

Условие выполнено.
005 Комплексная с ЧПУ
0052 Токарная программная
Патрон 7100-0031 ГОСТ 2675-80 тип 1, D250
Резец проходной упорный с мех. креплением пластин Т15К6 ГОСТ 20872-80 Определяют глубину резания t, мм, по формуле [10] (2.7)
Назначают оборотную подачу
, , по формуле [10] 0,08.Определяют скорость резания
, , по формуле [10] (2.8) -общий поправочный коэффициент на скорость резания, определяют по формуле [10] (2.9)где
-коэффициент учитывающий качество обрабатываемого материала,определяют по формуле [10] (2.10)
=1,0-коэффициент учитывающий состояние поверхности заготовки[5,стр.263,табл.5];
=0,65-коэффициент, учитывающий конкретную марку инструментального материала [5,стр.263,табл.5]. Определяют частоту вращения шпинделя n,об/мин, по формуле [11] (2.11)
Корректируют частоту вращения по паспорту станка [5,стр.420]
nкор=1200 мин-1
Определяют силу резания
, Н, по формуле [11] (2.12) -коэффициент, учитывающий фактическое условие резания [11] (2.13)где
-коэффициент, определяют по формуле [5,стр.273,табл.22] -коэффициенты [5,стр.275,табл.23]. 1.04. Определяют мощность резания
, по формуле [11] (2.15) Делают проверку мощности [5]
где
- мощность шпинделя станка, кВт, определяют по формуле [11] (2.16) 2.7 Расчёт норм времени на две операции
005 Комплексная с ЧПУ 0051 Токарная программная
На поверхности Ø136,5h11(-0,25)
Определяют основное время
 ,мин, по формуле [15]
,мин, по формуле [15] 
где L-величина хода резца, мм, определяют по формуле [15]
 (2.18)
(2.18)где l=21 мм-длина обработки на 1 установе;
Y=2 мм-величина врезания;
△=3 мм-величина перебега;

Определяют вспомогательное время
 ,мин, по формуле
,мин, по формуле (2.19)
(2.19)где
 =0,16-вспомогательное время на установку и снятие детали на двух установах, мин, [8,карта 2, стр. 32];
=0,16-вспомогательное время на установку и снятие детали на двух установах, мин, [8,карта 2, стр. 32]; =0,15-время на проход, связанное с переходом на двух установах, мин, [8,карта 18,лист 1,стр.64];
=0,15-время на проход, связанное с переходом на двух установах, мин, [8,карта 18,лист 1,стр.64]; =1,18-время на измерение на двух установах, мин ,
=1,18-время на измерение на двух установах, мин ,[8,карта 18,лист 4,стр.188];
 -время на приемы, не выполняемые в комплексе, мин,
-время на приемы, не выполняемые в комплексе, мин, [8,карта 18,стр69];
-открыть/закрыть оградительный щиток-0,02 мин;
-включить обороты шпинделя-0,07;
-установить и снять инструмент-0,5;
=0,6.
Определяют штучное время,
 ,мин, по формуле [15]
,мин, по формуле [15] 
где
 =4%-время на обслуживание рабочего места,%, [8,карта 19,стр.71];
=4%-время на обслуживание рабочего места,%, [8,карта 19,стр.71]; =4%-время на отдых и личные потребности, время перерывов, %, [8,карта 88,стр.203].
=4%-время на отдых и личные потребности, время перерывов, %, [8,карта 88,стр.203].
Определяют штучное-калькуляционное время,
 ,мин, по формуле [15]
,мин, по формуле [15] 
где
 -подготовительно-заключительное время [8,карта 23,стр.85];
-подготовительно-заключительное время [8,карта 23,стр.85];n=209 шт.-размер партии запуска деталей.
005 Комплексная с ЧПУ 0052 Токарная программная
На поверхности Ø90h7 (-0,035)
Определяют основное время
,мин, по формуле [15] (2.17) где L-величина хода резца, мм, определяют по формуле [15] (2.18)
где l=21 мм-длина обработки на 1 установе;
Y=2 мм-величина врезания;
△=0 мм-величина перебега;

3 Конструкторская часть
3.1 Техническое обоснование выбора станочного приспособления для обработки детали на программную операцию
3.1.1 Технологическая оснастка
Данное приспособление является горизонтально - протяжным применяют для протягивания заготовки на протяжном станке
По целевому назначению – приспособление станочное «Протяжное»
По степени специализации – приспособление специализированное наладочное приспособление.
По степени механизации и автоматизации – приспособление автоматизированное, т.к. зажим заготовки происходит за счёт перемежения шпинделя станка.
Приспособление горизонтально – протяжной состоит из следующих элементов:
Установочный элемент - протяжка, определяющая положение детали в приспособление;
Зажимной элемент протяжка, которая прижимает деталь во время обработки;
Направляющий элемент - втулка, которая направляет режущий инструмент;
Корпус приспособления - Фланец;
Принцип работы данного приспособления:
Обработка производится на горизонтально - протяжном станке 7Б56.
-Заготовку устанавливают в нужном положение на протяжку: через протягиваемое отверстие проходит хвостовик протяжки по направляющей втулке, закреплённой во фланце станка. Протяжка крепится в патрон с помощью вилки. Фланец крепится в патроне станка с помощью 4 винтов М16. Протяжку устанавливают в переходник станка, который крепится в шпинделе станка. Происходит процесс протягивания.
3.1.2 Расчет погрешности базирования при установке и закрепления обрабатываемой заготовки на диаметр 52

Определяют максимальный зазор S max, мм, по формуле
S max= D max – d min, (3.1)
где D max – максимальный диаметр отверстия;
d min – минимальный диаметр вала
Максимальный размер отверстия D max ,мм, определяют по формуле
D max= D ном + ES, (3.2)
где D ном – номинальный диаметр отверстия, D ном = 52
ES – верхнее отклонение, ES = +0,03
D max= 52 +0,03=52,03.
Минимальный диаметр вала d min ,мм, определяют по формуле
d min = d ном + ei, (3.3)
где d ном – номинальный диаметр вала, d ном = 52
ei– нижнее отклонение вала, ei = -0,06
d min = 52 + (-0,06) = - 51,94.
Определяют максимальный зазор S max, мм
S max= 52,03 – 51,94 = 0,09.
Максимальный зазор S max ,погрешность базирования находится в допустимом пределе.
3.1.3 Расчет сил резания при протягивании
Силу резания при протягивании Рz, H, определяют по формуле
 [1, с.300], (3.4)
[1, с.300], (3.4)где Р - сила резания на 1 мм длины лезвия зуба протяжки, Н, зависящая от обрабатываемого материала и величины подачи Sz,
P=71 H,при Sz=0.01
∑ B - наибольшая суммарная длина лезвий всех одновременно работающих режущих зубьев, мм.
Наибольшую суммарную длину лезвий определяют по формуле
 , (3.5)
, (3.5)где В – периметр резания, мм.
B=50
Zi – макс. число одновременно работающих режущих зубьев, шт. Zi=5
Zc - число зубьев в секции протяжки при прогрессивной схеме резания, шт, (при профильной или генераторной схемах резания Zc - 1 шт).
Число одновременно режущих зубьев протяжки вычисляют по формуле

 , (3.6)
, (3.6)где I — длина обрабатываемой поверхности, мм ;
t - шаг режущих зубьев, мм.
Определяют шаг t, мм
t=1.5*√50=10.6.
Zi=50/10.6=5.
Вычисленное значение Zi округляют до ближайшего целого числа. Проверяют условие:
Подставляют данные в формулы:
∑B=50*5/1=250.
Pz=71*250=17750.
3.1.4 Выбор зажимных устройств
Зажимным устройством в данном приспособлении является протяжка
Сила на усилие зажима, определяется по формуле
W=Pz, (3.7)
W=17750, H.
3.2 Техническое обоснование выбора режущего, вспомогательного и измерительного инструмента
3.2.1 Операция 0051 Токарная программная
Приспособление Патрон 7100-0031 ГОСТ 2675-80 тип 1, исп.1, D250
Режущий инструмент
Резец контурный правый с ромб. пл. из тв. сплава ГОСТ 24996-81;
Вспомогательный инструмент
Державка В1-40х20х55,
3.2.2 Операция 0052 Токарная программная
Приспособление Патрон 7100-0031 ГОСТ 2675-80 тип 1, исп.1, D250
Режущий инструмент
Резец проходной упорный с мех. креплением пластин Т15К6 ГОСТ 20872-80;
Резец канавочный левый Т15К6 ГОСТ 18874-73,
Вспомогательный инструмент
Державка 4.BMT32SKT400;
Державка 4.BMT32SKT400.
3.2.3 Операция 0053 Зубофрезерная программная
Приспособление Патрон 7100-0031 ГОСТ 2675-80 тип 1, исп.1, D250
Режущий инструмент
Фреза Ø21мм, z=37 ГОСТ 1702-71;
Вспомогательный инструмент
Державка EWS Varia.
Операция 010 Протяжная
Протяжное приспособление
Режущий инструмент
Протяжка ⌀52H7 ГОСТ 25158-82;
Мерительный инструмент
Комплексный калибр 52H7-60H11-10F10;
025 Зубошлифовальная
Приспособление Оправка 7150-0381 ГОСТ 18437-73
Режущий инструмент
Фреза Р6М5 ГОСТ 9324-80.
Мерительный инструмент
Микрометр МЗ Ц100 ГОСТ 6507-90.
040 Контрольная
Мерительный инструмент
Штангенциркуль ШЦК-Т-I-135-0,1 ГОСТ 166-89;
Штангенциркуль ШЦЦ-I-300-0,01 ГОСТ 166-89;
Калибр пробка ⌀52Н7;
Шаблон радиусный;
Комплексный калибр 52H7-60H11-10F10;
Микрометр МЗ Ц100 ГОСТ 6507-90;
Индикатор 1 МИГ-1 ГОСТ 9696-82.
4 Экономическая часть
4.1 Расчет фонда заработной платы персонала участка
Расценка по каждой операции q, руб., определяют по формуле [12]
 , (4.1)
, (4.1)где lч – часовая тарифная ставка рабочего соответствующего разряда, руб.;
tшт.к. – штучно-калькуляционное время операции, мин.
Данные по каждой операции заносят в таблицу 4.1 и путем их суммирования определяют расценку на деталь.
Таблица 4.1 – Расчет расценки на изделие
| Наименование операции | tшт.к., мин | lч, руб | Q, руб. |
| Токарная, расточная, фрезерная | 4,028 | 90,00 | 6,042 |
| Фрезерная | 105,554 | 90,00 | 158,331 |
| Протяжная | 1,119 | 90,00 | 1,679 |
| Зубошлифовальная | 3,516 | 90,00 | 5,274 |
| Итого: расценка на деталь | | | 171,326 |
Прямой ФЗП основных рабочих за год, определяют из выражения [12]
 , (4.2)
, (4.2)
ФЗП основных рабочих с учетом дозагрузки оборудования до 0,95 определяют по формуле [12]
 , (4.3)
, (4.3)
Общий ФЗП при среднем расчетном коэффициенте загрузки оборудования составит [12]
ФЗПоб.осн.=ФЗПпр.осн. + ДЗП + П; (4.4)
где ДЗП – дополнительная заработная плата, руб.;
П – премии, руб.
ФЗПоб.осн.= 2060249,37 + 515062,342 + 618074,811 = 3193386,52
Прямой фонд заработной платы вспомогательных рабочих определяют по формуле [12]
ФЗПпр.всп.=
 , (4.5)
, (4.5)где Rвсп. – численность вспомогательных рабочих, чел.;
lч.- часовая тарифная ставка вспомогательного рабочего соответствующего разряда, руб.;
Fд. – эффективный фонд времени рабочего, час.
ФЗПпр.всп.= 6 · 10300 · 12 = 741600,0
Годовой фонд заработной платы ИТР, определяют по формуле [12]
 (4.6)
(4.6)где
 – численность служащих, чел.;
– численность служащих, чел.; – размер оклада служащего, руб.;
– размер оклада служащего, руб.;  – число месяцев в году, шт.
– число месяцев в году, шт.
| Таблица 4.2 – Общий фонд заработной платы рабочих В рублях | ||||
| Категории работающих | ФЗПпр. | ДЗП | Премии | Общий ФЗП |
| 1. Основные рабочие | 2060249,37 | 515062,342 | 618074,811 | 3193386,52 |
| 2.Вспомогательные рабочие | 741600,0 | 148320,0 | 185400,0 | 1075320,0 |
| 3. Служащие | 288000,0 | 72000,0 | 72000,0 | 432000,0 |
| ИТОГО: | 3089849,37 | 735382,342 | 875474,811 | 4700706,52 |
Определяют среднемесячную заработную плату основного рабочего ЗПосн, руб., по формуле [12]
 , (4.7)
, (4.7)
Определяют среднемесячную заработную плату производственного рабочего ЗПпр.р, руб., по формуле [12]
 , (4.8)
, (4.8)
Определяют заработную плату всех рабочих ЗПраб, руб., по формуле [12]
 , (4.9)
, (4.9)
4.2 Составление калькуляции по расчету себестоимости изделия
4.2.1 Расчет стоимость материалов
Стоимость материала См, руб., определяют по формуле [12]
См =
 , (4.10)
, (4.10)где Qм – норма расхода материала, кг.;
Цм – стоимость 1кг материала, руб.;
Qо – масса отходов, кг.;
Цо – стоимость 1 кг отходов, руб.
См = 2,65 · 49 – 1,27 · 7 = 126,96 .
4.2.2 Составление калькуляции изделия
Таблица 4.3 – Калькуляция по расчету себестоимости изделия
В рублях
| Наименование статей | На ед., руб. | На годовую прогр., тыс.руб | Примечание |
| 1.Сырье и материалы за вычетом отходов | 126,96 | 1 269 600,0 | Формула 21 |
| 2.Покупные полуфабрикаты и комплектующие изделия | ------------- | ------------- | ------------------ |
| 3.Транспортно-заготовительные расходы | 3,896 | 38 088,0 | 3%от суммы п.1 и п.2 |
| 4.Основная заработная плата основных рабочих | 171,326 | 1 713 260,0 | Таблица 9 |
| 5.Дополнительная заработная плата основных рабочих | 42,832 | 428 315,0 | 25% от п.4 |
| 6.Премии за производственные результаты | 51,398 | 513 978,0 | 30% от п. 4 |
| 7.Страховые взносы во внебюджетные фонды | 79,667 | 796 665,9 | 30% от суммы п.п 4+5+6 |
| 8.Расходы на подготовку и освоение производства | 77,097 | 770 967,0 | 45 % от п.4 |
| 9.Расходы на содержание и эксплуатацию оборудования | 102,796 | 1 027 956,0 | 60% от п.4 |
| 10. Технологическая себестоимость | 655,972 | 6 559 720,0 | Сумма п.п. 1-9 |
| 11. Цеховые расходы | 119,928 | 1 199 282,0 | 70% от п.4 |
| 12. Цеховая себестоимость | 775,9 | 7 759 002,0 | п.10 + п.11 |
| 13.Общезаводские расходы | 145,627 | 1 456 271,0 | 85% от п.4 |
| 14. Производственная себестоимость | 921,527 | 9 215 273,0 | п.12 + п. 13 |
| 15. Внепроизводственные расходы | 46,076 | 460 763,65 | 5% от п.14 |
| 16. Полная себестоимость | 967,603 | 9 676 036,65 | п.14 + п. 15 |
4.3 Определение оптовой и рыночной цены изделия
Плановая прибыль
 , руб, определяют по формуле [12]
, руб, определяют по формуле [12] (4.11)
(4.11)где
 – норма рентабельности изделия, в процентах;
– норма рентабельности изделия, в процентах;  – полная плановая себестоимость, руб.
– полная плановая себестоимость, руб. – на единицу продукции, руб;
– на единицу продукции, руб; – на годовой выпуск, руб.
– на годовой выпуск, руб.Оптовая цена детали
 , руб, определяют по формуле [12]
, руб, определяют по формуле [12] (4.12)
(4.12)
Рыночная цена на единицу изделия
 , руб, определяют по формуле [12]
, руб, определяют по формуле [12] (4.13)
(4.13)где
– оптовая цена, руб.; – налог на добавленную стоимость.
– налог на добавленную стоимость. (4.14)
(4.14)

Выручка, руб, определяют по формуле [12]
 (4.15)
(4.15)